Оборудование для производства пиломатериалов
Оборудование для производства пиломатериалов
Александр Тамби , д. т. н., проф. АГАТУ, Ассоциация «ЛЕСТЕХ»
Владимир Швец , управляющий офисом, руководитель продаж по России компании USNR
Полянская О. А. , к. э. н., доц., СПбГЛТУ
Увеличение количества лесопильных предприятий в России, одновременно со снижением спроса на пилопродукцию в Китае увеличивает конкуренцию на рынке пиломатериалов. Сохранение и повышение экономической эффективности производства требует внедрения инновационных технологий, обеспечивающих высокую производительность и повышающих спецификационный выход из постоянно растущего в цене пиловочного сырья.
В текущих экономических условиях для сохранения конкурентоспособности лесопильные предприятия должны обеспечивать производство не менее 100 тыс. м 3 пиломатериалов в год, распиливая бревна на автоматизированных линиях с объемным выходом готовой продукции на уровне 50–54%. Достижение этих показателей с каждым годом усложняется, поскольку в большинстве лесных регионов наблюдается истощение лесосырьевой базы, находящейся в транспортной доступности от промышленных предприятий, что ухудшает качество поступающего сырья.
Современное производство практически невозможно представить без систем оптимизации при подаче круглых лесоматериалов на первом проходе, совмещенных с 3D-сканерами, обеспечивающими возможность доворота сортиментов вокруг продольной оси. Это необходимо для снижения влияния эллиптичности, сбега и кривизны каждого конкретного бревна на выход готовой продукции. Большое количество крупных лесопильных предприятий применяют в качестве головных станков фрезерно-брусующее оборудование, а обрезку пиломатериалов, вырабатываемых на первом проходе, производят на высокоскоростных обрезных линиях, оснащенных сканирующими оптимизационными системами.
Традиционно, при проектировании лесопильных линий основное внимание уделяется головному оборудованию и обработке боковых пиломатериалов. При этом часто упускается из вида особенности раскроя двухкантного бруса на втором проходе и копируется такая же схема распиловки, при которой брус подается в фрезерно-брусующий станок и далее в размещенный за ним многопильный агрегат, а выпиливаемые необрезные доски, получаемые при раскрое бруса, подаются на линию обрезки.
Использование на разных стадиях раскроя круглых лесоматериалов одинаковых принципов по ряду причин не является оптимальным. Критерием оптимизации при определении угла доворота бревна на первом проходе является получение максимального объема обрезных пиломатериалов, выпиливаемых из брусовой части. Формирование пилопродукции из сбеговой зоны – второстепенная задача, поскольку пиломатериалы, вырабатываемые из брусовой части, обладают большей стоимостью. Линейные размеры и форму боковых досок на первом этапе раскроя бревен предсказать практически невозможно, а для изготовления из них обрезных пиломатериалов целесообразно применять отдельно устанавливаемые обрезные линии, оснащенные системами оптимизации.
Большая часть спецификационной продукции формируется на втором проходе при распиловке брусьев на пиломатериалы заданных толщин. Вследствие кривизны и неравномерного сбега, выпиливаемые брусья сохраняют неправильную форму, которая оказывает непосредственное влияние на выход пилопродукции. В полной мере учесть эти параметры при сортировке круглых лесоматериалов до подачи в лесопильный цех практически невозможно. Высокая вариативность размерных характеристик приводит к слишком большому росту затрат, которые необходимы для организации хранения пиловочника, рассортированного с чрезмерной дробностью.
Раскрой бруса без учета его формы приводит к образованию недопустимого обзола на самых дорогих центральных пиломатериалах, и их приходится переводить в низшие сорта или дорабатывать на обрезной линии с последующей торцовкой по длине. Снижение объемного выхода при этом может составлять до 4–6%.
Раскрой бруса без учета его формы приводит к образованию недопустимого обзола на самых дорогих центральных пиломатериалах, и их приходится переводить в низшие сорта или дорабатывать на обрезной линии с последующей торцовкой по длине. Снижение объемного выхода при этом может составлять до 4–6%.
