Оборудование для литья латуни
Литье из бронзы: технология художественного бронзового литья
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью. Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.

Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
Онлайн-магазин Загорского трубного завода one.ztz.ru, здесь вы всегда найдете любые трубы большого и сверхбольшого диаметров от 530 до 2520
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.

Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Многие из таких изделий, не отличающихся большими габаритами и сложностью форм, можно изготавливать из бронзы и латуни не только в производственных, но и в домашних условиях.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.

Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.

Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.

Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Познавательно видео о достоинствах и особенностях художественного литья из бронзы.
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл. Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др. В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.

Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:
- спаи;
- пригары;
- шлаковые раковины;
- недоливы.

На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
При литье латунных и бронзовых изделий небольшого размера разливка расплавленного металла осуществляется не из самого тигля, в котором он нагревался, а при помощи специального приспособления, используемого в качестве ручного ковша или ложки.
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться. Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей. Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты. Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка. Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно. Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента. В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.

Ручная чеканка бронзовой статуэтки
Следует иметь в виду, что чеканка – это самый творческий этап процедуры литья, от качества и тщательности ее выполнения напрямую зависит то, как в конечном итоге будет выглядеть изделие. Именно поэтому подходить к выполнению такой операции следует очень ответственно и с максимальной аккуратностью.
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома. Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции. Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Литье по центробежной технологии
Для производства в заводских условиях изделий из бронзы, к износостойкости которых предъявляются повышенные требования, часто используется такая технология, как центробежное литье. С ее помощью выполняют литье изделий из бронзы, используемых в машиностроении и других отраслях промышленности. Сюда, в частности, относятся:
- шестерни;
- элементы червячных соединений;
- втулки различного назначения;
- обечайки;
- втулки;
- кольца;
- вкладыши и др.
Технология центробежного литья предполагает, что расплавленная бронза заполняет форму не под действием собственного веса, а под влиянием центробежных сил. Литейные формы помещаются в специальное оборудование. В зависимости от того, в какой плоскости происходит вращение литейных форм, установленных в такое оборудование, оно может быть вертикального или горизонтального типа.
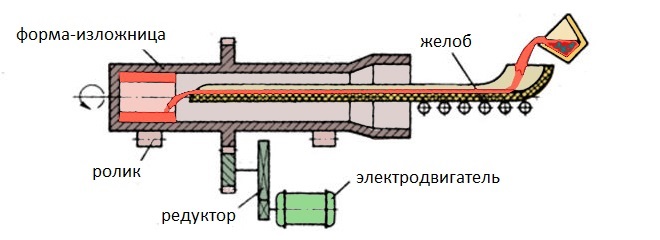
Схема центробежного литья
Оборудование любого типа, используемое для выполнения литья из бронзы по центробежной технологии, имеет следующие конструктивные элементы:
- тигель, в котором происходит плавка металла;
- желоб, по которому расплавленный металл подается в литейные формы;
- изложница;
- электродвигатель, который используется в качестве главного привода и обеспечивает вращение форм;
- элементы привода: шкивы, валы, клиноременная передача.
Благодаря особенностям данной технологии, с ее помощью можно выполнять качественное литье изделий из бронзы, отличающихся даже очень сложной конфигурацией. За счет задействования центробежных сил, которые прижимают расплавленный металл к стенкам литейной формы, поверхность отливки отличается повышенной плотностью и, соответственно, высокой износостойкостью.
Естественно, что выполнять литье по такой технологии можно только в производственных условиях и при изготовлении деталей большими сериями, так как в единичном производстве такой метод экономически нецелесообразен.
Оборудование для литья латуни
Можно, наверно, попытаться сразу сплавить в форме из керамики/гипса. Но хочется, всетаки, разобраться, можно ли лить в формы без таких раковин.
В принципе, если перегревать на 100-200 градусов металл и сильно греть форму, то наверное можно и мелочь чисто отливать. Только отливки золотые по цене выйдут ИМХО.
Вообще говоря, литье в домашних условиях — большой геморрой, но если отработать технологию, то дело того стоит.
Подробнее о литье можно прочитать в книге Коваль Е. ‘ Работы по металлу. Пособие для начинающих’.
на сайте Web
Выпуск 21 Ремесла Микролитье
После того как человечество научилось выплавлять металл, стало развиваться литейное искусство. Вероятнее всего, первые отливки были сделаны в Древнем Египте. Но раскопки показали, что и на территории Кавказа уже в третьем тысячелетии до новой эры тоже применялись совершенные методы плавки и литья металла. Литье было наиболее легким видом обработки металла, и люди использовали это. Нужным в обиходе металлическим вещам они придавали художественную форму.
Применяя способ литья по восковым моделям, античные художники добились виртуозной техники микролитья.
На Руси художественным литьем занимались вначале исключительно женщины. Они сплетали из нитей, пропитанных воском, ажурные украшения, похожие на филигрань, и, обмазав глиной, давали просохнуть. Потом форму прокаливали и заливали металлом. Остывшую форму разрушали так, чтобы не портилась отливка. Были формы и постоянные-вырезали их из мягкого камня. В такие формы можно было отливать неоднократно.
Как овладеть технологией микролитья? Главное — тщательно продуманная подготовка и подробные записи о выполняемой работе. Это поможет учесть первые ошибки, а в будущем даст возможность экспериментировать.
Все оборудование для микролитья вы можете сделать сами. Опока — это отрезок трубы с толщиной стенки 2-3 мм. Заготовить нужно несколько опок различного диаметра для моделей разной величины. Но учтите, что самая большая опока должна свободно умещаться в подставке ручной центрифуги.
