Оборудование для производства брусчатки методом вибропрессования
Технология изготовления тротуарной плитки методом вибропрессования
Основные свойства вибропрессованной тротуарной плитки
Вибропрессованная брусчатка – прекрасный материал для мощения тротуаров, улиц, площадей, пешеходных дорожек, автостоянок и др., так как обладает рядом достоинств, а именно:
Технология производства тротуарной плитки методом вибропрессования позволяет получить изделия, устойчивые к высокой влажности и колебаниям температур.
Такая плитка выдерживает значительные механические, а также локальные нагрузки. Поэтому ее используют не только для мощения пешеходных зон, но и для площадей с интенсивным движением транспорта.
Благодаря точности геометрических размеров и форм, вибропрессованная брусчатка легко укладывается, имеет ровные стыки.
Шершавая структура плитки более безопасна для передвижения.
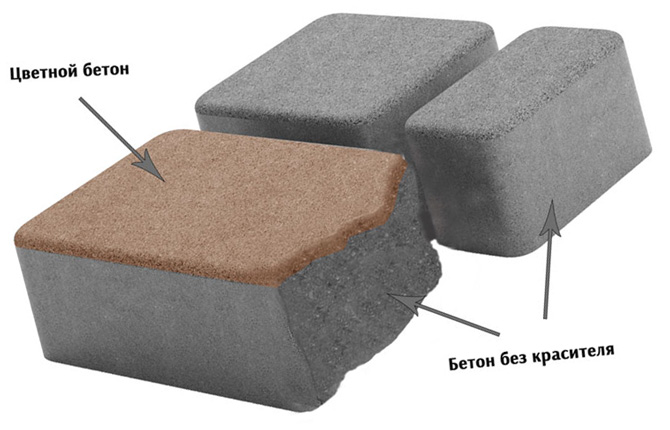
Возможно производить как однослойную, так и двухслойную тротуарную плитку. Изготовление двухслойной брусчатки вибропрессованием позволяет снизить себестоимость изделия за счет введения красящего пигмента только в верхний облицовочный слой бетона.

Устойчивость к истиранию, сохранение насыщенности цвета на протяжении многих лет эксплуатации.
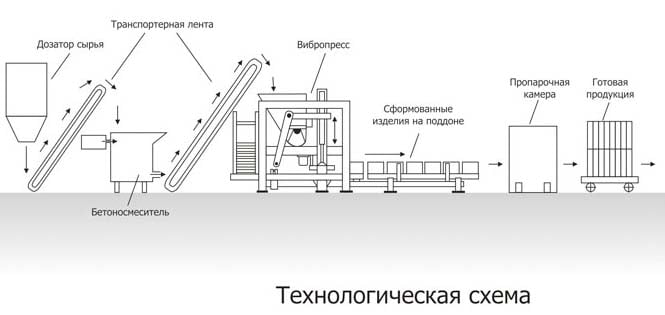
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).

Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании — вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
5 лучших марок вибропрессов для изготовления тротуарной плитки
Преимущества изготовления плитки с помощью оборудования для вибрационного прессования хорошо известны: получаемые изделия в сравнении с литыми выигрывают в точности геометрических размеров, прочности и стойкости к внешним воздействиям, при условии установки дополнительных модулей эти станки эффективны при необходимости выпуска двухслойных элементов. Прессовочный узел в таких линиях практически всегда стационарный и обходится не менее 300000 рублей, но без него их запуск невозможен. С целью оптимизации затрат приобретают базовую комплектацию или б/у, при расчете окупаемости важно знать все особенности конкретной модели.
Рабочий цикл при методе полусухого вибропрессования в целом очень простой: готовый бетонный раствор с минимальным соотношением воды к цементу подается в накопительный бункер станка, перенаправляется через дозатор в матрицу, предварительно встряхивается, придавливается пуансоном и уплотняется за счет высокочастотных вибрационных воздействий. Формы при этом находятся на металлическом поддоне, забираемом вручную или с помощью специальных механизмов (штабелеров и их аналогов). После этого на зону формовки ставится пустая подставка и весь цикл повторяется.
