Оборудование для производства несъемной опалубки
Оборудование для производства несъемной опалубки
Несъемная опалубка из пенополистирола – это технология строительства домов, позволяющая значительно сократить расходы, при этом, не отказываясь от преимуществ монолитного домостроения. В строительстве домов из несъемной опалубки используют блоки из пенополистирола, внутри которых имеются специальные перемычки. Из них собирается стена, по принципу детского конструктора, затем внутренность блока заполняется строительным раствором. Конечно, самым главным преимуществом несъемной опалубки перед другими строительными технологиями остается стоимость, которая позволяет возводить шикарные дома на вполне скромные бюджеты.
Существует несколько способов производства блоков несъемной опалубки из пенопласта Мы остановимся на трех основных:
1. Формование в блок- формах,
2. Вырезание струной 3D
3. Фрезерование(сборный). Каждый имеет свои плюсы и минусы.
Формование:
Способ заключается в следующем: блоки несъемной опалубки формуются (отливаются) в блок форме в пресс автомате. Данный метод производства блоков несъемной опалубки технологически идентичен производству листового пенопласта (пенополистирола). При этом для изменения размера или конфигурации блока несъемной опалубки необходимо применять соответствующую блок форму. То есть одна блок форма — один вид блока несъемной опалубки, что существенно осложнят реализацию данной продукции в разных регионах. В каждом регионе толщина утеплителя, а в данном случае пенопласта разная.
Тем самым одновременно увеличиваются капиталовложения, так как самым дорогостоящим агрегатом является блок форма. Качественное оборудование для производства блоков несъемной опалубки литьевым методом стоит дорого 1-2млн.руб., но такой способ производства блоков несъемной опалубки является более технологичным.
Многие отечественные производители пытаются делать блок формы, но только по факту запуска и работы многие Заказчики сталкиваются с проблемами по реализации, а именно, все оборудование для пенопласта делается под конус. При составлении блоков образуется так называемый эффект елочки, что в свою очередь ведет к увеличению штукатурных смесей, снижению качества и потере клиентов.
Вырезание:
Вырезной метод производства блоков несъемной опалубки является менее технологичным, но зато и оборудование стоит дешевле, чем для формованного способа производства. Данный метод производства блоков несъемной опалубки состоит в следующем: из большого блока пенопласта вырезается заготовки по форме напоминающую букву «Н». На верхних и нижних гранях имеются выступы и пазы для совмещении блоков при укладке стены.
Возможность перенастройки оборудования с одного типа-размера на другой ограничена от 100 до 200мм размером вырезаемого отверстия на дополнительном приспособлении. Существенные минусом является низкая производительность данного способа. Никуда не делся минус всех станков для 3D резки то что точка начала реза не соответствует точке возврата, что не может не сказаться на качестве конечного продукта. Большой процент отходов, что несомненно вызовет определенные проблемы, если у вас нет своего производства пенопласта.
Фрезерование(сборный):
Данный способ производства блоков несъемной опалубки взял лучшее из двух вышеперечисленных способов. Технология производства складывается из следующих операций: листы пенопласта плотностью от 25 до 35 кг на куб., заданного формата покупаются, либо если Вы сами производитель то нарезаются. Проходят обработку в фрезерном станке, для получения заданного профиля. Далее заготовки на прорезном станке нарезаются пазы по перемычку. После этого заготовки при помощи специальной перемычки соединяются в блоки, немаловажно этот этап может происходить на стройке, что сократит расходы на транспортировке, не придется возить «воздух». Производство блоков несъемной опалубки данным способом позволяет производить блоки любого размера, различной толщины и высоким качеством.
Запатентованная конструкция перемычки позволяет регулировать как толщину утеплителя 100-150мм, так толщину заливки 100-250мм., что позволяет учитывать требования по теплоизоляции различных регионов.
Немаловажным плюсом является многоцелевое использование оборудования, фрезерный станок может делать как шип-паз, так и четверть, что оценят ваши заказчики занимающиеся устройством штукатурных фасадов, плоских кровель.
Для размещения оборудования по производству блоков несъемной опалубки из пенопласта по данному методу требуется гораздо меньше производственных площадей и энергетических ресурсов.
