Плазменное напыление металла оборудование
Плазменное напыление металла
Виды и применение процессов плазменного напыления металлов
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.

Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
- Высокотемпературная (5000 — 6000 °С) плазма значительно ускоряет процесс нанесения покрытий, который может составлять доли секунд.
- При диффузионной металлизации в струе плазмы в поверхностные слои металла могут диффундировать также химические элементы из газа, где проводится обработка. Таким образом, регулируя химический состав газа, можно добиваться комбинированного поверхностного насыщения металла атомами нужных элементов.
- Равномерность температуры и давления внутри плазменной струи обеспечивает высокое качество конечных покрытий, чего весьма трудно достичь при традиционных способах металлизации.
- Плазменное напыление отличается чрезвычайно малой длительностью процесса. В результате не только повышается производительность, но также исключается перегрев, окисление, прочие нежелательные поверхностные явления.
Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
- Источник создания разряда: высокочастотный генератор, либо сварочный преобразователь;
- Рабочую герметизированную камеру, где размещается подвергаемая металлизации заготовка;
- Резервуар для газа, в атмосфере которого будет производиться формирование высокотемпературной плазмы;
- Насосной или вакуумной установки, обеспечивающей необходимое давление для прокачки рабочей среды или для создания требуемого разрежения;
- Системы управления за ходом протекания процесса.
Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.

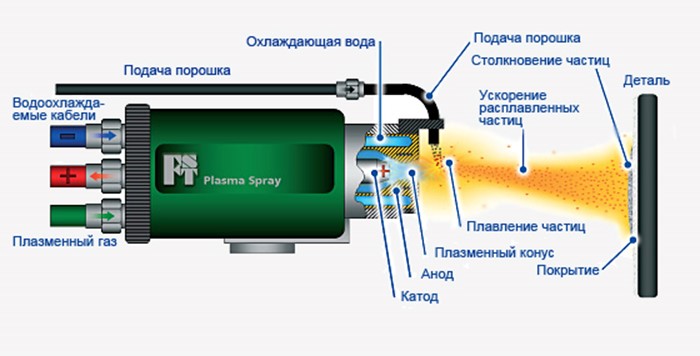
Схема плазменного напыления
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.
Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.
При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот.
Последующая обработка готового покрытия
В силу особенностей процесса плотность напылённого слоя и прочность его сцепления с основным металлом не всегда бывают достаточными для обеспечения долговечности покрытия. Поэтому часто после обработки деталь подвергается последующему поверхностному оплавлению с использованием кислородно-ацетиленового пламени, либо в термических печах. Как следствие, плотность покрытия возрастает в несколько раз. После этого продукцию шлифуют и полируют, применяя твердосплавный инструмент.
С учётом последующей доводки изделия, толщину слоя металла после обработки принимают не менее 0,8 — 0,9 мм.
Для придания детали окончательных прочностных свойств её закаливают и отпускают, применяя технологические режимы, рекомендуемые для основного металла.
Плазменное напыление повышает теплостойкость, износостойкость и твёрдость изделий, увеличивает их способность противодействовать коррозионным процессам, а напыление с декоративными целями значительно улучшает внешний вид деталей.
Ограничениями технологии диффузионного плазменного напыления считаются чрезмерная сложность конфигурации заготовки, а также относительная сложность используемых установок.
При невысоких требованиях к равномерности образующегося слоя можно использовать и более простые установки, конструктивно напоминающие сварочные полуавтоматы. В этом случае плазменное напыление производится в воздушном пузыре, который образуется при обдуве зоны обработки компрессором. Электроды, в составе которых имеется напыляемый металл, последовательно перемещаются по контуру изделия. Для улучшения сцепления напыляемого металла с основой внутрь зоны напыления вводится также присадочный материал.