Данная технология ценится за высокую степень автоматизации, производительность и возможность выпуска качественных и разнообразных изделий, включая двухслойные, даже при использовании б/у оборудования на выходе получается прочная и морозостойкая плитка со сроком службы до 25 лет. Экономия достигается как за счет выпуска большого объема продукции при минимальных трудозатратах, так и благодаря сокращению себестоимости раствора. В отличие от изделий, получаемых по методу вибролитья, в состав не добавляются или вводятся в незначительном количестве дорогостоящие пластификаторы, снижается общая доля цемента за счет минимальной доли воды.
Теоретически для данных целей можно задействовать самодельный пресс-станок, чертежи находятся в свободном доступе, но изготовить сложный агрегат с гидроприводом, устойчивостью к вибрациям и нагрузкам и учесть все инерционные и размерные характеристики могут единицы. К отдельным требованиям относят контроль частоты воздействий, помимо высокого значения они должны быть регулируемыми или как минимум независящими от колебаний и скачков электросети. Подобрать их нужную амплитуду могут только специалисты.
Из-за этих и аналогичных причин самодельный вибропресс редко используется на практике, исключение представляют лишь механизмы, придавливающие бетон вручную непосредственно в форме на вибростоле. При запуске пробных линий рекомендуется покупать б/у станки или с малой производительность (как более экономичные), качество плитки при их использовании отличаться не будет.
Требования к оборудованию
К основным характеристикам этой строительной техники относят:
- Размеры (площадь) рабочей зоны формовки, напрямую влияющие на производительность пресса, и ее высота. Последний показатель определяет пределы допустимых габаритов и ограничивает или расширяет их возможный ассортимент.
- Установленную мощность, потребляемую при запуске электропривода вибростола или гидравлической станции, управляющей подъемным механизмом пресса.
- Объем приемного бункера.
- Длину рабочего цикла прессования и условия подачи поддонов.
- Габариты и вес оборудования, величину площади помещения установки, необходимую для непрерывной работы.
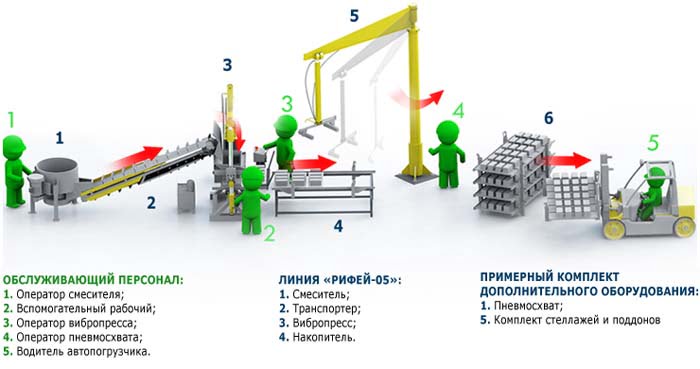
Потребность в другой стройтехнике зависит от ожидаемых объемов выпуска, для запуска полноценной линии помимо пресса закупаются станции дозирования сухих компонентов и бункеры для их хранения, бетоносмесители или РБУ, стеллажи или камера пропарки для сушки, транспортеры, захваты, дополнительные поддоны и пуансон-матрицы.
Несмотря на высокую стоимость каждого узла технология признана окупаемой.
Обзор востребованных моделей станков
Вибропрессы для изготовления тротуарной плитки предлагают купить многие российские заводы, хорошие рекомендации и показатели имеют линии Рифей и Кондор от Стройтехника, Златич, Урал, Мастек и их аналогии. Основные производственные мощности этого строительного оборудования находятся в г.Златоуст Челябинской области, но их филиалы и представительства расположены по всех крупных городах РФ, проблем с доставкой, заменой деталей, переоснащением или дополнительными закупками поддонов и формовочной оснастки не возникает. Среди зарубежной техники приемлемые отзывы имеют виброузлы для полусухого прессования от PROMETEY GROUP (РБ, г.Солигорск) и линия QT (Китай).
1. Рифей-Удар, Стройтехника.
Для производства перегородочного и стенового камня, плитки с разной конфигурацией, элементов благоустройства и декоративных архитектурных форм. Стандартная комплектация включает сам пресс, насосную установку, систему подачи поддонов, панель и пульт управления. Механическая часть этого устройства подключена к гидравлическому приводу, рабочая зона стола – к трехфазной электросети, мощность потребления составляет 16,5 кВт. Зона формы ограничена 800×400 мм, при массе в 2830 кг габариты станка равняются 6670×1245×2600 мм.
