Оборудование для изготовления профнастила
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.

Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.

Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.

Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

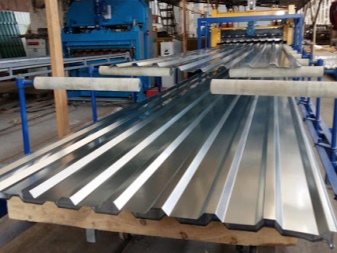
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
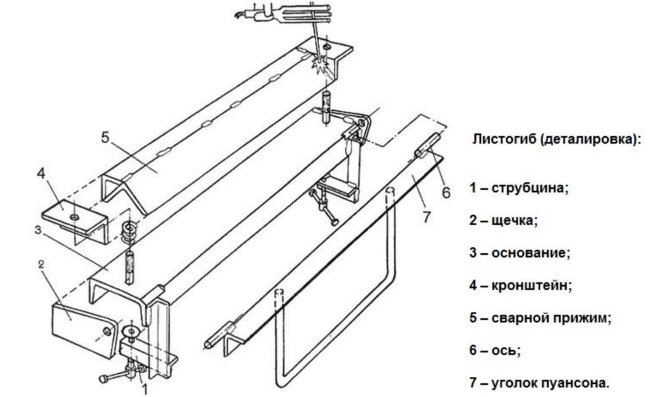
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
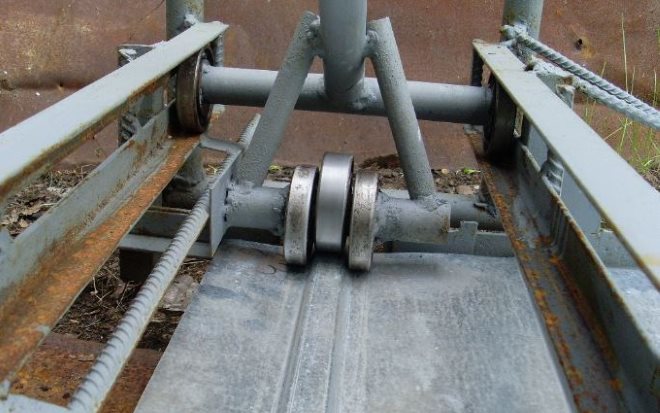
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы

Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Станок для изготовления профлиста

Профнастил относят к материалу, который используется на протяжении многих лет не только для строительства, но и для других сфер. Материал отличается надёжностью, а при производстве используют специальный станок. Актуален в равной степени для частного и капитального строительства.
Типы оборудования
Простое производство становится причиной того, что и сами изделия в готовом виде стоят не так много. Технология основана на том, что оборудование протягивает стальной прокат, листового типа или скрученный в рулонную форму. Форма профиля в итоге определяется специальными вальцами, через которые изделие тоже проходит.
В производстве используют как ручные, так и полностью механизированные виды устройств. Доступ к оборудованию с каждой стороны упрощается, если помещения – светлые и просторные.
То, как сырьё хранится и производится, влияет на итоговое качество изделий. Поэтому недопустима высокая влажность и показатель температуры ниже +4 градусов.
Разматыватель
Основное назначение приспособления – подача в формовочную машину рулонной тонколистовой стали. Для управления используется автоматизированная система, как и с оборудованием других видов. Снабжаются собственной автоматикой. Благодаря этому синхронизируются друг с другом скорость прокатки металла и подачи металлической ленты. В этом процессе участвует и тормозное устройство.
Многоклетевой прокатный стан
Мало какая автоматизированная линия, связанная с профильными листами, обходится без такого оборудования. Устройство способствует появлению гофрированных поверхностей вместо гладких основ. Надо учитывать несколько нюансов, когда пользуются оборудованием данного класса:
- Металл прокатывают через вальцы специальной формы.
- Выбор параметров зависит от того, какой именно лист нужен заказчику в настоящий момент.
- Первая клеть – место, где начинается формирование изделия.
- Общее количество клетей на производстве определяется сложностью гофры.
Конструкция позволяет выделить гидравлические, либо пневматические типы оборудования.