Центрифуга изготовляется так. В деревянную ручку пропустите металлический стержень толщиной около 5 мм. К стержню неподвижно прикреплена серьга. Ручка должна свободно вращаться на стержне. Подставку для опоки изготовьте из железа. Диаметр ее 7-8 см, высота бортика 2,5-3 см. К бортику приклепайте скобу высотой II-12 см от основания подставки. Вверху скобы приварите или сделайте витое кольцо. Соедините его с серьгой проволочным коромыслом с согнутыми на концах кольцами. Места соединения должны быть прочными и подвижными. Длина коромысла 25-30 см, толщина 4 мм. Чтобы уверенно пользоваться центрифугой, потренируйтесь сначала: поставьте в нее сосуд с водой и вращайте, стараясь не пролить воду.
Наиболее простой аппарат для плавки металла состоит из портативного баллончика с пропаном, бронированного шланга к нему и самодельной горелки.
Отрежьте от железной трубы подходящих размеров втулку для сопла горелки. Затем, прорезав в нескольких местах ножовкой край трубки, ковкой сузьте на конус одну из сторон и опилите. После этого вдоль втулки просверлите и пропилите отверстия. Из латуни выточите пробку и плотно вгоните молотком в сопло. В центре пробки просверлите отверстие и нарежьте резьбу для трубки, которая будет подавать газ в горелку. Трубку подберите с таким расчетом, чтобы в ней можно было нарезать резьбу для капсюля. Капсюль вывинчивают из шланга. Трубку с капсюлем ввинтите в пробку, аккуратно изогните и насадите на другой конец ручку из дерева или эбонита. Бронированный шланг удлините прочным резиновым, способным выдержать давление газа.
Регулируйте подачу газа краном, расположенным на шланге. Зажигайте горелку при минимальной подаче газа, а потом увеличивайте пламя. Горелка развивает температуру до 1000 градусов-ее вполне достаточно, чтобы заниматься художественным микролитьем.
Во время работы с горелкой баллон не должен находиться пядом с пламенем.
Различных сплавов для мелких отливок существует множество. Можно взять, например, такой: 63,7 процента меди, 33,5 процента цинка, 2,55 процента олова, 0,25 процента свинца. Пусть вас испугают десятые и сотые доли процента — не обязательно слишком точно придерживаться этой пропорции.
Материал для модели-воск, для формы-гипс, тальк. Тальк можно заменить порошком пемзы.
Хорошо продумайте, что вы будете отливать, потом приступайте к изготовлению восковой модели. Учтите, что расплавленный металл повторит все огрехи модели, поэтому тщательно отделывайте ее.
К модели прикрепите расплавленным воском металлические литниковые штифты толщиной 1-2 мм. Хороший штифт получается из швейной иглы, если отломать острие. Чаще всего для равномерного и быстрого заполнения формы требуется несколько штифтов-в этом случае они обязательно должны пересекаться в одной точке, где также скрепляются воском.
Впоследствии точка пересечения окажется вне формовочной массы — это видно на рисунке.
Учитывая габариты модели, подберите опоку. Высота опоки определяется с таким расчетом, чтобы расстояние между ее воображаемым дном и моделью составляло 1-1,5 см, а вверху можно было вырезать в формовочной массе литниковую чашу для плавки металла.
Формовочную массу приготовьте из двух частей гипса и одной части талька или пемзового порошка. Хорошо перемешайте состав и засыпайте в воду. Масса должна приобрести консистенцию негустой сметаны.
Поставьте опоку на лист асбеста и заполните формовочной массой. Пока масса не затвердела, возьмите модель за штифт и погрузите в нее, слегка вибрируя, чтобы удалить пузырьки воздуха. Не раньше чем через полчаса скальпелем вырежьте литниковую чашу и плоскогубцами осторожно удалите штифты. Литниковые каналы, оставшиеся после удаления штифтов, должны располагаться в центре литниковой чаши, имея каждый самостоятельный выход.
Поместите опоку в духовку литниковыми каналами вниз и в продолжение двух часов постепенно (иначе пар разорвет форму) повышайте температуру до 350 градусов. После этого положите опоку боковой стороной на газовую плиту, подстелив лист асбеста, и, увеличивая огонь, выжгите оставшийся воск, время от времени поворачивая опоку для равномерного прогрева. Продолжайте нагрев и после того, как выгорит весь воск: отжиг необходим для повышения газопроницаемости формы. Как только стенки опоки станут красными, перенесите ее в ручную центрифугу. В литниковую чашу аккуратно заложите нужное количество металла и начните плавку, подсыпав немного буры. Плавящийся металл не пойдет без давления в узкие литниковые каналы. Но вот металл расплавлен весь, вы начинаете быстро вращать центрифугу, и металл устремляется в форму. Двадцати оборотов центрифуги достаточно, чтобы не только заполнение формы, но и кристаллизация металла произошли под давлением.
Чтобы извлечь отливку из формы, надо горячую опоку подставить под струю воды, направленную в литниковую чашу. Форма разрушится.
Отливку отбелите в пятнадцатипроцентном растворе серной кислоты.
Из мелких фрагментов можно с помощью пайки монтировать более крупные художественные произведения.