При условии непрерывного вибропрессования Рифей-Удар позволяет выпускать до 2720 стеновых блоков, 224 м2 брусчатки и до 575 шт бордюров. Высота при этом варьируется в диапазоне 50-230 мм. Для обслуживания достаточно сил 1 человека, за счет наличия инерционного пригруза пуансона пресс работает с любыми наполнителями, в случае плитки рекомендуемый диапазон для крупных зерен – 5-15 мм при дозе до 60%, мелкого – 2 мм. Пуансоны приобретаются отдельно, в стандартный комплект входит 1 вариант на выбор. Цикл формовки занимает 35-40 с, максимальное время замены матриц – 40 мин.
Вибропресс с увеличенной зоной формовки и горизонтальной подачей поддонов, при необходимости дооснащаемый модулем для двухслойных изделий или системой автоматизации. Урал-М7 используется в практически во всех строительных областях, форма и размеры продукции зависят от вида пресс-форм, производительность установки за 1 час составляет до 100 п.м. поребриков и декоративных бордюрных элементов, 54 м2 брусчатки и 700 шт стеновых блоков с разной долей пустотности. Габариты варьируются в пределах высоты формовочной зоны – от 50 до 300 мм.
Минимальная мощность Урал-М7 – 13,5 мм, емкость основного приемного бункера – 1200 м3. При подключении к растворно-бетонному узлу для обслуживания линии задействуются силы 3-4 человек, место его расположения (над прессом или рядом) выбирается исходя из потребностей заказчика. Принятый по умолчанию горизонтальный вариант приема поддоном также может быть изменен на вертикальный.

Стационарный вибропресс с высокой производительностью, используемый для выпуска строительных материалов на основе песков, отсевов, керамзита, шлаков, щебня и аналогичных наполнителей и цемента в качестве вяжущего. Характеризуется уникальной точностью матриц, простотой управления и экономичностью. При установочной мощности в 2 кВт и двигателя гидростанции в 4 выдает до 600 шт плитки в час или 150 стеновых камней. Высота варьируется в пределах 50-215 мм, для брусчатки это значение не превышает 70.
Габаритные размеры вибропрессовального мини-станка при базовой комплектации составляют 1350 мм по длине, 1400 по ширине и 2050 по высоте, вес достигает 915 кг. Цикл формовки занимает 25-30 с, для обслуживания линии задействуются силы 2-3 человек. Площадь зоны вибропрессования – 420×600 мм. Рекомендуемый размер крупного заполнителя для данного оборудования варьируется в пределах 5-10 мм, в любом случае он не должен превышать 1/3 от величины минимальных линейных габаритов. При соблюдении этого условия получаемая на станке продукция характеризуется высокой прочностью и морозостойкостью и низким водопоглощением.

 Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Объемное прессование осуществляется на формовочной зоне размером 500×260 мм с возможностью изменения высоты брусчатки в пределах 50-100 мм. Весь рабочий цикл занимает 15-20 с, получаемые элементы остаются на металлическом поддоне до окончательного набора прочности. Для запуска непрерывного вибропрессования потребуется помещение площадью от 130 м2 и высотой в 6 м, объем приемочного бункера составляет 0,28 м3. Модель не предназначена для выпуска стенового камня в виде крупных блоков, но с ее помощью возможно изготовление качественного кирпича для обустройства тротуаров и площадок.
Компактный китайский станок для производства кирпича и тротуарной плитки методом вибропрессования с надежными и проверенными характеристиками. Рекомендуют приобрести при необходимости запуска полноценной полуавтоматической линии для строительных материалов и элементов благоустройства, они характеризуются высокой геометрической точностью и разнообразием форм.

К конструкционным преимуществам относят надежную работу гидравлической станции за счет отвода тепла и фильтра возврата масла и наличие эффективной системы управления процессами прессования. Устройство обеспечивает вибрационную частоту до 3000 об/мин, при цикле формовки в 15-20 с на выходе получаются прочные и максимально гладкие изделия.