Процесс напыления металлического порошка на токарном станке
Плазменное напыление металлов
Напыление плазменное, которое иногда называют диффузионной металлизацией, образуется вследствие термического диссоциации атомов металла под воздействием высокотемпературной плазмы с последующим осаждением и диффундированием внутрь заготовки. Это простой и дешёвый способ формирования покрытий.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
Процесс используется для формирования оптимальных характеристик поверхностного слоя, а также как метод восстановления изношенных стальных деталей.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Плазменное напыление осуществляется в результате:
- Инициализации плазмы высоковольтным разрядом, который образует электрическую дугу постоянного тока, образующуюся между двумя электродами — медным анодом и металлическим катодом (чаще – вольфрамовым). Электроды должны постоянно охлаждаться;
- Генерирования потока высокотемпературного ионизированного плазменного газа, который обычно состоит из аргона/водорода или аргона/гелия;
- Нагрева газа, с последующим ускорением его движения через сужающееся сопло;
- Переноса мелкодисперсного порошка в плазменной струе на подложку.
Высококачественное покрытие образуется вследствие сочетания высокой температуры (до 15000°C), концентрированной тепловой энергии плазменной струи, инертной среды распыления и скоростей частиц, достигающих 300 м/с.
Последующая обработка покрытия
Процесс распыления в потоке плазмы ограничен материалами, которые имеют более высокую температуру плавления, чем пламя. При более низких температурах и скоростях (до 40 м/с), энергетические характеристики движущихся частиц уменьшаются, что приводит к окислообразованию, пористости и наличием различных включений в готовом покрытии. Снижается прочность сцепления и адгезии между покрытием и подложкой. Такие покрытия подвергают шлифовке или полированию. В обоснованных случаях предусматривается термическая обработка – закалка, отпуск, нормализация.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Установки третьего типа выполняют металлизацию в конечный момент формообразования поверхности или полости электродуговым разрядом, сжатым поперечным потоком рабочей среды. Такие установки наиболее производительны. В качестве примера рассмотрим станок типа «Дуга-8М», состоящий из следующих узлов:
- Инструментальной головки с электрододержателем.
- Герметизированной рабочей камеры.
- Насосной станции.
- Резервуара с диэлектриком.
- Генератора плазмы.
- Узлов контроля и слежения.
Диффузионная металлизация происходит так. Исходное изделие фиксируется в рабочей камере и герметизируется. Электрододержатель с электродом (имеющим сквозное отверстие) устанавливается над заготовкой, после чего через зону обработки производится прокачка среды под высоким давлением. Включается генератор плазмы, и производится перемещение электрода до момента пробоя межэлектродного промежутка. Высокая концентрация тепловой мощности в дуге приводит к размерному испарению материалов электрода и рабочей среды. В результате одновременно происходит съём металла и насыщение поверхности атомами элементов.
Оборудование для плазменного напыления своими руками изготовить крайне сложно, поскольку кроме мощных источников питания, необходимых для создания дугового разряда, необходимы высокоточные узлы подачи рабочей среды к плазменному столбу.
Расходные материалы
Выбор исходных материалов определяется свойствами покрытия и стоимостью его получения.
Металлы. Предпочтение отдают интерметаллидам алюминия, железа, титана, никеля и кобальта, потому что они имеют высокие температуры плавления и сравнительно невысокие плотности, что уменьшает энергоёмкость плазменного напыления.
Самофлюсующиеся порошки. Используются порошки самофлюсующихся сплавов (типа бор-кремний). В процессе обработки расплавы порошков образуют металлургические соединения, устойчивые к коррозии и износу.
Минералокерамика. Для плазменного напыления используют исходные материалы, содержащие алюминий и кремний: они не дают трещин или отслаиваний. Добавка железа, марганца, меди, цинка и магния приводит к улучшению свойств покрытия.
Металлоорганические соединения. Используются преимущественно неполярные жидкости, которые хорошо растворяются в минеральных и синтетических маслах малой вязкости.
Оборудование компании «Плазмацентр»

Установка предназначена для сверхзвукового (высокоскоростного) газопламенного порошкового напыления (метод HVOF) c использованием горелки с аксиальной подачей порошка в камеру сгорания газов и последующим прохождением газопорошковой смеси через расширяющееся сопло Лаваля

Безвакуумное и бескамерное нанесение методом ФПУ функциональных (износостойких, антифрикционных, температуроустойчивых, трибологических, диэлектрических, алмазоподобных, биосовместимых, бактерицидных и др.) нанокомпозитных покрытий толщиной до 3 мкм на детали машин, механизмов, оборудования, технологической оснастки, имплантатов и инструмент с целью увеличения их ресурса, надежности и конкурентоспособности.