В пневматических станках исходный материал вдавливают в матрицу с помощью пуансона, сохраняя высокое давление при обработке. Благодаря этому листы в итоге могут иметь следующие габариты:
- Длина до 2,5 метров.
- Угол гиба до 90 градусов.
- Толщина металла до 1,5 миллиметров.
Гидравлические формовочные машины действуют по такому же принципу, что и пневматические. Но эти устройства выигрывают у существующих аналогов по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц в случае необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного листа его интересуют. Различается скорость, с которой осуществляется прокатка.
Другие механизмы
В рулонах приобретают листы стали, которые и становятся основным материалом для любого производства. Разворот основы упрощается при сохранении небольшой толщины. С такой работой справятся даже вручную. Другое дело – когда толщина значительная. Тогда станки требуется снабжать дополнительными приспособлениями, отвечающими за гибку.
Ручные либо механизированные приводы ставят на оборудование в зависимости от того, какая нужна производительность. Ручные станки, определённо, могут похвастаться более простыми конструкциями. Но вместе с тем они требуют значительных физических усилий, поэтому применять станки такого типа для крупного и постоянного производства проблематично.
Но с определёнными сложностями связано и применение полностью механизированных станков в домашних условиях. Ведь требуется наличие приспособлений, обеспечивающих нарезку изделий определённой длины. Обычные гильотинные ножницы для подобных операций не подходят.
У современных автоматов такие ножницы выполнены в форме прокатываемого профиля. Главное преимущество автоматического оборудования – оно не оставляет заусенцев на поверхности. Просечные ножницы устанавливаются, когда толщина металла становится значительной. Только благодаря этому обеспечивается идеальный гиб.
Стоит помнить об автоматической системе управления, без которой ни одна производственная линия не даст требуемого результата. Она управляет целым рядом важных факторов:
- Скорость прокатки.
- Количество профилей.
- Длина.
- Контроль.
- Индикация всех цепочек технологического процесса.
Линией можно управлять плавно, без резких скачков. Благодаря этому оборудование служит лучше, а изделия в итоге получаются качественными.

Структура производственных линий
Наличие следующих механизмов и приспособлений обеспечит бесперебойную работу с достаточными результатами:
- Механизмы для фиксации рулонов с листовой сталью. Разматывание тоже должно выполняться автоматически. Надо учитывать, что общий вес используемых рулонов может достигать 10 тонн. Манипулировать материалами сложно, если нет специальных приспособлений.
- Специализированные установки, регулирующие степень провисания заготовок между приёмной частью станков и механизмами разматывания. Ручной режим только замедляет процесс, а высокая скорость обработки здесь важна.
- Несколько групп рабочих валков, для повышения производительности и результативности. Ещё эти группы валков получили название «клетей». В составе автоматизированных линий для производства профлиста они выполняют различные функции. Основным остаётся загрузка листового материала в зону, где проводится обработка. Далее с изделиями проводятся рабочие операции, либо их выгружают из станка.
- Механизм привода. Главное – чтобы его мощности хватало для обеспечения всех технологических операций.
- Качественные устройства для резки, при использовании которых не появляется заусенцев и других подобных дефектов.
- Специальные отсеки у станков, куда складируются готовые изделия.
Для управления можно использовать автоматизированную систему, либо более простые приспособления. Но последние не способны обеспечить полную автоматизацию производственного процесса. Зато для управления можно приглашать даже мастеров, обладающих невысоким уровнем квалификации.
Некоторые самые простые виды станков можно изготовить собственными руками. Возможности оборудования в техническом плане будут ограничены, но его можно использовать, если толщина изделия нужна небольшая. Станки применяют и для производства оборудования, связанного с кровлей. Основой будет каркас, устанавливаемый на бетонном основании.
Достаточно заранее изучить все нюансы, чтобы организовать прибыльный бизнес по производству профлистов. Правильно принятые решения способствуют быстрой окупаемости, даже если вложения будут максимальными. Оборудование и его разновидности тоже влияют на результат. Многие производители отдают предпочтение полностью автоматизированным линиям, ведь они экономят массу времени. Останется только выбрать канал для сбыта продукции в готовом виде. Лучше провести небольшую рекламную кампанию, размещая информацию во всех средствах массовой информации. Рекомендуем посмотреть существующих производителей профнастила и произвести конкурентную разведку.
Подписывайтесь на нас во Вконтакте и Яндекс Дзен.
Оборудование профнастил
Линии профнастила предназначены для производства профилированного листа различной высоты гофры. ГК БОРА производит оборудование начиная от профиля С8 до Н114. Автоматизированные линии позволяют методом холодной прокатки формировать профилированный настил из тонколистовой рулонной оцинкованной стали и стали с полимерным покрытием.
Производство оборудования для профнастила занимает ведущее место в перечне продукции нашей компании с 2006 года. Более 15 лет мы производим и поставляем в российские регионы автоматизированные линии и станки с высоким рабочим ресурсом.
Прокатные станы выполнены по последовательной схеме профилирования прокатный инструмент с термоупрочнением. Данная схема исключает «уводку» исходной ленты металла по отношению к прокатным валкам при использовании разнотолщинного металла.
Увеличенное количество клетей гарантирует высокие декоративные качества и стабильность геометрических размеров производимых панелей при прокатке металлов с различными механическими свойствами и толщинами от 0,32 мм. Оборудование для профнастила ГК БОРА исключает частые переналадки межвалковых зазоров при переходе на металл другой толщины.
Линии профнастила компании БОРА способны обеспечить качественный прокат профлиста без дополнительных регулировок зазоров на большом диапазоне толщин. Линии оснащаются мощными приводами, обеспечивая производительность до 35 м.п./мин.