Оборудование для производства тротуарной плитки
«Монолит» уже почти 30 лет работает в сфере производства оборудования для строительной отрасли. За время работы предприятия продукция Предприятия Монолит завоевала популярность и доверие не только в России, но и далеко за ее пределами. Одна из самых успешных разработок – это вибропрессы – агрегаты, предназначенные для выпуска стройматериалов, в том числе, и для производства тротуарной плитки. Компания разработала и внедрила более 400 наименований формообразующей оснастки.

Оборудование для производства плитки тротуарной, брусчатки от производителя Предприятие Монолит

Вибропрессы и линии
Атлант
| Цена | от 2 050 000 руб |
| Производительность по тротуарной плитке |
54 кв.м/час |
| Потребляемая мощность |
от 13,5 кВт |
| Масса вибропресса | от 2,7 т |

Вибропрессы и линии
Лидер
| Цена | от 1 837 000 руб |
| Производительность по тротуарной плитке |
36 кв.м/час |
| Потребляемая мощность |
от 13,5 кВт |
| Масса вибропресса | от 2,2 т |

Линия Лидер
с 2х-слой.модулем
| Цена | от 1 996 000 руб |
| Производительность по тротуарной плитке |
36 кв.м/час |
| Потребляемая мощность |
от 13,5 кВт |
| Масса вибропресса | от 2,5 т |
 Малогабаритный вибропресс Метеор
Малогабаритный вибропресс Метеор
| Цена | от 355 000 руб |
| Производительность по тротуарной плитке |
6 кв.м/час |
| Потребляемая мощность |
от 7,3 кВт |
| Масса вибропресса | от 1,5 т |
 Малогабаритный вибропресс Мини
Малогабаритный вибропресс Мини
| Цена | от 246 000 руб |
| Производительность по тротуарной плитке |
4 кв.м/час |
| Потребляемая мощность |
от 5 кВт |
| Масса вибропресса | от 0,5 т |
При приобретении оборудования для производства тротуарной плитки от компании «Монолит», вы получаете полный пакет услуг: гарантийное обслуживание в течение года, пусконаладочные работы, тестовый пуск и изготовление пробной партии изделий, обучение персонала, консультации в подборе смесей и многое другое. И это помимо того, что на выходе вы будете получать высококлассный продукт отменного качества.
Производство тротуарной плитки от Предприятия Монолит
Оборудование предприятия предназначено для производства тротуарной плитки методом вибропрессования. Суть данной технологии сводится к следующим операциям:
- опока матрицы заполняется бетонной смесью;
- под действием вибрации, создаваемой мощным вибростолом (а в некоторых случаях также дополнительными вибраторами на пуансоне), смесь в матрице уплотняется, при этом для точного соблюдения геометрических размеров изделия служит пуансон, обеспечивающий статический или динамический пригруз во время процесса вибропрессования;
- по завершению процесса вибропрессования, матрица и пуансон поднимаются, а на поддоне остается готовое изделие.
Весь цикл формовки занимает не более 30 секунд.
Благодаря своим свойствам плитка, полученная методом вибропрессования, превосходно подходит для обустройства тротуаров, парковых аллей, садовых дорожек и придомовых территорий. При этом выпускаемая продукция соответствует установленным стандартам качества и отличается:
- прочностью;
- морозостойкостью;
- водостойкостью;
- устойчивостью к истиранию;
- разнообразием цветовых решений.
Оригинальная технология, используемая при производстве, позволяет экономить дорогостоящий краситель и окрашивать не всю толщину плитки – 70 мм, а лишь верхний слой в 10 мм. При применении данного метода суммарная экономия составляет до 1,5 млн. руб. в год.