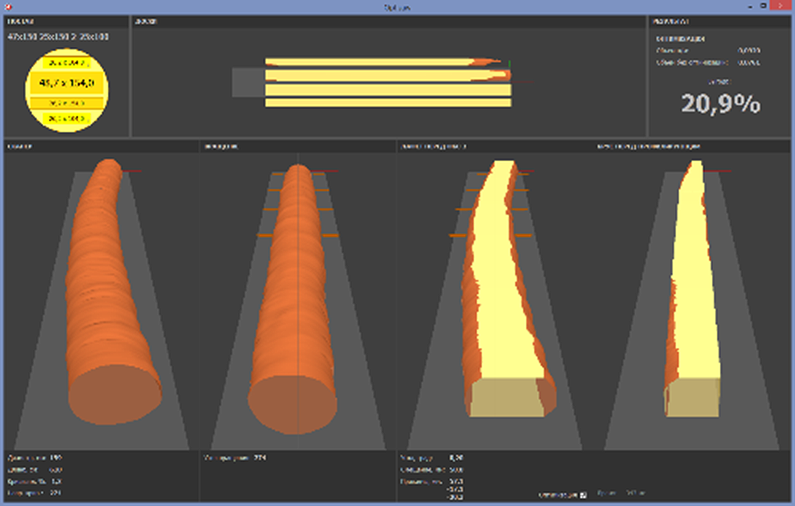
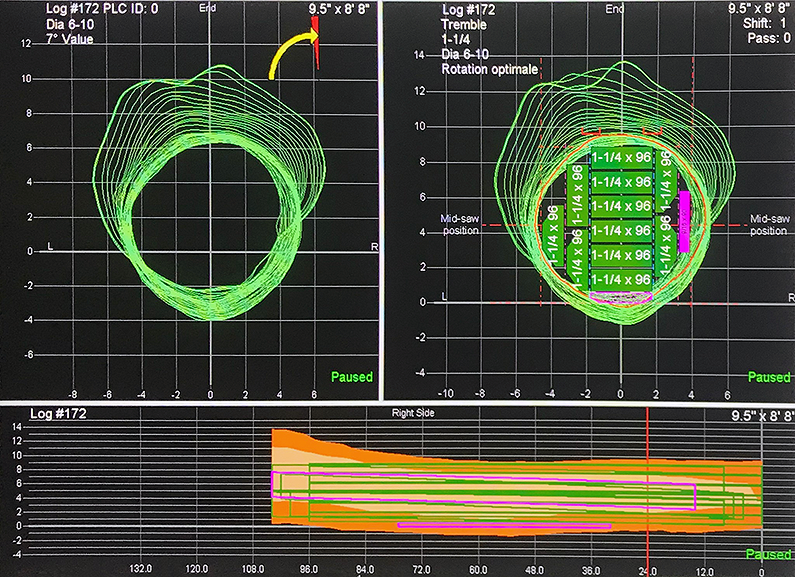
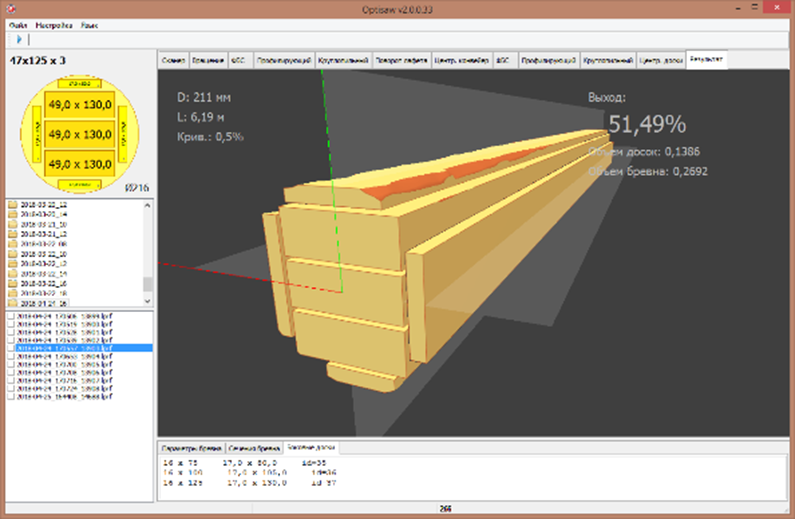
Примеры работы программ оптимизации
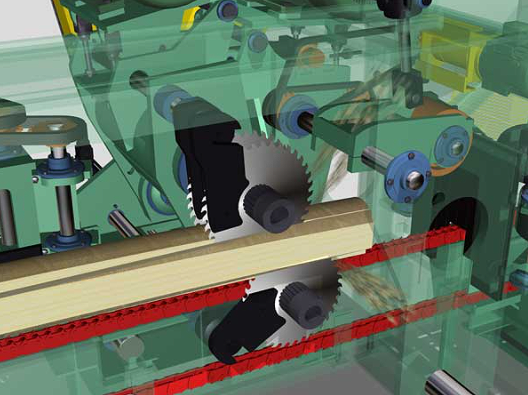
Для сохранения объемного выхода пиломатериалов рациональна установка на втором проходе оборудования, позволяющего осуществлять раскрой бруса с учетом его кривизны. Это может быть реализовано путем последовательного раскроя бруса на отдельно стоящем фрезерно-брусующем станке с последующей подачей сформированного четырехкантного бруса на двухвальный многопильный круглопильный станок с функцией криволинейного пиления. Оснащение станков второго ряда профилирующими фрезами позволяет одновременно с выпиловкой центральных пиломатериалов профилировать до четырех боковых досок.