Нанесение функциональных покрытий с помощью импульсных плазменно-искровых разрядов в воздушной среде при периодическом контактировании электрода с изделием, вследствие чего осуществляется перенос и осаждение расходуемого материала электрода на поверхность изделия.

Изготовление деталей и изделий с функциональными свойствами поверхности, например, износостойкостью (за исключением деталей, испытывающих ударно-абразивное изнашивание), антифрикционностью, коррозионностойкостью, жаростойкостью, кавитационностойкостью, эрозионностойкостью, электроизоляцией, стойкостью против фреттинг-коррозии, декоративными характеристиками и др. Использование для восстановления размеров изношенных и бракованных поверхностей, нанесения ретенционных покрытий в стоматологии.

Изготовление деталей и изделий с износо- и/или коррозионностойкими свойствами поверхности, а также восстановление размеров изношенных и бракованных деталей за счет нанесения покрытий, работающих в условиях высоких динамических, знакопеременных нагрузок или подверженных абразивному изнашиванию.

Предназначены для использования в процессах газотермического напыления, наплавки, аддитивных технологий и других технологических процессах для дозированной транспортировки и подачи порошковых материалов различного фракционного состава и физико-механических свойств.

Это основной элемент оборудования для плазменных методов обработки материалов.

Определение толщины тонкопленочных (в основном, толщиной не более 10 мкм) покрытий, наносимых с использованием PVD и CVD процессов.

Горелка является универсальным многоцелевым оборудованием предназначенным для газопламенного порошкового напыления и наплавки порошков на основе железа, никеля, кобальта, меди, а также нанесения керамических покрытий и баббита.
Горелка SuperJet S Eutalloy предназначена для наплавки самофлюсующихся порошковых материалов на основе NiCrBSi, NiBSi или CoBSi по технологии Eutalloy, разработанной и запатентованной компанией Castolin Eutectic, с целью получения износостойких покрытий для защиты от разных типов износа.

EuTronic ® Arc Spray 4 — прочный, надежный и простой в использовании спрей. Пистолет и механизм подачи проволоки подключены к источнику питания с силой тока 350 А. Данный источник имеет высокий уровень изоляции, что обеспечивает высокую надежность в самых жестких условиях работы.

Ацетилен-кислородная горелка CastoFuse для проплавления и нагрева порошков серии Eutalloy® RW.
![]()
EuTronic® GAP 3511 – оптимальный выбор для автоматической и ручной плазменной сварки и наплавки.

Сварочное оборудование компании Castolin-Eutectic
Свяжитесь с нами по телефонам +7 (812) 679-46-74, +7 (921) 973-46-74, или напишите нам на почту office@plasmacentre.ru
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
Плазменные напыления металла в Москве
Инвертор для плазменной резки Aurora AIRHOLD 42
Инвертор для плазменной резки Сварог REAL CUT 45 (L207)

Инвертор для плазменной резки РУСЭЛКОМ CUT 80 Мастер (К)
Инвертор для плазменной резки Fubag PLASMA 40
Инвертор для плазменной резки РУСЭЛКОМ CUT160 Мастер (S)
Инвертор для плазменной резки РЕСАНТА ИПР-40
Инвертор для плазменной резки Rilon CUT 40
Инвертор для плазменной резки Кедр CUT-40
Инвертор для плазменной резки Сварог REAL CUT 70 (L204)
Инвертор для плазменной резки FoxWeld VARTEG PLASMA 40
Инвертор для плазменной резки FoxWeld Plasma 73
Инвертор для плазменной резки FoxWeld Plasma 43
Инвертор для плазменной резки РЕСАНТА ИПР-40К
Инвертор для плазменной резки ТСС TOP CUT-50К
Инвертор для плазменной резки РЕСАНТА ИПР-25
Инвертор для плазменной резки ТСС TOP CUT-40
Инвертор для плазменной резки BRIMA CUT-60
Инвертор для плазменной резки ТСС PRO CUT-40
Инвертор для плазменной резки BRIMA CUT-60-1
Инвертор для плазменной резки Сварог CUT 70 (R33)
Инвертор для плазменной резки Сварог PRO CUT 45 (L202)
Инвертор для плазменной резки Redhotdot PLASMA 12
Инвертор для плазменной резки BLUEWELD Prestige Plasma 41
Инвертор для плазменной резки ТСС PRO CUT-80