Более подробно об изготовлении читайте в разделе Процесс производства тротуарной плитки
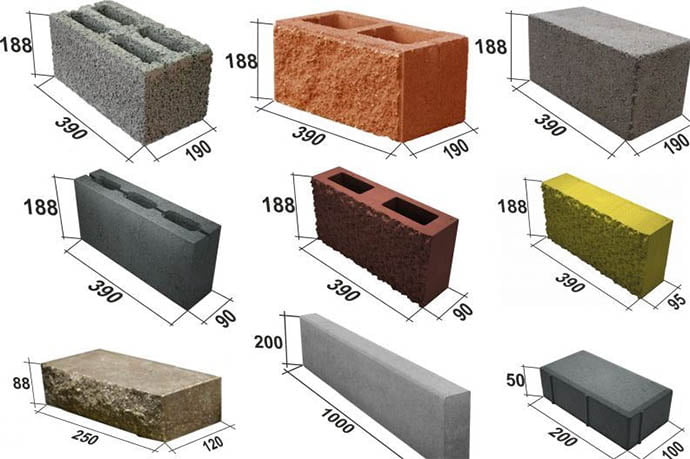
Разнообразие плитки, изготавливаемой на оборудовании
 |
Тротуарная плитка — Квадрат разборный |  |
Тротуарная плитка — Квадрат 300х300 мм |
 |
Тротуарная плитка — Лепесток |  |
Тротуарная плитка — Бабочка |
 |
Тротуарная плитка — Ракетка |  |
Тротуарная плитка — Призма |
 |
Тротуарная плитка — Кирпич |  |
Тротуарная плитка — Кирпич |
 |
Тротуарная плитка — Чешуя |  |
Тротуарная плитка — Шестигранник |
 |
Тротуарная плитка — Ромб |  |
Тротуарная плитка — Катушка |
 |
Тротуарная плитка — Катушка обратная |
Сегодня в российских городах тротуары, площади, скверы и другие пешеходные зоны все чаще выкладывают плиткой. Это не только красиво, но удобно, надежно и выгодно. Чтобы обеспечить все возрастающие потребности в этом материале, выпускается разнообразное оборудование для его производства: от скромных станков «эконом-класса» до высокотехнологичных комплексов.
Для изготовления тротуарной плитки обычно применяются следующие виды оборудования:
- вибростол формовочный (для заливки форм);
- вибростол распалубочный (для выбивки изделий из форм без образования сколов);
- виброконвейер (для уплотнения бетонной смеси, а также для транспортировки форм).
Недорогое оборудование имеет одно преимущество – невысокую стоимость и целый список недостатков: ограниченные технологические возможности, производство продукции малыми партиями, высокое энергопотребление, большую долю ручного труда и невысокое качество изделий.
Современное профессиональное полнофункциональное оборудование(к которому и относится модельный ряд оборудования), для производства тротуарной плитки, позволит наладить выпуск продукции в больших объемах в соответствии с существующими нормами качества. К достоинствам технологичных комплексов можно отнести автоматизацию рабочего процесса, высокую производительность, низкое энергопотребление, ремонтопригодность, широкий ассортимент выпускаемых изделий и долговечность конечной продукции.
Почему отечественное оборудование лучше?
На российском рынке всё более активно предлагаются импортные агрегаты различных фирм-производителей (Испания, Италия, Германия, Китай и др.). Модельный ряд предлагаемого оборудования достаточно велик, однако, при выборе импортных машин не забывайте про ряд моментов:
1. В сравнении с отечественными аналогами импортные агрегаты для изготовления тротуарной плитки стоят на несколько порядков дороже. При этом производительность отечественных и импортных моделей (одинаковых по классу) не всегда в пользу последних. Тогда зачем платить больше?
2. Зарубежные производители оборудования для тротуарной плитки не всегда предоставляют комплекс услуг при продаже, а также постпродажное обслуживание. Поэтому ремонт импортного оборудования проблематичен из-за отсутствия либо высокой стоимости необходимых запчастей.
3. Зарубежное производство вибропрессующих установок для тротуарной плитки ориентировано на полную автоматизацию. В итоге при отсутствии высококвалифицированных специалистов по ремонту и наладке малейшая проблема на потоке приводит к остановке процесса и финансовым потерям.
Оборудование для изготовления тротуарной плитки от компании «Монолит» – гарантия качества, долговечности и надежности производимых материалов.
Зачем нужен вибропресс для тротуарной плитки

Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.
 Рисунок 1. Вибропресс для тротуарной плитки
Рисунок 1. Вибропресс для тротуарной плитки
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона
Чтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус. Когда прекращается усадка раствора, измеряют разницу его первоначальной и конечной высоты. Если она не превышает показателя в 50 мм — смесь малоподвижная.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование
Процедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Заключение
Вибропрессование помогает получить тротуарную плитку при повышенной производительности ее изготовления. Изделие извлекается из матрицы немедленно, что позволяет сразу же начинать формирование следующего продукта. Вибропресс существенно ускоряет производственный процесс. Поэтому, когда требуется покрыть плиткой значительную площадь приусадебной территории, целесообразно приступить к самостоятельному изготовлению самодельного оборудования для вибропрессования бетонной смеси.