При подобной компоновке станки могут работать с механизированной подачей бруса вдоль образующей, при использовании специализированных загрузочных устройств, либо под единым управлением оптимизационных программ, получающих информацию о кривизне сортиментов с применением методов 3D-сканирования. Автоматизированные системы позволяют рассчитывать траекторию подачи бруса загрузочными устройствами последовательно в фрезерно-брусующий и фрезерно-пильный профилирующий круглопильный станок с большей точностью. Обе схемы компоновки оборудования обеспечивает оптимальный раскрой каждого поступающего бруса с учетом его формы, что повышает объемный выход, а также формоустойчивость пиломатериалов и готовой продукции при распиловке криволинейных сортиментов.
Раскрой бревна на первом проходе
Современное оборудование ведущих европейских станкостроительных компаний обеспечивает возможность распиловки брусьев вдоль образующей, с минимальным радиусом криволинейного пиления 50 м. Для реализации функции раскроя вдоль образующей, распиловка бревен может осуществляться по заранее рассчитанной траектории, индивидуальной для каждого сортимента в оптимизационных программах, либо механическим способом, когда прижимные ролики загрузочного устройства осуществляют загрузку бруса в станок по усредненным параметрам кривизны сортимента. Для того чтобы рабочие органы и подающие устройства станков успевали вернуться в исходное положение, межторцовый разрыв между брусьями должен составлять не менее 1 м. При раскрое криволинейных брусьев с выполнением дополнительной оптимизации, когда из сбеговой зоны могут вырабатываться пиломатериалы разных толщин и ширин (что требует перемещения внутри станка режущих инструментов перед каждым сортиментом), межторцовый разрыв между брусьями необходимо увеличить до 2,5 м.
Следствием необходимости создания подобного разрыва является вынужденное снижение производительности, которое может быть компенсировано путем удлинения транспортеров линии для размещения на ней всего объема брусьев, выпиливаемых на станке первого ряда, с созданием необходимых разрывов, а также использование на втором проходе делительных станков со скоростью подачи в 1,5–1,7 раза превышающей скорость распиловки бревен на первом лесопильном участке.
Как показывает практика, различия в объемном выходе пилопродукции при одновременных распиловке бруса и профилировании боковых пиломатериалов на втором проходе и их обрезкой на оптимизационных линиях не превышают 0,5–1,5%. В отдельных случаях применение подобной технологии позволяет использовать схемы раскроя двухкантных брусьев с одновременным профилированием кромок боковых необрезных пиломатериалов, что позволяет исключить необходимость подачи боковых необрезных досок на линию обрезки. Снижение объемного выхода может быть нивелировано снижением затрат на обслуживание лесопильной линии и уменьшением численности штатных работников цеха, а также позволяет снизить начальные инвестиции в линию обрезки и сэкономить на дополнительной системе транспортеров для перемещения к ней необрезных досок от лесопильного оборудования второго ряда.