Занимаясь микролитьем, не забывайте ни на минуту о технике безопасности. Внимательно прочтите и запомните инструкцию, как обращаться с газовыми баллонами,-такая инструкция есть в каждом обменном пункте баллонов. Приготовляя раствор серной кислоты, помните, что нужно кислоту лить в воду и ни в коем случае не наоборот. Раствор нужно готовить осторожно, не проливая кислоту. Прорезиненный фартук, резиновые перчатки, очки необходимы.
по книге «Прекрасное — своими руками»
составитель С. Газарян
Разработано в студии «Family Group». Дизайн — Резников Артем
Литье металлов под давлением
Основы литья металлов под давлением
Литьё металлов под давлением — способ изготовления отливок из сплавов, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму под высоким давлением от 7 до 700 МПа. Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей. Изделия могут быть массой от десятков граммов до десятков килограммов. Литье металлов под давлением занимает одно из самых высоких мест по объемам массового производства в металлообработке.
Литьём под давлением изготавливают:
детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
детали сантехнического оборудования;
детали бытовых приборов (пылесосы, стиральные машины, телефоны); ранее — детали печатных машинок;
детали компьютеров, мобильных телефонов и прочего аналогичного оборудования.
Применение технологии
Литье под давлением алюминия: используется в легких и высокопрочных узлах. Картер коробки передач и т.д.
Литье под давлением магния: используется в легких и высокопрочных узлах, например: корпуса электро-борудования.
Литье под давлением цинка: используется при производстве игрушек и в деталях малых размеров, а так же в узлах с хорошим качеством поверхности, особенно где есть хромирование.
Литье под давлением латуни: используется в сантехнических изделиях, например, водопроводных кранах, смесителях.
Процесс изготовления изделий
Литейные формы (пресс-формы) обычно изготавливаются из стали. Оформляющая полость формы выбирается подобной наружной поверхности отливки, однако учитываются искажения размеров. Пресс-форма содержит также выталкиватели и подвижные металлические стержни, образующие внутренние полости изделий. Литейные машины разделяют на два вида — с горячей и холодной камерой прессования. По типу расположения вертикальные и горизонтальные. На рис. 1 дана принципиальная схема работы машин с холодной камерой прессования, расположенной у одних машин горизонтально (a), a y других — вертикально (б). При работе машины жидкий металл мерной ложкой или с помощью автоматического дозатора заливают в камеру прессования 6 и гидравлическим плунжером (прессующим поршнем 7) запрессовывают в пресс-форму. Пресс-формы изготовляют из двух половин (подвижной 3 и неподвижной 5) с вертикальной или горизонтальной плоскостью разъема. Это обеспечивает быстрое извлечение отливок с помощью толкателей 2, которые крепятся с тыльной стороны подвижной пресс-формы.
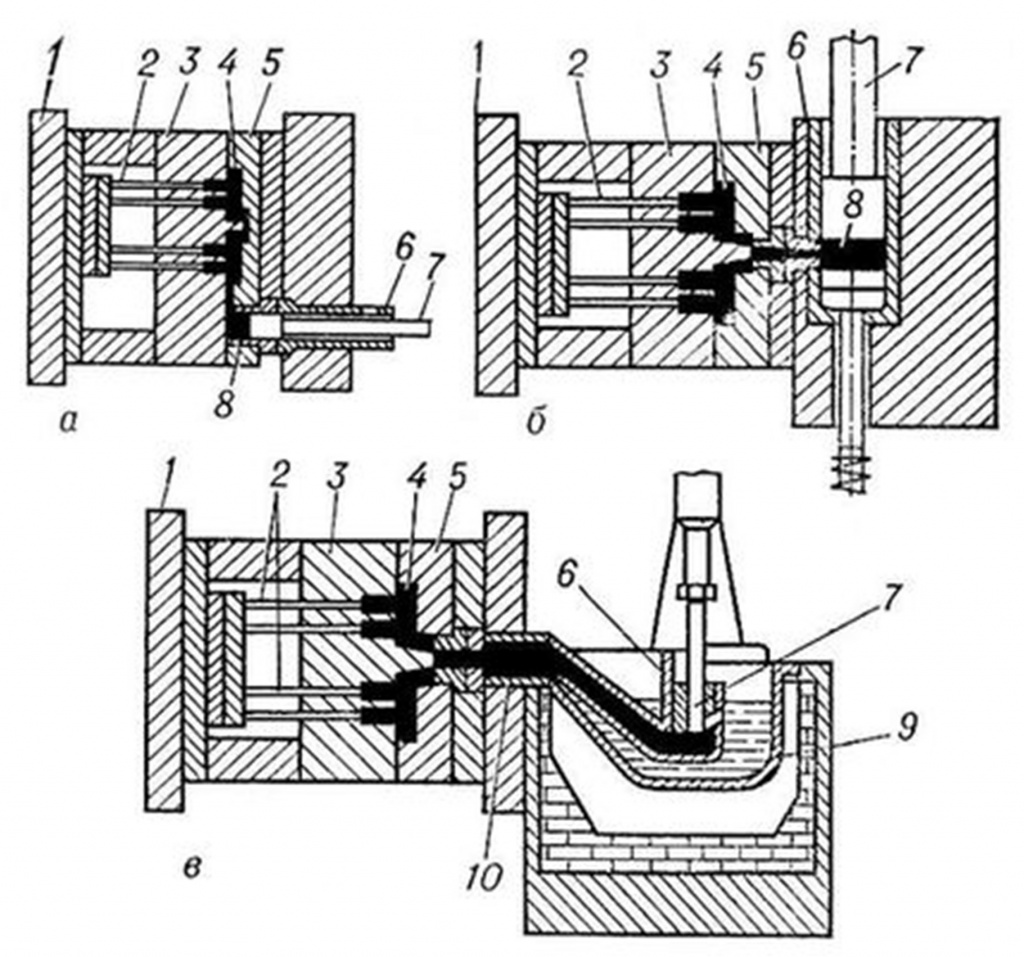
Рис.1 — Схемы литья под давлением на машинах с камерами прессования:
а — холодной горизонтальной;
б — холодной вертикальной;
1 — плита крепления подвижной части формы;
3 — подвижная матрица формы;
4 — полость формы (отливка);
5 — неподвижная матрица формы;
6 — камера прессования;
7 — прессующий поршень;
9 — тигель нагревательной передачи;
10 — обогреваемый мундштук.