Достоинства и недостатки вибропрессованной тротуарной плитки

Вибропрессованная тротуарная плитка уникальна по свойствам и техническим характеристикам. Применяется для оформления тротуаров, садовых дорожек, придомовой территории, улиц. Покрытие выходит прочным, долговечным, не требует дополнительного ухода в процессе эксплуатации.
Вибролитьевой метод производства
Вибролитьевой метод изготовления подразумевает заливку специальных форм бетоном или подготовленным раствором. Процесс проходит на вибростоле. Следующие этапы – складирование, высушивание на стеллажах.
Вибропрессованный метод производства
Вибропрессованный метод изготовления подразумевает заливку специальных форм бетоном или подготовленным раствором. Процесс проходит на вибростоле с вибропрессом. С его помощью состав максимально уплотняется. Следующие этапы – складирование, высушивание на стеллажах.
- бетономешалка;
- вибропресс;
- формы;
- состав для заливки.
Вибрации и прессование позволяют равномерно распределить смесь по формам. Заливка с утрамбовыванием занимает 3 минуты.
Смесь для тротуарной плитки включает цемент, песок, щебень (1:1:3), пластификатор (по инструкции). Смешивают компоненты в бетономешалке – так получается быстрее и без комков.
Разливается готовый раствор в формы на специальном вибропрессованном мини-станке, чтобы он равномерно распределилися в них, не было пузырьков и пустот. Просушивают их в естественных условиях. Вибропрессованная тротуарная плитка получается морозостойкой, прочной, с низким водопоглощением, истираемостью.
Этапы изготовления материала:
- Замешивание бетона.
- Подготовка заливаемых форм.
- Разлив и распределение раствора на вибропрессованном мини-станке.
- Формы приживаются матрицей вибропресса и запускается процесс вибрации. Достаточно 3-5 секунд, чтобы материал уплотнился.
- Матрица поднимается и формы снимаются со станка.
- Сушка форм с материалом в течение 2 суток в естественных условиях.
- Аккуратная выбивка готовых изделий из форм (если жесткие, при мягких не требуется).
Тротуарную плитку после выбивки складируют блоками. Чтобы смесь затвердела, набрала прочность, хранят на паллетах не менее 3 недель. Перед транспортировкой заказчику пакуют в пленку.
Формы делают и самостоятельно, создавая причудливые конфигурации. Изготавливаются они из резины, пластика, металла, т. е. материалов, способных сохранять геометрию, не боящихся вибраций.
Достоинства и недостатки
Преимущества вибропрессованной тротуарной плитки:
- высокие показатели прочности;
- морозостойкость;
- возможность создания различных конфигураций;
- простота ремонта, укладки;
- не пористая, глянцевая поверхность.
- сложность подбора точных пропорций для раствора;
- дороговизна оборудования для крупномасштабного производства;
- скользкая поверхность.
Вибропрессованная тротуарная плитка популярность завоевала из-за небольших затрат на мелкосерийное изготовление. Подходит для укладки садовых дорожек, создания индивидуального дизайна.
Современные методы производства
Для производства больших партий вибропрессованной тротуарной плитки используют технологичное оборудование. Это автоматизированный процесс, включающие следующие этапы:
- Смесь готовится автоматически с точно рассчитанными пропорциями составляющих веществ.
- Формовка строгой геометрической формы.
- Процесс заливки контролируется компьютером, потому полости форм заполняются равномерно.
- Вибропресс уплотняет смесь, предотвращая образование воздушных полостей, неравномерность состава в готовом изделии.
Благодаря автоматизированному процессу достигается качество, высокие показатели морозоустойчивости, прочности. Возможен выбор варианта итогового покрытия – от шероховатого до глянцевого. Для получения разноцветного материала используют метод двухслойного вибропрессованная тротуарной плитки.
Важный нюанс – в процессе автоматизированного производства используется полусухая смесь бетона. Под воздействием статической и динамической нагрузки она максимально уплотняется.