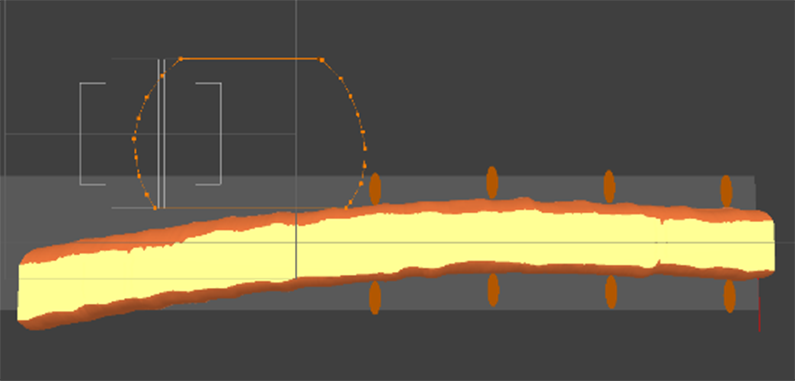
Двухкантный брус с кривизной
Условием реализации подобной схемы при криволинейном пилении является необходимость агрегатирования узла профилирования с многопильным станком второго ряда, поскольку использовать отдельно стоящее оборудование для профилирования кромок не получится. На больших скоростях подачи технически невозможно обеспечить точность формы боковых пиломатериалов при нескольких операциях базирования сортимента.

Схема распиловки криволинейного двухкантного бруса
Несмотря на то, что формируемые из сбеговой зоны пиломатериалы имеют значимую долю в объеме пилопродукции, основной товарной позицией являются толстые и широкие пиломатериалы, формируемые из центральной части пиловочного сырья и обладающие большей биостойкостью. В этой связи, при обосновании типа и модели лесопильного оборудования и планировании лесопильного цеха необходимо уделять максимальное внимание процессам выпиловки центральных пиломатериалов.

Результаты работы фрезерно-пильного профилирующего круглопильного станка второго ряда
Непосредственное требование к станкам первого ряда – возможность обеспечения прямолинейного раскроя бревен определенных диаметров с заданной скоростью и точностью при использовании необходимого количества режущего инструмента в зависимости от товарной спецификации. Повышенное внимание следует уделять предварительному этапу оценки формы сортимента, программному обеспечению для расчета схемы раскроя сортимента на всех последующих этапах производственного процесса и системе разворота бревна вокруг своей оси в задаваемое системой оптимизации положение, что снижает влияние кривизны и эллиптичности на выход продукции. Размеры боковых пиломатериалов при расчете являются вторичными. Основной задачей данного этапа является выпиловка бруса максимального размера и создание базовых поверхностей для его последующей обработки. Обрезку и торцовку боковых досок, вырабатываемых на первом проходе, рационально выполнять на отдельных линиях, где возможно выполнить их индивидуальную обработку.
На втором проходе, где распиливается двухкантный брус, имеющий базовые поверхности, исходная кривизна сортимента может быть дополнительно нивелирована за счет внедрения технологий криволинейного пиления. Распиловка вдоль образующей приводит к повышенным нагрузкам на режущий инструмент и для повышения его стойкости между заточками и общего срока эксплуатации рекомендуется использовать ленточнопильное оборудование, либо распиливать сортименты круглыми пилами по двухвальной технологии. При использовании пил малых диаметров, характеризующихся высокой жесткостью, точность пиления находится на высоком уровне.
Выработка из криволинейного бруса необрезных пиломатериалов не всегда является рациональной. Пиломатериалы сохраняют исходную форму до окончания процесса гидротермической обработки и их кривизна снижает эффективность работы стандартных обрезных станков, поскольку требует нестандартного исполнения транспортеров, а также специального технического исполнения участков измерения их линейных размеров перед обрезкой. Высокая стоимость подобного оборудования в совокупности с возможностью использования на станках второго ряда профилирующих модулей все чаще приводит к тому, что лесопильные предприятия отказываются от использования обрезных линий для доработки боковых пиломатериалов, получаемых на этом этапе.
Оборудование для производства пиломатериалов
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПИЛОМАТЕРИАЛОВ
В понятие пиломатериалов входит древесный продукт, в результате продольного или поперечного деления полученных частей. Производство пиломатериалов осуществляется на лесопильных предприятиях.

СЫРЬЕ ДЛЯ ПИЛОМАТЕРИАЛОВ — ПИЛОВОЧНИК
Сырьем для производства пиломатериалов является пиловочник. Под пиловочником понимают бревна, заготовленные в процессе лесозаготовки. Такие бревна должны иметь следующие параметры: диаметр бревна от 14 см до 45 см. Бревна хвойных пород древесины должны иметь длину от 3-х до 6,5 метров. Лиственные породы древесины могут иметь длину от 1 метра до 6-ти метров. Бревна, из которых получают пиловочник, выпиливают из древесного ствола.