Специфика оборудования для профнастила от ГК «БОРА»
— в качестве рабочего сырья может использоваться листовая или рулонная сталь любых качественных параметров, причем допустимая толщина листа — 0,36-1,0 мм. Возможно использование простой оцинковки или стали с покрытием разного вида.
Всю технику нашего производства можно быстро переналадить на работу с металлом выбираемой толщины.
— в конфигурацию линий профнастила включено большее число прокатных клетей, и более мощные приводы — так что чего обеспечивается требуемая точность геометрических параметров профлиста и его размерных характеристик.
— оборудование профнастил имеет высокий эксплуатационный ресурс (выше стандартных характеристик для техника аналогичного класса). Его существенный рост обеспечивается в том числе включением в линии термоупроченных валков;
— качество гильотинных ножей обеспечивает исключительную точность реза.
Станки профнастил и автоматизированные линии: варианты комплектации
ГК «БОРА» предложит поставки профилегибочной техники в любой необходимой вам комплектации. За счет изменения комплектации стандартный функционал оборудования для профнастила может быть расширен, обслуживание техники станет более простым, а производительность повысится.
В числе лучших предложений:
— линии профнастила с двухярусным расположением прокатных станов. Именно такой вариант позволяет производить профлист разного вида единовременно на одной задействованной линии.
— включение к комплектацию сменных кассет — это открывает возможность производства профлиста нескольких типов на единственной имеющейся линии. Вариант привлекателен высокой экономичностью и простотой технического решения.
— использование гильотин для резки металла с 3-d резом дает возможность выпускать профлист с фигурным краем (самый востребованный заборный профилированный лист). Гильотины с фигурным резом включаются в состав линии вместе со стандартными прямыми гильотинными ножами. Такие линии профнастил работают в стандартном режиме, не требуется прерывать их работу на замену ножа.
Для каждого нашего заказчика, заинтересованного в покупке нестандартного оборудования, наши проектировщики предложат оптимальный вариант состава линии (с учетом всех желаемых параметров, уровня производительности и, конечно, стоимости).
В числе сильных сторон техники нашего производства — использование ПО с доступным (интуитивным) интерфейсом. Для работы на станке профнастил или линии нашей сборки не потребуется сложной длительной подготовки персонала.
оборудование для профнастила с 3D резом
Станки для профлиста

- Назначение
- Виды
- Механические
- Автоматизированные
- Требования к оборудованию
- Выбор
В современном строительстве используют различные материалы, среди которых особой популярностью пользуется профнастил. Для создания подобного материала применяют специальные станки, особенности и виды которых подробнее рассмотрим в статье.