Литейные машины с горячей камерой прессования
Сплавы на основе цинка, как правило, льются в машинах с горячей камерой прессования. Камера погружена в расплав. Под относительно слабым давлением сжатого воздуха или поршня расплав из камеры вытесняется в пресс-форму.
Скоростная операция. Время цикла менее 1 секунды для маленьких деталей, до 30 секунд для более крупных деталей.
Рабочее давление в диапазоне от 100-300 атм.
Обычные пресса или небольшие высокоскоростные установки.
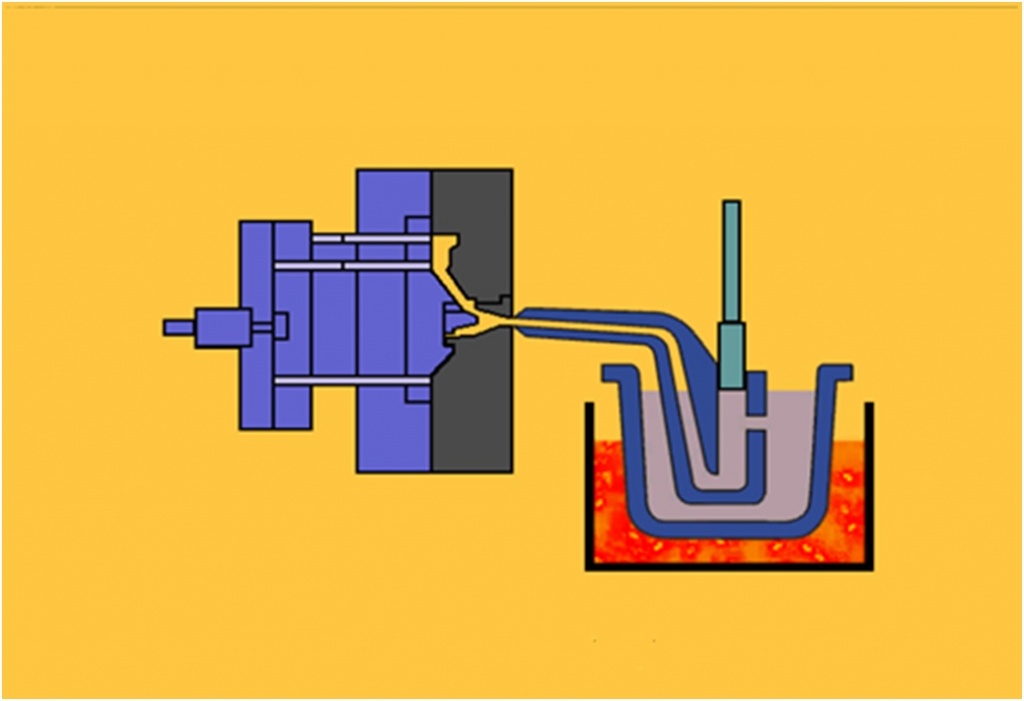
Рис.2 — Схема литья под давлением на машинах с горячей камерой прессования:
Литейные машины с холодной камерой прессования
Такие машины используются для литья под давлением алюминиевых, магниевых, медных сплавов. Литьё в пресс-формы происходит под давлением от 35 до 700 МПа.
Инжекторный плунжер и цилиндр не опускаются в расплавленный.
Расплавленный металл разливается ковшом механически или вручную.
Более длительное время цикла. Может достигать 1 мин.
Рабочее давление 200-700 psi Al и Mg (13-47 атм.).
Рабочее давление 400-1000 psi Cu (27-68 атм.).