ВИДЫ ПИЛОМАТЕРИАЛОВ
Пиломатериалами называется распиленная древесина установленных размеров. Пиломатериалы имеют как минимум две плоско-параллельные пласти. По сортиментам пиломатериалы подразделяются на:
- брус,
- брусок,
- обрезная доска,
- шпалы,
- обапал,
- горбыль.
Такие пиломатериалы, как брус, брусок и обрезная доска применяются в домостроении, в мебельной индустрии, а также для производства тары. Брус представляет собой пиломатериал, толщина и ширина которого более 100 мм. Изготавливается из бревна. Брусок – это пиломатериал, у которого толщина не более 100 мм, а ширина не более 200 мм. Для изготовления бруска используют обрезную доску. Обрезная доска – это пиломатериал, толщина которого не превышает 100 мм, ширина не более 200 мм. Изготавливаются обрезные доски из бруса или бревен.
Шпалы – это опора для рельсов в виде брусьев. Обопал имеет внутреннюю пропиленную пласть, а наружную – частично пропиленную пласть. Горбыль — это боковая часть бревна. У горбыля одна часть является пропиленной.
КЛАССИФИКАЦИЯ ПИЛОМАТЕРИАЛОВ
Пиломатериалы, распиленные по отношению к бревну делятся на пиломатериалы радиальной распиловки и на пиломатериалы тангенциальной распиловки. Радиальная распиловка круглой древесины или брусьев предполагает направление пропилов, близких к радиусу слоев древесины. Тангенциально-ориентированная распиловка бревен имеет направление пропилов по касательной к слоям древесины.
По отношению к обработки кромки пилением пиломатериалы подразделяются на обрезные и необрезные пиломатериалы. Обрезные пиломатериалы имеют кромки, опиленные перпендикулярно пластям. Необрезные пиломатериалы имеют неопиленные или частично опиленные кромки. В данную классификацию следует отнести строганный и калиброванный пиломатериал. Это пиломатериал, кромки которого обработаны не пилением, а строганием. Под калиброванным пиломатериалом следует понимать распиленную древесину, которая была высушена и обработана до заданного размера.
Пиломатериалы на лесопильных предприятиях сортируют либо машинным способом, либо путем внешнего осмотра. При машинном осмотре пиломатериалы сортируют по упругости материала, пределом прочности при изгибе, сжатии. Визуальный осмотр пиломатериалов основан на размерах и количестве пороках древесины.
Обработка торцов пиломатериалов предполагает два вида – обрезанные пиломатериалы в размер по длине и необрезанные в размер по длине. По типу распиловки пиломатериалы подразделяются на пиломатериалы, изготовленные путем радиальной распиловки, тангенциальной распиловки и смешанный тип – рустикал.
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПИЛОМАТЕРИАЛОВ
Пиломатериалы производят на лесопильных предприятиях. Для этого используются специальные станки и оборудование. Прежде всего – это ленточнопильные, круглопильные и лесопильные рамы.

Наиболее широкое распространение в лесопилении нашли круглопильные станки. Эти станки в основном применяют для распиловки тонкомерного сырья. У круглопильного станка есть преимущество, которое заключается в простоте конструкции, невысокой стоимости, сравнительно малой энергоемкости и высокой производительности. Круглопильный станок ранее назывался – циркулярная пила. Режущим инструментом круглопильных станков является круглая пила.

Ленточный станок предназначен для резки дерева с помощью ленточной пилы. Ленточная пила – это пила в виде замкнутой ленты, которая натянута на шкив. Такая пила непрерывно обращается вокруг шкива. Ленточные станки бывают нескольких типов. Например, маятниковый станок работает по принципу качения маятника.

Лесопильная рама – это станок для продольной распилки пиловочника на пиломатериалы. Горизонтальная лесопильная пилорама применяется для распиловки кряжей твердых ценных пород, таких, как дуб, бук, орех. Распиловка осуществляется одной пилой. В вертикальной лесопильной раме пилы натянуты в вертикальных плоскостях, совершая движение в вертикальном направлении. При этом в раму установлено несколько пил для групповой распиловке кругляка. Лесопильная рама состоит из станины, механизмов резания, подачи и изменения уклона пильной рамки. Также в лесопильной раме присутствует механизм управления и блокировки.