Инвертор для плазменной резки Fubag PLASMA 65 T
Инвертор для плазменной резки ТСС PRO CUT-60
Инвертор для плазменной резки BRIMA CT-312
Инвертор для плазменной резки Rilon CUT 80 ПРОФИ
Инвертор для плазменной резки Сварог CUT 160 (J47)
Инвертор для плазменной резки Кедр CUT-40B
Инвертор для плазменной резки Telwin TECHNOLOGY PLASMA 54 KOMPRESSOR
Инвертор для плазменной резки РУСЭЛКОМ CUT 40 (КR)
Инвертор для плазменной резки Fubag PLASMA 100T
Инвертор для плазменной резки Aurora AIRFORCE 60
Инвертор для плазменной резки Telwin Tecnica Plasma 31
Инвертор для плазменной резки БАРС Profi CUT 77 D
Инвертор для плазменной резки BLUEWELD Prestige Plasma 54 Kompressor
Инвертор для плазменной резки Кедр CUT-63G
Инвертор для плазменной резки BRIMA LGK-160
Расскажем, как и зачем проводится плазменное напыление
Если вы хотите облагородить вашу металлоконструкцию и улучшить ее технические качества, то плазменное напыление – идеальный вариант.
Плазменная отделка является усовершенствованным видом диффузной металлизации, который представляет собой создание слоя из иного вида металла или сплава металлов.
Благодаря этому процессу повышается надежность, внешний вид и устойчивость от воздействия коррозии.
Свойства плазменного напыления
Работая с металлоконструкцией, порой надобно дополнить ее дополнительными свойствами, чтоб можно было использовать в любой сфере.
Таким образом поверхность станет еще больше резистентной к влаге, высокой температуре и химии.
Диффузная металлизация обладает многими особенностями, которые делают ее уникальной среди других видов обработки металла.
- В силу воздействия высоких температур (пять-шесть тысяч градусов) в разы ускоряется процедура обработки поверхности. Сам процесс происходит за доли секунд, и получается отличный результат.
- В результате получается комбинированный шар. Наносить можно не только элементы металла, то и газовые частицы из струи плазмы. Таким образом металлическая поверхность покрывается атомами определенных элементов металла.
- Если проводить классическое металлическое напыление, то нанесение происходит неравномерно, весьма долго и с окислительными процессами. А вот с помощью горячей плазмы получается правильная температура и давление, из-за которых формируется высококачественное покрытие.
- Плазменная струя переносит частицы металла и газов со скоростью света, что вы даже ничего не поймете. Так, происходит сварка с порошками, стержнями, прутками и проволоками. После образуется слой в несколько микрон-одного миллиметра на основании конструкции.
«Для совершения диффузной металлизации, применяется сложная аппаратура, в отличие от газоплазменного оборудования. Чтоб провести плазменную металлизацию, надобно использовать газовое и электроприспособление.»
Какое оснащение применяется для диффузного напыления

Для совершения напыления ионами металла используется техническая плазма высокой температуры – совокупность множества квантовых частиц света, положительных ионов, нейтральных элементов, электронного газа.
В силу высокой температуры электрические газовые разряды создают сильную термоионизацию элементов, которые соединяются между собой и внешней средой. Потому существует простая плазма, слабо, умеренно и сильно ионизированная (в свою очередь делится на низкотемпературную и высокотемпературную).
Для того, чтоб совершить плазменную ионизацию металлоконструкции, применяется специфическое оснащение – плазменная аппаратура.
Как правило, применяется дуговой, импульсный либо искровой электрический разряд.