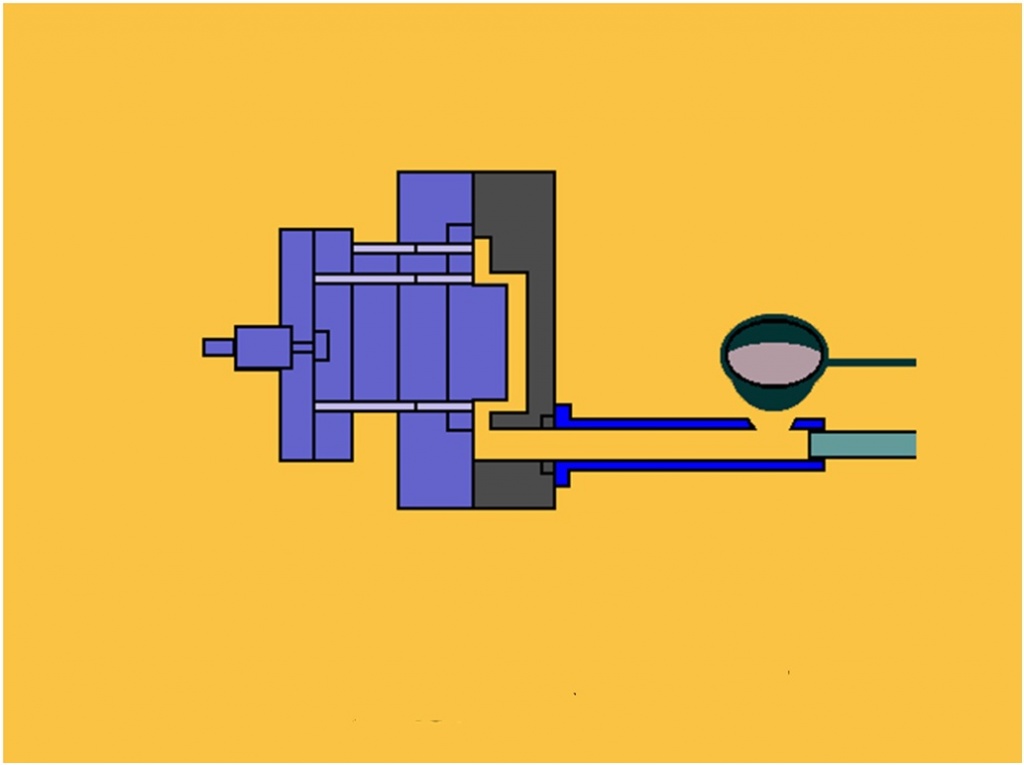
Рис.3 — Схема литья под давлением на машинах с холодной камерой прессования:
Основные преимущества литья под давлением
К основным преимуществам технологии литья под давлением можно отнести:
- высокую производительность;
- высокое качество поверхности (5-8 классы чистоты для алюминиевых сплавов);
- точные размеры литого изделия (3-7 классы точности);
- минимальная потребность в механической обработке изделия.
Процессы литья под давлением
Существуют следующие этапы литья под давлением:
Первый этап: раскрытие пресс-формы и смазка.
Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
Второй этап: смыкание пресс-формы.
Третий этап: заливка металла в поршень.
После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
Четвертый этап: запрессовка металла.
Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает металл в камеру прессования.
Пятый этап: снятие готового изделия.
Смазочные материалы для литья под давлением
Перед началом, а также и во время работы рабочую поверхность пресс-формы покрывают смазкой линейка Petrofer Formol. Смазки для холодного пуска наносятся на холодные штампы в начале операции, то есть в тот момент, когда смешивающиеся с водой жидкие смазочные материалы еще не образуют достаточную пленку из-за низких температур матрицы. Смазка частично предохраняет форму от термического удара и, следовательно, увеличивает сроки службы формы, она способствует более легкому извлечению отливки из формы, предохраняя форму от приваривания. Смазка помогает получить также более качественную поверхность отливки. Смазки для холодного пуска используют в качестве разделительного состава при производстве отливок из свинцовых сплавов. Данные продукты практически не эмульгируются, и требуется их удаление методом скиммирования.
При литье под давлением в 90-Х годах применяли в основном жирные смазки на основе минеральных масел, которые при сгорании не дают минеральных осадков. При литье алюминиевых сплавов применяли смесь масла с графитом или смесь графита с воском и вазелином и др.
Современные водосмешиваемые и чистые масла отвечают следующим требованиям:
нанесение смазочного материала методом микро-напыления под давлением. Очень тонкий слой смазки должен обеспечивать весь предъявляемый функционал и способствовать экономичности расхода.
высокие проникающие свойства и устойчивость к температуре, отсутствие воспламенения и образования дыма. Применение продукта для различных сложностей геометрических форм.
состав смазки должен обеспечивать высокий эффект отделения металла из формы, оставлять после отделения минимальное накопление осадков.
легкое удаление отложений и очистка оборудования. Остатки на литых компонентах должны быть совместимы с процессами окраски и гальванике изделий.
высокие концентрации смешения с водой 1:50-1:200.
устойчивость к поражению микроорганизмами и стабильность эмульсии, минимальное влияние на здоровье человека и окружающую среду.
долгий срок службы смазки на форме, отсутствие стекания образования сгустков и содержания твердых веществ в составе.
равномерное охлаждение формы, коррозионная защита узлов и оснастки, улучшенное прохождение метала.
Смазку наносят тонким, ровным слоем через 1—2 заливки. Для получения качественного изделия необходимо соблюдать определенные значения удельного давления прессования.
Продукция PETROFER для литья металла под давлением
Компания PETROFER предлагает своим клиентам продукты, отвечающие всем потребностям современной промышленности.
Линейка продуктов DIE-LUBRIC – смазочные материалы для литья металлов под давлением в портфеле продуктов Petrofer. Водосмешиваемые и чистые масла подходят для смазки форм при литье под давлением изделий из алюминия, цинка, магния, меди и металлов различных сплавов. Продукты разделяются для применения в машинах как горячего литья, так и холодного литья; оптимизированы для универсального и специального применения. Имеют экономичный расход, хорошую защиту от коррозии. Состав продуктов максимально безопасен для здоровья человека и окружающей среды.
При этом стоит отметить, что могут быть улучшены следующие факторы:
Оборудование для литья латуни
Хотите оставить заявку? Напишите или позвоните нам!