Лесопильные рамы бывают стационарные и передвижные. По высоте лесопильные рамы могут быть двухэтажными, полутора-этажными и одноэтажными. Наибольшее применение в лесопильной деревообработке сегодня нашли вертикальные двухэтажные одношатунные лесопильные рамы с непрерывной подачей сырья. Это такие лесопильные рамы, как 2Р75-1, 2Р75-2 2Р63-1, 2Р63-2, 2Р100-1 и 2Р100-2.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПИЛОМАТЕРИАЛОВ
Круглый лес, спиленный в процессе сплошной валки на лесозаготовительных участках должен быть освобожден от сучьев. Затем хлыстовая древесина поступает на верхний лесной склад, проходит сортировку и отправляется на нижний склад с помощью трелевочного трактора или форвардера. Лесопильное производство находится обычно на нижнем складе лесозаготовительного участка.
Иногда после обрезки сучьев и формирования сортиментов круглый лес отгружается к месту дальнейшей распиловки посредством сплава по реке или же путем перевозки по железной дороге.
Лес, который поступает в лесопильное производство, имеет естественную влажность и потому не пригоден для столярных работ. По этой причине лесопилением кругляк обрабатывается до состояния бревна или шпал, брусьев и доски. Для столярной обработки кругляк подвергается сушке в сушильной камере или же естественным образом.

В процессе распиловки бревна используется два вида подачи – непрерывная и толчковая. Лесопилки распиливает бревна на соответствующие куски дерева. Затем происходит продольная распиловка бревен с помощью лесопильных рам, круглопильных станков или же ленточных лесопильных рам. В настоящее время широко распространен скоростной способ распиловки бревен посредством дисковых пил.
Производство пиломатериалов: этапы, технологии, оборудование
Производство пиломатериалов – сложный многоступенчатый процесс, зависящий от целого ряда факторов. На то, насколько качественным будет готовое изделие, оказывают влияние маршрут обработки, примененное оборудование, условия хранения сырья.

Этапы и технологии
Последовательность операций технологического процесса:
- заготовка леса;
- первичная сушка;
- распиловка;
- окончательная сушка;
- финишная обработка.
Естественный уровень влажности сырья – 35-80%. Перед транспортировкой и роспуском бревна его сушат естественным путем до 22%. После раскроя дерево поступает на камерную сушку.
На финишном этапе материал подвергают окончательному торцеванию, профилированию, маркировке, сортируют по группам качества, упаковывают в тару.
Оборудование
Для разделки древесины используют различное механическое оборудование. Выделяют четыре основных группы техники:
Лесопильные рамы
Получили наибольшее распространение за счет простого обслуживания, кроме того – демонстрируют самую высокую производительность среди конкурентов. Бревно подается навстречу параллельным лезвиям, формируя сразу комплект из нескольких сечений. Выход годного – в пределах 50-55%.
Ленточнопильные станки
Распиловка происходит при горизонтальном движении режущего полотна. Головка перемещается параллельно оси бревна. Здесь характерен высокий процент выхода годного (75%), но широкое применение ленточных пил усложняется быстрым износом полотна, а также возможностью обрыва по сварному шву.
Круглопильные станки
В качестве инструмента используют циркулярную пилу. Это может быть один диск, пара или комплект, настроенный для порезки нескольких досок одновременно. Такой инструмент гарантирует точный стабильный рез, но его нужно регулярно затачивать и балансировать. Станок чаще применяют для быстрого развала бревен на крупные сегменты.
Угловые пильные станки
Роспуск выполняют в два этапа: сначала циркулярная пила делает горизонтальный рез, затем – вертикальный. Производительность низкая за счет постоянного поворота головки на 90˚. Для станка характерна высокая точность и выход годного вплоть до 75%, поэтому их назначают для брускового раскроя.
Другое режущее оборудование
Для финишных механических операций применяют торцовочные, кромкообрезные, профилирующие станки, машины для переработки тонкомера. С их помощью формируют присоединительные поверхности, а также лицевую сторону.
Факторы, влияющие на качество
При оценке пиломатериалов учитывают:
- точность размеров;
- соответствие заданному профилю;
- шероховатость поверхностей;
- наличие дефектов.
Если первые три пункта зависят от механической обработки, то на общее состояние дерева напрямую оказывают влияние факторы, связанные с условиями хранения сырья.
Климатические факторы
Сюда относят осадки, ультрафиолетовое излучение, колебания температуры, интенсивность ветра. Холод и влага заставляют дерево гнить, а прямые солнечные лучи в сочетании с сильным ветром приводят к пересушиванию и образованию трещин.