Назначение
Профлист – востребованный материал не только для строительства, но и для других сфер. Одно из ключевых преимуществ профнастила – это невысокая цена, которая объясняется простотой изготовления изделий.
Кроме того, изделия из этого материала отличаются высокими показателями надежности и долговечности. Производство профилированного листа осуществляется с использованием самодельного и механизированного оборудования – станков.
Любой агрегат работает по типовой схеме. В самом начале плоский стальной лист вводят в систему, состоящую из валков, которые впоследствии придают заготовке нужную конфигурацию. В результате проводимой операции удается придать плоскому стальному листу требуемую геометрическую форму. Технология протяжки стального проката используется в большинстве моделей вне зависимости от их типа.



Оборудование для производства надежных профилированных изделий устанавливают в просторных помещениях с целью обеспечения доступа к конструкции со всех сторон.
Для изготовления профлиста используют разные агрегаты – от ручных до полностью автоматизированных. Стоит подробнее рассмотреть особенности и характеристики популярных моделей станков.


Механические
Такие станки считают наиболее простыми и востребованными. Оборудование подходит для оснащения небольших мастерских и частных хозяйств. Плюсы механического агрегата – компактные размеры и удобство управления.
Правильно настроенный ручной аппарат способен работать как с отдельными листами-заготовками, так и с рулонами. Толщина материала, с которой справится станок, должна быть не меньше 0,4 мм и не больше 0,6 мм, максимальная ширина составляет 2 метра.
Преимущества ручного листогиба:
- отсутствие потребности в электроэнергии;
- компактные размеры;
- простота обслуживания и эксплуатации;
- возможность изготовления элементов кровли.
Оборудование запускает человек вручную. Минус станка – низкая производительность.


Однако для малого бизнеса работы такого агрегата будет достаточно для достижения необходимых производственных мощностей.
Автоматизированные
Крупные линии, которые используют в промышленности. Автоматизированные станки отличаются высокими показателями производительности. Для установки подобного оборудования потребуется учесть ряд условий.
- Помещение, где будет стоять станок, должно быть просторным. Площадь комнаты не должна быть меньше 100 м2.
- Пол должен иметь ровную бетонную поверхность. Дополнительно нужно предусмотреть большие ворота, чтобы занести оборудование внутрь.
- Станок предусмотрен для обработки большого количества материала, что требует наличия кран-балки.
- Автоматизированный агрегат работает от электричества. Поэтому необходимо обеспечить аппаратуру электроэнергией в 380 Вольт. Максимально допустимая мощность не должна быть выше 23 кВт.


Автоматизированная линия – это целый комплекс оборудования, в составе которого присутствуют следующие элементы.
- Разматыватель рулона. Установлен в начале агрегата. Предназначен для разматывания оцинкованной стали с последующей подачей материала из рулона на станок. Также регулирует уровень провисания материала, скорость подачи профлиста.
- Станок, на котором происходит прокатка профлиста. Бывает двух типов – пневматический и гидравлический. Представляет собой основной элемент механизма линии. После разматывателя сырье идет на станок, где с помощью вальцов происходит превращение плоского листа в профильный.
- Ножницы. Острые и большие, предназначены для нарезки листов нужных размеров. Для повышения жесткости гильотину устанавливают на станину.
- Устройство приема материала. В конструкции элемента предусмотрен автоматический штабелер, который регулирует скорость приема готовой продукции и формирование пачек.
- Система управления. Обеспечивает связь между элементами автоматизированной линии и контролирует работу отдельных механизмов.
Регулировать работу габаритного станка должен опытный оператор, у которого есть определенные навыки работы. Также в помощь к оператору стоит поставить подсобных рабочих.