Комплектация:
| Поз. | Наименование | Кол-во | Цена | Всего |
| 1. | Фрезерный станок, предназначен для получения необходимого профиля заготовки, шип-паз, четверть. | 1 | 240000 | 240000 |
| 2. | Станок для прорезания пазов под перемычку. | 1 | 70000 | 70000 |
| 3. | Вытяжка местная, с мешком для отходов | 1 | 30000 | 30000 |
| 4. | Дополнительные комплектующие | комплект | 5000 | 5000 |
| 5. | Шеф-монтаж | 1* | 20000 | 20000 |
| ИТОГО: | 365000 |
*-в составе линии бесплатно.
Бизнес план производства несъемной опалубки



Интересно? Оставьте закладку, что бы вернуться сюда позже!
Оборудование для производства несъемной опалубки из пенопласта.
С нашим оборудованием для опалубки Вы сможете расширить ассортимент предприятия уже выпускающего пенопласт (пенополистирол) докупив только блок формы для производства блоков несъемной опалубки.
Наше оборудование для производства несъемной опалубки из пенополистирола (пенопласта) позволяет производить от 120 до 480 блоков за смену 8 часов (от 360 до 1440 блоков в сутки).
Все оборудование сертифицировано.
Для организации производства блоков несъемной опалубки потребуется следующее оборудование:
Примеры комплектации оборудования для несъемной опалубки:
Первый модуль оборудования производства производства несъемной опалубки — предвспениватель
Предвспениватель осуществляет предварительное вспенивание гранул пенополистирола до требуемых значений плотности (от 10 до 50 кг/м3). Говоря проще, именно в предвспенивателе гранулы пенопласта превращаются в хорошо всем знакомые белые шарики. Это «превращение» происходит под действием пара.
Мы производим несколько моделей предвспенивателей, которые отличаются производительностью, наличием встроенного парогенератора, материалом из которого изготовлен предвспениватель и некоторыми дополнительными опциями.
Все наши предвспениватели непрерывного действия.
Все наши предвспениватели предназначены для однократного или многократного вспенивания ПСВ-с.
Потребляемая мощность — 18 кВт,
Производительность до 150 кгчас
Габариты (Д х Ш х В):
1200х700х1900 мм
Вес — 120 кг
Объем бункера для гранул — 60 литров
Объем камеры — 300 литров
Комплектность поставки:
предвспениватель, паспорт, техрегламент.
ЦЕНА:
Предвспениватель П — 04 — 108 000 руб.
Второй модуль оборудования производства производства несъемной опалубки
Дозатор ПС-01. Устройство точной дозировки подачи сырья в предвспениватель. Позволяет отрегулировать подачу с точностью до 100г в минуту.
ПС-02. Устройство подачи сырья в предвспениватель или в приемный бункер дозатора ПС-01. ПС-02 обеспечивает постоянный уровень сырья в бункере предвспенивателя или дозатора.
Для удобства в работе с предвспенивателем лучше поставить оба устройства: дозатор ПС-01 обеспечивает точную дозировку подачи сырья в предвспениватель, а устройство подачи сырья ПС –02 обеспечивает постоянный уровень заполнения бункера дозатора ПС-01.
 Объем бункера 300л
Объем бункера 300л
ЦЕНА: 60 000 рублей.
Объем бункера 700 л.
Производительность — до 1000 кг в час.
Электрическая мощность 0.75 кВт
Габариты дхшхв мм 3000х1500х2800
Вес 200 кг
Пультом управления не комплектуется
Третий модуль оборудования производства производства несъемной опалубки Приемный бункер предвспенивателя с трубой вентуре и сушкой.
Сушка с пневмотранспортом (трубой вентуре).
Когда вспененные гранулы ПСВ-с выходят из предвспенивателя – они натурально мокрые. Для ускорения их высыхания и, как следствие, стабилизации давления внутри гранул, используется сушка посредством нагретого воздуха. Приемный бункер позволяет проводить более точный контроль по весу вспениваемых гранул. В сушку непрерывно подается подогретый до 35 – 40 градусов по Цельсию воздух, который подсушивает гранулы.
Труба вентуре – начало пневмотранспорта.
От трубы вентуре монтируются трубы непосредственно в бункер.
 Производительность — 25 м3 в час.
Производительность — 25 м3 в час.
Не комплектуется вентилятором и трубами пневмотранспорта.
Габариты: 1250х1250х1200 мм
Цена 18 000 рублей.
Следующий модуль оборудования производства несъемной опалубки — бункеры вылеживания гранул.
 Количество бункеров определяется требуемым объемом производства.
Количество бункеров определяется требуемым объемом производства.
В бункере вспененные гранулы вылеживаются для стабилизации давления внутри гранул.