Биологические факторы
На древесине часто развиваются бактерии, грибы, водоросли, плесень. Возможно также поражение сырья жуками-точильщиками, которые режут внутри лабиринт из туннелей.
Заключение
Маршрут изготовления пиломатериалов включает лесозаготовку, сушку, порезку и механическую обработку. Назначение производительного и точного оборудования, а также строгое следование нормам хранения сырья – обязательные атрибуты эффективного производства.
Компания «Морозоволес» реализует пиломатериалы высокого качества от производителя в Иваново.
Лесопильное оборудование
Лесопильное оборудование – это широкий спектр станков разной степени автоматизации, предназначенных для выполнения первичной обработки леса-кругляка и распиловки бревен. Бревна разбирают на пиломатериал разного типа, используя для этого пилорамы. Эти станки дают возможность распилить бревна на брус либо обрезные или необрезные доски.
Станки для лесопилки от производителей из Европы
У нас вы найдете современные лесопильные станки для всех этапов производства. Мы отбираем модели с учетом потребностей российского рынка, которые успели изучить за годы деятельности компании. Все оборудование для лесопиления, которое поставляет наша компания, отличается высоким качеством, надежностью и долговечностью. А благодаря высокой производительности затраты на оснастку предприятия окупятся в короткие сроки.
Каталог поставляемого оборудования
Для распила и раскроя МДФ, ДСП и других материалов
Для распила и раскроя МДФ, ДСП и прочих материалов
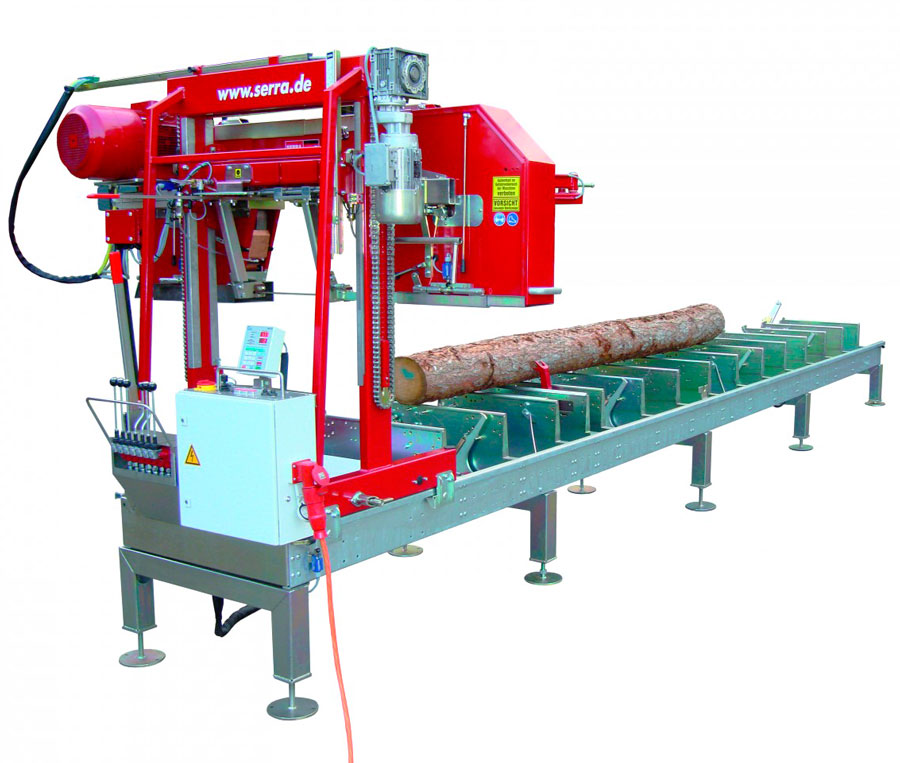
Станок для распила бревен на доски
Дисковая рубительная машина
Оборудование для распила древесины
Рубительная машина для любых древесных отходов
Для промышленного производства щепы
Оборудование для распила древесины
Рубительная машина для любых древесных отходов
Барабанная рубительная машина
Оборудование для распила древесины
Для распила и раскроя МДФ, ДСП и других материалов
Для промышленного производства щепы
Для раскроя МДФ, ДСП и прочих материалов
Рубительная машина для переработки дерева
Дисковая рубительная машина
Рубительная машина барабанного типа
Станок для распила бревен на доски
Для распила и раскроя МДФ, ДСП и других материалов
Для распила и раскроя МДФ, ДСП и других материалов
- Страницы:
- 1
- 2
- Следующая →
Почему так выгодно купить лесопильное оборудование
Приобретение деревообрабатывающим предприятием современных станков дает массу преимуществ и расширяет перспективы бизнеса, повышая его эффективность и доходность. Оснащать предприятие высокопроизводительными станками выгодно, потому что они:,
- позволяют выпускать пиломатериалы, легко выдерживающие конкуренцию как на отечественном рынке, так и при экспортировании продукции за рубеж;
- обеспечивают высокую производительность труда и позволяют своевременно выполнять заказы любой сложности и объема;
- минимизируют количество бракованных изделий;
- дают возможность повысить качество выпускаемого пиломатериала и привести его в соответствие с западными стандартами;
- минимизируют участие человека в технологической цепочке.