- Производство /
- Изделия /
- Литейное производство /
- Литье латуни
Литье латуни
Литье латуни производится на заводе АВАЛДА по ГОСТ Р 53464-2009 с основным химическим элементом Медь, а в качестве легирующего элемента применяется цинк, возможны дополнительные примеси. Государственный стандарт устанавливает допуски размеров, формы, расположения и неровностей поверхности, массы и припуски на токарную обработку. Применяется латунное литье для изготовления различных деталей, которые используются как изнасывающая или расходная запчасть для уменьшения силы трения в работающих узлах и механизмах, что позволяет продлевать срок работы самого оборудования. Основной метод литья: центробежное и ХТС.
Максимальные размеры литья латуни:
- Центробежное литье диаметром от 60 до 650 мм при максимальной массе до 1000 кг;
- Литье ХТС диаметром до 2000 мм при максимальной массе до 1800 кг, а также при особых условиях отливки массой до 2300 кг.
Хорошая жидкотекучесть; небольшая пористость. В связи с этим линейная усадка латунного литья больше, чем оловянных бронз. Узкий интервал кристаллизации определяет склонность к образованию столбчатой структуры и транскристаллизации. Также характерны хорошие литейные свойства, детали из литейной латуни обладают высокой герметичностью и способны выдерживать давление до 30— 40 Мегапаскалей.

Латунное литье — сплавы
ЛЦ14К3С3; ЛЦ37Мц2С2К; ЛЦ40Мц3Ж; ЛЦ16К4; ЛЦ38Мц2С2; ЛЦ40С; ЛЦ23А6Ж3Мц2; ЛЦ40АЖ; ЛЦ40СД; ЛЦ25С2; ЛЦ40Мц1.5; ЛЦ30А3; ЛЦ40Мц3А; ЛА; ЛКС; ЛС; ЛАЖМц; ЛМцЖ; ЛСд; ЛК; ЛМцС; ЛК1; ЛМцСК; ЛК2; ЛОС; Л59; Л70; Л96; ЛАН59-3-2; ЛКС65-1.5-3; ЛО60-1; ЛС59-1; ЛС74-3; Л60; Л75; ЛА77-2; ЛАНКМц75-2-2.5-0.5-0.5; ЛМц58-2; ЛО62-1; ЛС59-1В; Л63; Л80; ЛА85-0.5; ЛЖМц59-1-1; ЛМцА57-3-1; ЛО70-1; ЛС60-1; Л66; Л85; ЛАЖ60-1-1; ЛЖС58-1-1; ЛМш68-0.05; ЛО90-1; ЛС63-3; Л68; Л90; ЛАМш77-2-0.05; ЛК80-3; ЛН65-5; ЛОМш70-1-0.05; ЛС64-2.
Литье латуни — химический состав популярных сплавов
| Наименование | Сплав | Cu | Fe | P | Pb | Zn | Sb | Bi | Si | Mn | Ni | Al | Sn |
| Литьё латуни | Л63 | 62 — 65 | 0,2 | 0,001 | 0,07 | 34,5 — 38 | 0,005 | 0,002 | — | — | — | — | — |
| Литьё латуни | ЛС59-1 | 57 — 60 | 0,5 | 0,02 | 0,8 — 1,9 | 37,35 — 42,2 | 0,01 | 0,003 | — | — | — | — | — |
| Литьё латуни | ЛЦ23А6Ж3Мц2 | 64 — 68 | 2 — 4 | — | 0,7 | 16,2 — 28,5 | 0,1 | — | 0,3 | 1,5 — 3 | 1 | 4-7 | 0,7 |
| Литьё латуни | ЛЦ38Мц2С2 | 57 — 60 | 0,8 | 0,05 | 1,5 — 2,5 | 32,8 — 40 | 0,1 | — | 0,4 | 1,5 — 2,5 | 1 | 0,8 | 0,5 |
| Литьё латуни | ЛЦ25С2 | 70 — 75 | 0,7 | — | 1 — 3 | 19 — 28,5 | 0,2 | — | 0,5 | 0,5 | 1 | 0,3 | 0,5 — 1,5 |
| Литьё латуни | ЛЦ40С | 57 — 61 | 0,8 | — | 0,8 — 2 | 35 — 42,2 | 0,05 | — | 0,3 | 0,5 | 1 | 0,5 | 0,5 |
Основные понятия при производстве латунного литья
- Номинальный размер детали: размер, указанный на чертеже детали;
- Шероховатость поверхностей: совокупность повторяющихся неровностей малой величины (микронеровностей);
- Неровностность поверхности: неровности поверхности с шагом, превышающим базовую длину, на которой измеряют шероховатость данной поверхности;
- Припуск на обработку латунного литья: толщина слоя латуни, удаляемая с поверхности детали при ее обработке в целях обеспечения заданных размеров, формы, расположения, неровностностей и шероховатости поверхности детали;
- Вид механической обработки: черновая, получистовая, чистовая и тонкая — характеризуется степенью точности и шероховатости обработанной поверхности.
Чтобы купить латунное литьё на металлургическом заводе АВАЛДА по телефону +7 (34397) 6-12-13, нужно предоставить следующие параметры:
В технических требованиях чертежа детали с нанесенными размерами, должны быть указаны нормы точности детали. Их приводят в следующем порядке: класс размерной точности, степень коробления, степень точности поверхностей, класс точности массы и допуск смещения детали.
Пример условного обозначения точности детали 9-го класса размерной точности, 5-й степени коробления, 4-й степени точности поверхностей, 7-го класса точности массы с допуском смещения 0,8 мм: Точность детали 9-5-4-7 см 0,8 ГОСТ Р 53464-2009.