Бункеры изготавливаются непосредственно на месте монтажа, под конкретное помещение.
Возможно самостоятельное изготовление по чертежам, которые можно скачать тут (В формате Autocad).
Данная конфигурация бункеров является примерной и может быть изменена в зависимости от особенностей конкретного помещения. Лично у нас бункеры расположены так.
Объем одного бункера 20м3
 Мешок-вкладыш в бункер из специальной брекерной ткани (в принципе, можно использовать любую ткань с ячейкой 1- 2 мм .). Объем мешка от 10 до 30 м3.
Мешок-вкладыш в бункер из специальной брекерной ткани (в принципе, можно использовать любую ткань с ячейкой 1- 2 мм .). Объем мешка от 10 до 30 м3.
Цена 11 200 руб. за 1 мешок на 20 м3
Блок формы для производства блоков несъемной опалубки. Изготовлены из алюминия и углеродистой стали. Раскрой выполнен лазером.
— Одновременно формуется блоков — 1
— Производительность — до 15 блоков в час
— Размер получаемого блока -925 х 250 х 250
— Объем получаемого блока — 0,028м3
— Габариты блок формы — 1500 х 650 х 950
— Привод крышки — электрический
— Вес блок формы — 400 кг
Технические характеристики:
Предназначен для охлаждения блок формы, после подачи в нее пара.
Позволяет ускорить процесс формовки блока пенопласта до 5 минут.
Также оказывает некоторое влияние на качество спекания гранул между собой.
Оборудование для изготовления нестандартных блоков несъемной опалубки.
Предлагаемые нами блок формы для производства блоков несъемной опалубки позволяют изготавливать маршевые блоки для стен.
При строительстве, кроме стеновых блоков, Вам еще потребуются блоки перекрытий, оконные блоки, дверные блоки, арки и прочее.
Для изготовления отдельно каждого такого блока требуется отдельная блок форма.
В связи с дороговизной подобных форм и в связи с тем, что основным блоком все же является стеновой блок (а использование дополнительных блоков составляет небольшой процент от общего объема строительства) мы предлагаем, как вариант решения проблемы, станки для фигурной резки пенопласта.
При помощи наших станков Вы сможете изготавливать любые блоки, требуемые при строительстве: блоки перекрытий, оконные блоки, дверные блоки, арки и прочее. Пакет готовых решений (специально подготовленных файлов) для производства различных элементов несъемной опалубки входит в комплектацию любого станка.
 Потребляемая мощность 1 кВт.
Потребляемая мощность 1 кВт.
Количество режущих нитей — 6.
Рабочее поле — 2400×1200х1100 мм.
Длина режущих струн — 2400 мм .
Более подробно про станок для фигурной резки пенопласта Вы можете посмотреть тут
— Производительность — 2м3 в час.
— Максимальная толщина раздробляемого пенопласта — 40 мм.
— Потребляемая мощность — 1,2 кВт.
— Габариты (ДхШхВ) 850х400х830 мм.
— Комплектность поставки: дробилка, паспорт.
ЦЕНА дробилки: 26 000 руб.
Пневмотранспорт дробилки
Предназначен для транспортировки раздробляемого пенопласта из дробилки в бункер вылеживания. Состоит из вентилятора и комплета пластиковых труб.
ЦЕНА пневмотранспорта дробилки : 20 000 руб.
Основные требования к пару:
Производительность — 200 кг пара + ресивер или 400 кг. без ресивера
Давление — min 2 атмосферы
Температура 120 –140 градусов
Предназначен для производства пара для производства пенополистирола. ИНСТРУКЦИЯ по эксплуатации парогенератора. 
Если есть возможность по подключению, то лучше поставить КЭП 200 (потребляет больше электроэнергии на 40 кВт, а пара выдает на 70 кг больше.) или КЭП 250
Телефоны завода-изготовителя:
(8332) 23-23-10, 23-28-17, 23-32-01,
23-53-66, 23-58-59
ЦЕНА по запросу.
(только под заказ, при 100% предоплате.)
Срок поставки 20 дней.
 Предназначен для производства пара для производства пенополистирола.
Предназначен для производства пара для производства пенополистирола.