Чтоб все это реализовать, вам надобно воспользоваться:
- Высокочастотным генератором (или сварочным модификатором) для создания разряда.
- Герметизированной камерой (в ней вмещаются элементы для обработки основания диффузионным напылением).
- Емкостью для газа. Под влиянием электроразряда происходит ионизация элементов.
- Аппаратом для давления газа (годится вакуумное или насосное оборудование).
- Системой для изменения тока, давления, напряжения и увеличения или уменьшения толщины поверхности металла.
Порядок плазменной ионизации происходит в следующем порядке:
- Фиксация детали в герметизированной камере, и формирование электрического разряда.
- Рабочая атмосфера накачивается давлением и частицами порошка (получается плазма высокой температуры, переносящая порошковые элементы на основание обрабатываемого изделия).
- При вакуумном напылении, в условии инертного газа или низком давлении возможно ускорение движения элементов, вследствие чего получается более плотное и с хорошей сцепляемостью покрытие.
Сферы применения диффузионной металлизации

В силу того, что плазменному напылению может быть подвержен любой металл или металлический сплав, такой вид диффузионной обработки используется в промышленных масштабах, а также для реставрационных работ.
Металл в порошковом виде переносится в плазменное оборудование, в котором в силу воздействия плазмы высокой температуры он расплавляется и абсорбируется в металл тонким шаром.
Далее рассмотрим, где применяется распыление:
- производство самолетов, космических и ракетных установок;
- машиностроительство и энергетика;
- металлургии и производстве химии;
- отрасли нефтедобычи, нефтепереработки и добычи угля;
- в сфере транспорта и производстве аппаратуры;
- в сфере реставрации машин, установок и устаревших элементов.
После прохождения плазменно-порошковой струи по электродуге, и ее оседания на основании, оно обогащается следующими свойствами:
- устойчивости к повышенным температурам;
- резистентности к коррозии;
- электроизоляции;
- теплоизоляции;
- устойчивость к эрозии;
- кавитационной защиты;
- магнитного притяжения;
- полупроводимости.
«Наполнение плазменных порошков производится с помощью плазмообразующего либо транспортируемого газа. В силу металлизации получаются различные покрытия, независимо от температуры плавления (металл, комбинированный сплав, карбид, оксид, борид, нитрид, композит). После обработки материал внешне ни капли не пострадает, а наоборот обогатится дополнительными свойствами. Напылению подвергаются твердые и мягкие шары, тугоплавкие материалы, и средства любой плотности.»
Методы напыления плазмой

Для металлизации изделия можно не ограничиваться только порошковыми средствами.
Смотря какие свойства вы хотите добиться после процедуры плазменной металлизации, в ход могут применяться такие методы:
- Высокоулеродистая/легированная проволока под воздействием флюса. В ход идет наплавка в аппарате со стержневым или пластинчатым электродом.
- Чтоб отремонтировать деформированную деталь по окружности толщиной больше двух миллиметров, используется метод обработки порошкового слоя под действием флюса.
- Применение при металлизации аргона, азота, водорода, гелия или смешанной массы в роли газов, образующих плазму. Чтоб не происходило в дальнейшем окисления покрытия, следует изолировать конструкцию от кислорода.
Как правило, плазменное напыление применяется при реставрации автомобильных делателей и двигателя. Таким методом дарится «вторая жизнь» отверстию коренной опоры в блоке цилиндра, убирается устаревшая головка цилиндра, восстанавливается алюминиевый поршень, чугунный коленчатый вал, ролики, катки и прочее.
Ионно-плазменное напыление в разы повышает устойчивость к износу промышленного оснащения, различных механизмов и аппаратов.
Этим методом реально обновить изношенную или уже устаревшую металлоконструкцию, а также облагородить основание надежностью и долгосрочностью эксплуатации.