Требования к оборудованию
Перед тем как покупать оборудование для производства профлистов, стоит принять во внимание особенности данной сферы.
- Материал становится более востребованным в строительный сезон. Если планируется использовать габаритные автоматизированные станки, стоит обеспечить место для хранения оборудования во время простоя.
- В помещении, где будет стоять станок, должен быть бетонный пол с максимально ровной поверхностью.
- Температура в помещении с оборудованием не должна опускаться ниже 4 градусов по Цельсию. Если станок автоматизированный, то температура во время работы агрегата не должна быть ниже 10 градусов.
- В помещении необходимо предусмотреть место, куда будет складироваться сталь в рулонах или заготовках.
- Станки следует размещать таким образом, чтобы у оператора был доступ к основным системам и узлам в случае поломки или выхода из строя оборудования.
- Разматывательные устройства автоматизированных станков должны стоять неподалеку от мест хранения сырья.


Если в помещении не предусмотрено место для складирования материала, можно организовать склад в соседнем здании.
Выбор
При выборе станка для профлиста необходимо принять во внимание следующие факторы.
- Производительность. Если планируется выпускать небольшие объемы материала, можно отдать предпочтение ручному оборудованию.
- Габариты. Ручные станки отличаются компактными размерами, автоматизированные, наоборот, требуют больших площадей для размещения. Этот момент тоже нужно учесть.
- Цена. Финансовые возможности – ключевой фактор, который поможет определиться с выбором подходящего станка.
- Функциональность. Здесь не стоит бежать за современными моделями с большим набором дополнительных опций. Лучше отдать предпочтение станкам, способным выпускать один вид продукции. Это ускорит производство и позволит сэкономить на обслуживании оборудования.
Дополнительно необходимо предусмотреть покупку оснащения станка. Оно должно быть максимально надежным и безопасным.
Станок для производства профлиста – оборудование, без которого не удастся получить заготовку нужной формы и размеров. Поэтому стоит тщательно изучить характеристики агрегата и определиться с тем, какой именно аппарат подойдет для работы.

О станках для профлиста смотрите в видео ниже.
Обзор станков для изготовления профлиста

Станок придает металлу стабильную рельефную форму. Основные функции – резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.

- сталь с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование материалов разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения сырья – рулонов листового металла.
- Основы производства
- Типы станков
- Обзор оборудования
Основы производства
Чтобы придать заготовке определенную форму, используется принцип вальцевания, по которому работает большинство металлургических предприятий. Так называется прокат через систему валов. Формирование проводится методом холодной деформации во время прохождения металлической заготовки между роликами. В результате механического воздействия гладкий стальной лист становится гофрированным.
На контур полученного рельефа влияет форма вальцов. В производственных линиях имеется возможность настройки профильной конфигурации, что обеспечивает вариативность сортамента. Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Существует горячий и холодный способы обработки металла давлением. Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.

Виды производственного оборудования
Прокатный стан – это основа технологической линии. К числу критериев, по которым классифицируется вальцовочная аппаратура, относятся форма профиля и способ изготовления. Поставка сырьевого материала с металлургических заводов осуществляется в рулонах. Вручную развернуть тонкий лист не составляет труда. Если используется металл значительной толщины, тогда в комплект должен входить станок-разматыватель.
Следующий шаг цикла – резка, для этих целей служат ножницы-гильотины. С их помощью гофрированное полотно разрезают на элементы необходимой длины. Заключительный этап – упаковка и складирование. Для этих целей применяют специальные приемные устройства.
Типы станков
По объему ручного труда оборудование для производства профнастила условно разделяют на 3 группы:
- ручные;
- передвижные с электрическим приводом;
- автоматизированные линии.