Преимущества современного производства с помощью высокотехнологического оборудования:
- высокие показатели прочности;
- автоматизированный процесс;
- возможность выбора цвета готового покрытия;
- возможность дооснащения оборудованием, не останавливая работу.
- высокие цены на оборудование;
- большие расходы на ремонт при возникновении поломки;
- только примитивные геометрические формы готовых изделий.
Производством вибропрессованной тротуарной плитки занимаются только крупные предприятия, готовые на существенные капиталовложения.
Экологические показатели
Экологичность вибропрессованной тротуарной плитки на высоком уровне. В составе отсутствуют вредные вещества, которые при нагревании могли бы попасть в окружающую среду. Нет аллергенов, не содержится полимерных соединений, представляющих опасность для здоровья человека.
Вибропрессованная тротуарная плитка — хорошая замена обычному асфальту, резиновым покрытиям. Если делать ее поверхность шершавой, в преимущества добавляется безопасность при перемещении по ней, особенно в дождливую погоду.
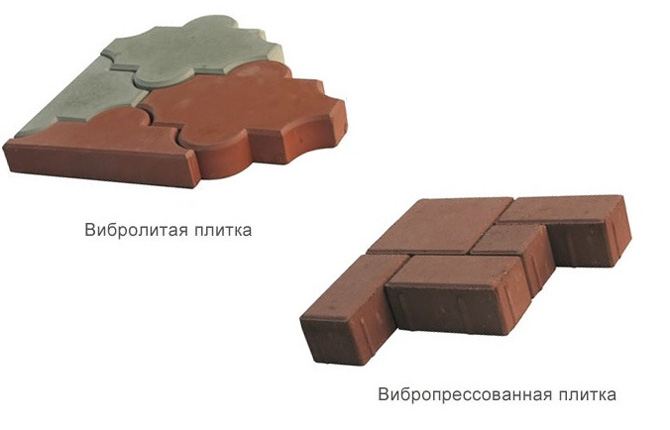
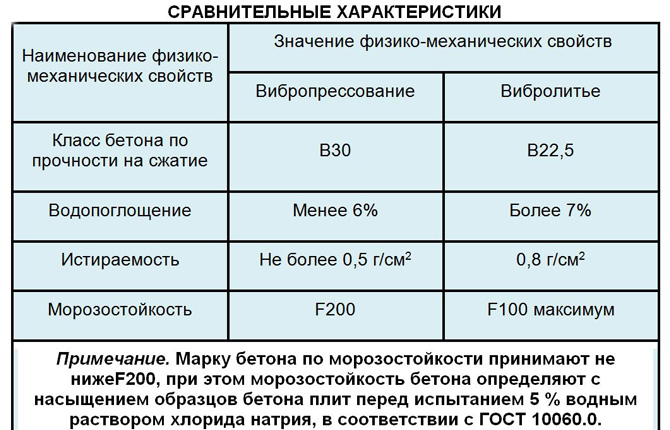
Вибропрессованная или вибролитая тротуарная плитка?
Для определения подходящего варианта для укладки важно понимать назначение будущего покрытия. Для сада используют вибролитые варианты. Они идут с уникальными формами, да и не трудно купить небольшую партию. Для укладки дорожки для пешеходов или гаражного подъезда рекомендуются вибропрессованные плитки. Они отличаются высокой прочностью, длительным периодом эксплуатации.
По экологическим показателям оба варианта одинаковы. При активной эксплуатации, вибропрессованные изделия продержатся 20 лет, а вибролитые – около 10.
Литьевая плитка производится и фигурных форм, в отличие от прессованной. Но не всегда одинакового размера, так как заливается вручную. Яркие, авторские дизайны создаются только методом вибролитья.
Тротуарная плитка – отличная альтернатива асфальту, резиновому покрытию. Не выделяет вредных веществ при нагревании, смотрится красиво. Производится вибропрессованием, вибролитьем. Первый вариант подходит для массового производства, укладки в местах частого пользования. Второй легко изготовить самостоятельно или заказать партию с дизайном на свой вкус.
А вы используете этот стройматериал? Напишите в комментариях. Добавляйте статью в закладки, делитесь ссылкой в соцсетях.
Также рекомендуем посмотреть подобранные видео по нашей теме.
Вибролитье или вибропрессование? С чего начать производство тротуарной плитки?
Обзор сырья для производства вибропрессованой плитки.