Выбор оборудования для лесопилки
Выбор лесопильного оборудования должен определяться видом сырья, которое предстоит обрабатывать, и конечным продуктом, планируем к выпуску. Основные критерии, учитываемые при покупке:
- требуемая производительность лесопилки — при ее расчете учитывается степень автоматизации линии и скорость деревообработки;
- выделенный бюджет — он определяет ценовой диапазон покупаемого оборудования;
- сырьевая база — важно знать такие параметры, как вид и диаметр пиловочника, который будет обрабатываться, чем больше габариты обрабатываемых бревен, тем дороже стоит оборудование для их обработки;
- планируемый ассортимент продукции — даст возможность определиться со спецификой требуемого оборудования;
- вид режущих инструментов— цена пил, планируемая частота замены, степень сложности текущего технического обслуживания и т.д.;
- дополнительные полезные функции приобретаемых станков – например, возможность использовать их для перемещения пиломатериалов в пределах цеха, если предусмотрена функция транспортера —это позволит оптимизировать логистику;
- параметры производственного помещения — площадь, высота и т.д. – это нужно, чтобы оценить доступное для монтажа приобретаемого оборудования пространство, возможность обустройства для него фундамента и обеспечения оптимальных условий эксплуатации.
Пилорама — основное оборудование для лесопильного цеха
Приоритетное оборудование любой лесопилки — это пилорама. Они бывают ленточными и дисковыми. У каждого типа пилорам есть свои преимущества – дисковые эффективные и многофункциональные, но их обслуживание обходится дорого, что сказывается на себестоимости продукции. Портативные ленточные пилорамы стоят недорого и могут работать от разного типа двигателей – как на бензине, так и от электричества. Выбирать оборудование нужно, исходя из конкретных задач, целесообразности и выделенного на эти цели бюджета.
Кромкообрезные и многопильные станки для лесопилки
Возможности лесопилки расширяет наличие такого оборудования, как кромкообрезные и многопильные станки. Назначение первых ясно уже из названия – они обрезают кромку пиломатериала и снижают процент отходов сырья, позволяя использовать для деревообработки даже горбыль. Тем самым уменьшается себестоимость конечной продукции, а, значит, повышается доходность предприятия.
Многопильные станки используют для получения обрезных досок и четырехкантного бруса. Выбирая такиое оборудование, учитывают число пил, мощность, скорость, высоту пропил.
Лесопильные станки
Ленточная пилорама
Предназначена для распиловки бревен. Подходит для изготовления пиломатериалов:
Многопильный станок
Предназначен для раскроя древесины, подходит для распиловки широких заготовок из массива:

Кромкообрезной станок
Предназначен для обрезки кромок и продольного раскроя дерева, подходит для изготовления пиломатериала:

Рубительная машина
Рубильная машина для производства вторичного сырья и утилизации отходов деревообрабатывающей промышленности.
Лесопильное оборудование

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное
- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное
- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное

- Подробнее
- В избранное
Для первичной обработки древесины на деревообрабатывающих предприятиях применяется лесопильное оборудование. Оно позволяет обрабатывать круглый лес, проводить распиловку бревен на необрезную и обрезную доску, изготавливать брус. Широко применяются с этой целью пилорамы, ленточные и дисковые станки. Современное оборудование обеспечивает высокое качество готовой продукции, отличается высокой производительностью.
Сайт Secondtool.ru – торговая площадка, на которой вы можете выбрать необходимое лесопильное оборудование бу, быстро связаться с продавцом. На сайте предусмотрена возможность онлайн-заказа выбранного станка.
Оценка промышленного оборудования по всей России и странам СНГ