1. Ручной станок.
Без применения электроэнергии, но требует приложения физических усилий. Благодаря механизмам пружинного типа и системе эксцентриков для обслуживания достаточно 1-2 операторов. Качество невысокое, поэтому обработка металлических заготовок с защитным покрытием не рекомендуется. Прокатать можно только самый тонкий профлист, из которого делают заборы и ограждения.
Использование целесообразно при небольших объемах производства. Цена невысокая, его могут купить строительные организации и металлообрабатывающие мастерские.
Чаще всего создают арочный лист, который используется в ангарах, хранилищах, складах и прочих сооружениях с изогнутыми элементами. Портативные станки устанавливают непосредственно на рабочих площадках, когда строительство движется ускоренными темпами. Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.

3. Автоматизированные и полуавтоматизированные.
Представляют собой группу механизмов, смонтированных в определенном порядке. Чтобы технологический процесс проходил быстро и без нарушений, разработана стандартная комплектация:
- Размотчик рулонного металла. Скрученные стальные листы, которые поставляют заводы-изготовители, обладают большой массой. Грузоподъемность механизмов для разматывания достигает 10 тонн. В них также предусматривается автоматический контроль уровня провисания металлического полотна в процессе работы. Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически невозможно.
- Профилегибочный стан. Это основа технологической линии. Оснащается системой электропривода, может иметь несколько пар вальцов. Качество конечного продукта напрямую зависит от настроек и степени изношенности механизмов. При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.
- Гильотинные ножницы. Резочное оборудование имеет форму, аналогичную профилю. К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту.
- Приемная клеть. Это участок, в котором складывают готовую продукцию.
- САУ. Система автоматического управления задает программу и обеспечивает контроль рабочего цикла. Чем больше автоматизированных процессов, тем выше производительность предприятия.
Большая стоимость технологической линии делает ее недоступной для начинающих предпринимателей. В начальной стадии бизнеса имеет смысл приобрести станки и механизмы б/у.

Обзор оборудования
1. Напольный разматыватель НР-1250.
Легкий ручной станок для размотки стального полотна шириной до 1,25 м и массой до 300 кг. Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делают оптимальным применение в небольших цехах.
2. Размотчик рулонного металла РМ-620.
Неприводный двухопорный агрегат для размотки рулонов массой до 4 тонн, шириной до 70 см и внутренним диаметром 48-62 см, масса конструкции – 150 кг. Перед началом работы вал с крестовинами помещают внутрь рулона и устанавливают на раму. Рулон разматывают путем протяжки металлической полосы или вращения штурвала.

3. Листогиб РСХ-2000/0,8.
Мобильный станок для изготовления профнастила, деталей прямоугольных воздуховодов, а также доборных элементов кровли и фасадов. Большая мощность агрегата позволяет гнуть металл толщиной до 0,8 мм с сохранением геометрии профиля по всей длине. Тонкая система настройки обеспечивает стабильность заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала. Масса – 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
4. Электромеханический листогиб ПТН2050-30ЕЕ.
Предназначен для изготовления любого вида профнастила, различных элементов кровли, фасадов и вентиляции из стального листа толщиной до 3 мм и длиной до 2 м. Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Оснащается педальным блоком управления траверсами. С помощью САУ можно задавать параметры и подсчитывать количество готовых изделий. Автоматика корректирует угол гиба в соответствии с толщиной и разновидностью металла.
5. Ножницы гильотинные НКЧ 3214.
Устройство для резки профлиста толщиной до 2 мм и шириной до 2,5 метров. Конструкция весит 1,8 тонн и приводится в действие электрическим мотором. Рекомендуется купить для предприятий небольшой мощности.
| Оборудование | Тип | Цена, рубли |
| Размотчик рулонов | напольный | 13 000 — 17 000 |
| мобильный | 60 000 — 80 000 | |
| двухопорный | 53 000 — 190 000 | |
| самоподъемный | 130 000 — 160 000 | |
| консольный | 105 000 — 300 000 | |
| Листогибочный станок | ручной | 130 000 — 450 000 |
| сегментный | 250 000 — 550 000 | |
| электромеханический | 2 600 000 — 3 900 000 | |
| гидравлический | 70 00 000 — 20 000 000 |