Литье латуни купить по оптовой цене на металлургическом заводе АВАЛДА по телефону или заказать через электронную почту, Online — заказ. Доставка до объекта.
Применяются в автомобильной и горнодобывающей промышленности
 Статьи
Статьи
 Статьи
СтатьиТехнология литья из бронзы и латуни
Эту страничку мы решили открыть для того, чтобы Вам стал несколько понятней производственный процесс художественного литья из бронзы и латуни. Нам часто приходиться отвечать на вопросы наших потенциальных Заказчиков о том, что изготовление того или иного изделия из бронзы сопряжены с достаточно трудоемким и длительным процессом. Особенно это касается таких изделий, которые изготавливаются с «нуля», т.е. эксклюзивное исполнение по идее, а в лучшем случае по предварительному эскизу Заказчика.
Литейное дело — одно из самых древних в мире ремесел. На заре литейного производства модель изготавливали из воска, а формы для литья были глиняными. В более поздний период, примерно в XII веке, появились более совершенные двухсторонние формы. С их помощью изготовлялись самые разные изделия: домашняя утварь, оружие, украшения. В XV веке для литья научились использовать чугун. Со второй половины XIX века распространилась сталь, и литейное производство значительно усложнилось.
Эскиз изделия
 Но вернемся к технологии литья и изготовления изделий из бронзы и латуни на нашей Фирме.
Но вернемся к технологии литья и изготовления изделий из бронзы и латуни на нашей Фирме.
После того как Заказчик пришел к окончательному решению, как он хочет видеть свою идею, воплощенную в бронзе, начинается работа наших дизайнеров и художников над эскизом будущей модели изделия [фото 1 >>].
Модель отливки
 Окончательный вид эскиз приобретает в виде рабочего чертежа, по которому уже и изготавливается сама модель [фото 2 >>]. Модель отливки используется для создания отпечатка в литейной форме: она задает требуемые контуры изделия.
Окончательный вид эскиз приобретает в виде рабочего чертежа, по которому уже и изготавливается сама модель [фото 2 >>]. Модель отливки используется для создания отпечатка в литейной форме: она задает требуемые контуры изделия.
В ручном литье (что преимущественно и присутствует в нашей мастерской) чаще применяются разъемные и неразъемные гипсовые, пластиковые, деревянные модели.
Для изготовления наиболее сложных штучных изделий, используются деревянные модели (бук, ольха, липа, сосна) или модели из слоновой кости многократного применения.
Модель отливки должна иметь достаточно гладкую и ровную поверхность. Для этого ее покрывают двумя слоями модельного лака вслед за грунтовкой и шпаклевкой.
По своей конструкции модели отливки делятся на три вида.
- Неразъемные. Модели этого вида очень часто применяют в ручном литье. Неразъемные модели извлекают из формы, не разделяя на части. При формовке модели этого вида оставляют четкий отпечаток наружного контура будущего изделия.
- Разъемные. Модели этого вида состоят из нескольких частей, которые легко отделяются друг от друга по сложной поверхности или по плоскости.
- Специальные. Модели этого вида представляют собой формовочные шаблоны или скелетные модели и используются для формовки сложных изделий из бронзы, латуни.
Формовка
 После того, как закончена работа над моделью, и она утверждена у Заказчика, происходит следующий этап — изготовление литейной формы, при помощи модели изделия и различных инструментов и приспособлений, а так же песчаной (формовочной) смеси. Процесс изготовления литейной формы (формовка) — наиболее трудоемкий и продолжительный.
После того, как закончена работа над моделью, и она утверждена у Заказчика, происходит следующий этап — изготовление литейной формы, при помощи модели изделия и различных инструментов и приспособлений, а так же песчаной (формовочной) смеси. Процесс изготовления литейной формы (формовка) — наиболее трудоемкий и продолжительный.
В литейную форму заливают расплавленный металл, который заполняет полость, остывает в ней и формирует отливку, своими очертаниями повторяющую форму модели [фото 3 >>].
Для отливки изделия используются такие сплавы как бронза, латунь и др.
Литейные формы подразделяются на разовые и многоразовые. Основная составляющая формовочных смесей при изготовлении разовых форм — кварцевый песок; в качестве связующей добавки используют глину. После того как отливка готова, разовую форму разрушают.
 Литейная форма составляется из двух полуформ — опок. Они служат для удержания формовочной смеси при ее уплотнении. Как правило, опоки заполняют смесью из органических и неорганических материалов [фото 4 >>]. При ручном способе формовки используют небольшие по массе и размерам опоки.
Литейная форма составляется из двух полуформ — опок. Они служат для удержания формовочной смеси при ее уплотнении. Как правило, опоки заполняют смесью из органических и неорганических материалов [фото 4 >>]. При ручном способе формовки используют небольшие по массе и размерам опоки.
Заливка формы
 По окончании процесса формовки изделия, начинается подготовка приготовления расплава для заливки формы. Металл расплавляют в плавильной печи одной из разновидностей: вагранка, пламенная, тигельная, дуговая и др.
По окончании процесса формовки изделия, начинается подготовка приготовления расплава для заливки формы. Металл расплавляют в плавильной печи одной из разновидностей: вагранка, пламенная, тигельная, дуговая и др.
При художественном литье крайне редко используются металлы в чистом виде. Литейные сплавы бывают черными (из чугуна и стали) и цветными (из соединения в определенных пропорциях магния, цинка, свинца, алюминия, олова, меди и других металлов). Самые распространенные в литейном деле сплавы — серый литейный чугун и различные медные сплавы. Наиболее известные медные сплавы — латунь и бронза, которые в большинстве случаев и используется в мастерской нашей Фирмы для изготовления изделий.