Самостоятельно купить котел можно тут:
ООО «ПСП Ряд-Инженерные системы»
г. Москва, тел. (495) 3662371, 3661992
О плюсах и минусах использования котлов КЭП и ПЭ (сравнение)
Котел ПЭ имеет главное и очень большое преимущество перед котлом КЭП в том, что он весит всего 180 кг! (против 900кг у КЭП) Это значительно упрощает его монтаж, транспортировку, разгрузку. Котел ПЭ также имеет значительно более простую электрическую схему, что упрощает его настройку…
НО:
- У котла ПЭ нет никакой автоматики для регулировки отбора мощности! Увеличение или уменьшение производительности пара осуществляется ….. обычным вентилем, расположенным непосредственно на котле, у КЭП для этого существует переключатель (рассчитанный на 25,50,75 и 100%), и вся регулировка сводится к простому переключению например с 25% мощности на 100%, в ПЭ подобная операция может быть осуществлена только методом «тыка», никакой шкалы или переключателя нет!
- У котла ПЭ заброс воды в котел осуществляется …. простым вихревым насосом, который малоэффективен. Например, в нашем случае этот самый вихревой насос (итальянской фирмы ПЕДРОЛЛО) не мог поддерживать нормальную работу котла, и по-этому пришлось подключить к нему автоматическую насосную станцию. Только после этого мы добились более или менее стабильной работы котла. У котла КЭП для заброса воды в котел применяется плунжерный насос. Проблем с этим насосом не было вообще!
- У котла КЭП имеется питательный бак на 200 литров, встроенный в корпус, у котла ПЭ подобного бака нет, и по-этому пришлось поставить специальную емкость для питания котла (емкость с автоматической насосной станцией)
- На котле КЭП предусмотрена специальная система сброса лишней воды. Продувка (или сброс лишней воды) осуществляется автоматически. На котле ПЭ подобной системы нет вообще и когда насос «перегружал» котел водой, тот просто выключался. Включение котла после подобной остановки требует полного слива воды из котла, а это занимает не менее 3 — 5 минут, плюс после этого, уходит какое-то время на новый разогрев котла.
- У котла КЭП имеются два клапана аварийного сброса давления. У ПЭ только один.
- У котла КЭП можно автоматически выставить не только процент отбора мощности пара, но и требуемое давление: в манометре имеются две стрелки (верхнего и нижнего уровня давления), которыми можно установить требуемый диапазон (например от 3 до 5 атм) и котел будет работать только в этом диапазоне. В ПЭ стоит самый обыкновенный манометр и подобную регулировку осуществить невозможно.
- Так случилось, что нам пришлось разбирать сосуды обоих котлов (в ПЭ оказался элементарный брак: не был как следует прикручен электрод и в связи с плохим контактом он (электрод) просто отгорел), а в КЭП забился грязью и песком слив воды из сосуда (после чего были установлены два фильтра на воду и подобных проблем больше не возникало), так вот…… электродную часть котла ПЭ запросто смог вынуть один человек, а вот в КЭП ТРИ человека еле — еле справились с подобной задачей по той простой причине, что электроды КЭП весят намного больше. Оказалось что при одинаковой заявленной мощности, электроды в котле КЭП намного «солиднее»: они на порядок превосходят по габаритам электроды котла ПЭ. Это красноречиво говорит о запасе мощности и (как следствии) сроке службы каждого из котлов.
Все вышеизложенные данные получены на основании собственного опыта
 В аккумуляторе пара накапливается не пар, а вода. Но при этом вода в аккумуляторе пара кипит при температуре 140 – 160 °С. В момент, когда мы открываем кран подачи пара в блок форму, происходит разрядка давления и вся вода, кипящая при 140 – 160 °С , примерно за 0.1 секунды превращается в пар и под давлением попадает в блок форму. Таким образом, замещение в блок форме воздуха на пар занимает не более 1 сек. Это и есть так называемый «тепловой удар»
В аккумуляторе пара накапливается не пар, а вода. Но при этом вода в аккумуляторе пара кипит при температуре 140 – 160 °С. В момент, когда мы открываем кран подачи пара в блок форму, происходит разрядка давления и вся вода, кипящая при 140 – 160 °С , примерно за 0.1 секунды превращается в пар и под давлением попадает в блок форму. Таким образом, замещение в блок форме воздуха на пар занимает не более 1 сек. Это и есть так называемый «тепловой удар»
Объем парового аккумулятора равен 0,7 м3.
Изготавливается из нержавеющей стали 3мм
ЦЕНА: 91 000 рублей.
Гарантия на все оборудование — 1 год.
Оборудование есть на складе практически ВСЕГДА. Но если чего-то нет, то срок комплектации ЛЮБОЙ линии от 10 до 25 календарных дней.