Латунь представляет собой сплав цинка и меди, иногда — некоторых других элементов. Латунь имеет достаточно плотную структуру и обыкновенно используется для изготовления отливок со сложной поверхностью.
Бронза представляет собой сплав, в который входят олово, алюминий, марганец, или свинец. В свою очередь, бронзы подразделяются на безоловянные и более распространенные оловянные.
По готовности металла в печи производится заливка литейной формы. Это самая короткая операция в литейном деле, однако, она играет основную роль в процессе отливки, т.к. при заливке возможны разнообразные виды брака — пригар, спаи, недоливы, шлаковые раковины и т.д. Для выполнения этой операции используются ковши самой разнообразной формы [фото 5 >>]. В мастерской нашей Фирмы используются ручными ковшами — ложками.
Выбивка формы
 Следующая технологическая операция после отливки — выбивка. Она заключается в том, что после достаточного охлаждения отливки форму разрушают. Технология нашей выбивки проходит вручную с использованием клещей и молотка [фото 6 >>].
Следующая технологическая операция после отливки — выбивка. Она заключается в том, что после достаточного охлаждения отливки форму разрушают. Технология нашей выбивки проходит вручную с использованием клещей и молотка [фото 6 >>].
Обрубка
 После выбивки отливка имеет на своей поверхности прибыли, литники, выпоры (спец. термины), кроме того, могут образовываться заливы [фото 7 >>].
После выбивки отливка имеет на своей поверхности прибыли, литники, выпоры (спец. термины), кроме того, могут образовываться заливы [фото 7 >>].
Дальше происходит процесс удаления прибылей, литников, выпоров, заливов, который носит название обрубки.
Очистка
 По окончании обрубки отливки очищают от формовочной смеси, пригоревшей к их поверхности. Это делают вручную с использованием металлических щеток. Ажурные изделия очищают круглыми механическими проволочными щетками [фото 8 >>].
По окончании обрубки отливки очищают от формовочной смеси, пригоревшей к их поверхности. Это делают вручную с использованием металлических щеток. Ажурные изделия очищают круглыми механическими проволочными щетками [фото 8 >>].
Чеканка
 При необходимости более качественного изготовления изделия применяется чеканка. Поверхность модели уже имеет рисунок, однако каким бы четким он ни был, нельзя получить идеального качества рисунка на отливке (для этих целей используется метод литья по выплавляемым моделям). Поэтому и производится чеканка поверхности изделия. В ходе художественной обработки изделия эта операция может считаться наиболее сложной и трудоемкой [фото 9 >>].
При необходимости более качественного изготовления изделия применяется чеканка. Поверхность модели уже имеет рисунок, однако каким бы четким он ни был, нельзя получить идеального качества рисунка на отливке (для этих целей используется метод литья по выплавляемым моделям). Поэтому и производится чеканка поверхности изделия. В ходе художественной обработки изделия эта операция может считаться наиболее сложной и трудоемкой [фото 9 >>].
После окончательной доводки, изделие можно, по желанию Заказчика, покрыть золотом, серебром, никелем, патиной и т.д.
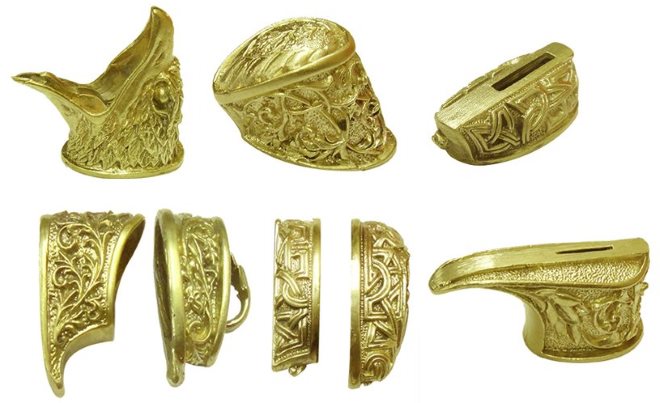
Сборка отливок
 На заключительном этапе происходит сборка отливок, т.е. соединение в одно целое частей изделия (если, соответственно, изделие составное). Отливки монтируются так, чтобы знак на одной части отливки и соответствующее ему гнездо полностью совпали [фото 10 >>].
На заключительном этапе происходит сборка отливок, т.е. соединение в одно целое частей изделия (если, соответственно, изделие составное). Отливки монтируются так, чтобы знак на одной части отливки и соответствующее ему гнездо полностью совпали [фото 10 >>].
Процесс художественного литья из бронзы и латуни завершен. Изделие готово к приему Заказчика и долгие годы будет радовать своим видом не одно поколение.
В заключении нам еще раз хотелось бы сказать о том, что эта статья не преследует рассмотрение глубоких технологических процессов и тонкостей художественного литья. Мы лишь в сжатой форме попытались описать тот процесс производства, который происходит в мастерских нашей Фирмы.
И если Вам стало понятно, что этот процесс достаточно сложный, трудоемкий и занимает определенный срок по времени, то со своей задачей мы справились. И если Вы решились заказать какое-то оригинальное изделие по Вашей идее или эскизу, учитывайте, пожалуйста, временной фактор его изготовления. И тогда мы выполним неповторимое и единственное Ваше художественное изделие из бронзы или латуни.
С уважением, директор ООО «НИМБЪ» А. В. Седушкин