Таможенные коды на наше оборудование для производства блоков несъемной опалубки:
Комплект оборудования для производства несъемной опалубки из пенополистирола
Предлагаем Вам рассмотреть возможность поставки оборудования для организации собственного производства несъемной опалубки.
Предлагаем блок-формы с ручным управлением, а также полуавтоматические комплексы для производства блоков несъемной опалубки.
Комплектация с блок-формой ПОЛУАВТОМАТ 150 шт./смена (8 часов)
Наименование
Привязка технологического оборудования к помещению и условиям заказчика.
Спецификации и исполнительные схемы.
Описание технологии производства.
Предвспениватель мод. ПВ-1
Предназначен для первичного вспенивания сырья. С пневмоприводом разгрузочного окна.
полуавтомат
Для производства проходных и торцевых блоков несъемной опалубки.
(1 шт.) Применяется для увеличения производительности блок-формы за счет снижения продолжительности цикла охлаждения блока.
(2 шт.) Бункера выполнены из полипропилена — прочного материала, хорошо пропускающего воздух. Служат для накопления вспененных гранул и прохождения процесса стабилизации и сушки гранул перед формованием.
(1 шт.) Служат для транспортировки вспененных гранул по пневмотранспорту.
(1 шт.) Сжатый воздух необходим для работы пневматики оборудования.
( 10 м .п.) Гибкий гофрированный воздуховод для системы пневмотранспорта.
Воздуховод и арматура полипропиленовая
Комплектующие необходимы для создания системы пневмотранспорта (передвижение вспененных гранул).
Включают отводы, краны, сгоны, резьбы, фланцы и прочие комплектующие, необходимые для монтажа комплекса.
Для накопления вырабатываемого котлом пара. Рабочее давление до 6 кгс/см 2 .
Для работы оборудования потребуется источник пара – промышленный пар или парогенератор, 250 кг/час, давление 5-6 атм.
Для повышения производительности приобретаются дополнительные блок-формы, либо ведется работа в 2-3 смены
Комплектация с блок-формой ПОЛУАВТОМАТ 300 шт./смена (8 часов)
Наименование
Привязка технологического оборудования к помещению и условиям заказчика.
Спецификации и исполнительные схемы.
Описание технологии производства.
Предвспениватель мод. ПВ-1
Предназначен для первичного вспенивания сырья. С пнвмоприводом разгрузочного окна.
полуавтомат
Для производства проходных и торцевых блоков несъемной опалубки.
полуавтомат
Для производства проходных блоков несъемной опалубки.
(2 шт.) Применяется для увеличения производительности блок-формы за счет снижения продолжительности цикла охлаждения блока.
(2 шт.) Бункера выполнены из полипропилена — прочного материала, хорошо пропускающего воздух. Служат для накопления вспененных гранул и прохождения процесса стабилизации и сушки гранул перед формованием.
(1 шт.) Служат для транспортировки вспененных гранул по пневмотранспорту.
(1 шт.) Сжатый воздух необходим для работы пневматики оборудования.
( 10 м .п.) Гибкий гофрированный воздуховод для системы пневмотранспорта.
Воздуховод и арматура полипропиленовая
Комплектующие необходимы для создания системы пневмотранспорта (передвижение вспененных гранул).
Включают отводы, краны, сгоны, резьбы, фланцы и прочие комплектующие, необходимые для монтажа комплекса.
Для накопления вырабатываемого котлом пара. Рабочее давление до 6 кгс/см 2 .
Для работы оборудования потребуется источник пара – промышленный пар или парогенератор, 300 кг/час, давление 5-6 атм.
Габариты производимого блока несъемной опалубки:
· Объемная масса вспененных гранул — рекомендуется не менее 25 кг/м 3
· Рекомендуемой сырье – импортное, типа Loyal Chemical F — SB , F — S (Китай), BASF и другие аналоги.
· Норма обслуживания комплекса 1-2 человека
· Гарантия на оборудование – 1 год
Требования, предъявляемые к производственному помещению,
для размещения в нем цеха по производству несъемной опалубки.
1. Высота потолка
Рекомендуемая высота производственного помещения должна составлять не менее 4 метров .
2. Площадь производственного помещения
Объект должен иметь не менее 70 м 2 производственной площади без учета площадей под складирование готовой продукции.
3. Подводка сетей электрификации (наружных сетей и внутренней разводки)
должна осуществляться с учетом общей (суммарной) мощности всего электрооборудования, входящего в цех по производству несъемной опалубки. Суммарная мощность электрооборудования составляет:
· 5,1 кВт – для комплекта с ручным управлением
· 12,8 кВт – для комплекта полуавтомат
+ мощность на производство пара
Возможна работа линий с применением парогенераторов на газе, жидком топливе (при необходимости поставляются нашим предприятием), а также работа оборудования с использованием промышленного пара.
4. Потребляемый объем воды
Затраты на производство пара составляют 0,2 м 3 /час.
Расход воды на каждый цикл охлаждения (для комплекта с ручным управлением) — 80. 100 литров (используется емкость для оборотной воды объемом 5- 10 м 3 на каждую блок-форму).
При использовании полуавтоматических блок-форм – охлаждение вакуумное.
5. Канализация
Необходима канализация, выведенная либо в общую канализационную систему, либо за пределы цеха.
6. Вентиляция
Рекомендуется в зоне хранения сырья и на месте выдержки вспененного полистирола (бункера выдержки) предусмотреть вытяжную вентиляцию на уровне пола и приточную сверху под потолками для избегания накопления воздушно-пентановой смеси.
Чертеж проходного (рядового) блока несъемной опалубки
Проходные блоки несъемной опалубки используются для возведения основных участков несущих стен, ограждающих конструкций.
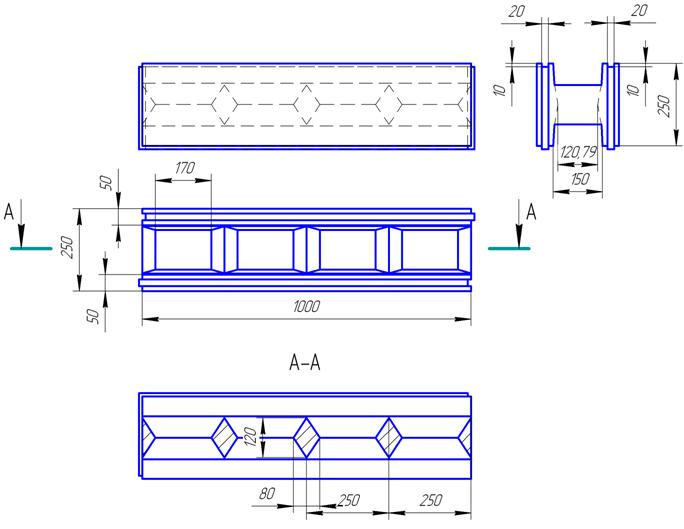
* Конструктивные особенности блока, его размеры, форма и проч. обсуждаются с каждым заказчиком индивидуально.
Чертеж торцевого блока несъемной опалубки
Торцевые блоки несъемной опалубки необходимы для образования углов, дверных и оконных проёмов.
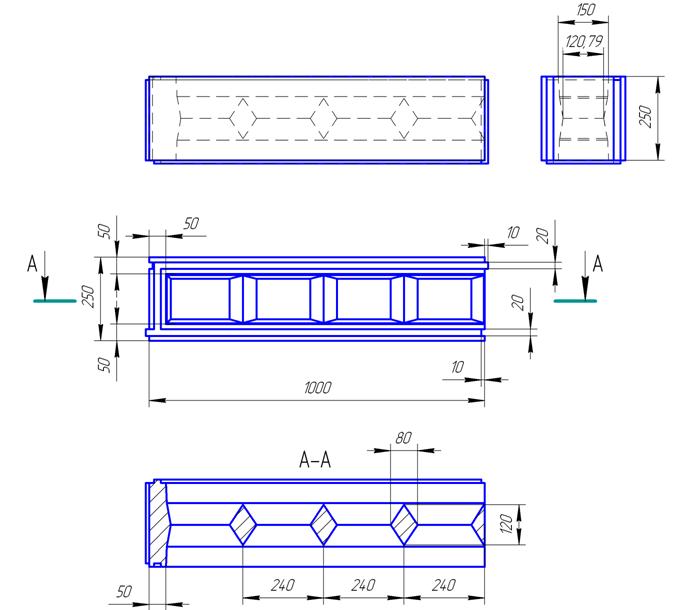
*Конструктивные особенности блока, его размеры, форма и проч. обсуждаются с каждым заказчиком индивидуально.
Двух видов блоков – проходного и торцевого – достаточно для полноценного строительства по технологии несъемной опалубки.
Возможно проектирование оборудования под иной вид блока несъемной опалубки
Также предлагаем Вам рассмотреть возможность поставки следующего оборудования для организации собственного бизнеса:
Линии для производства листового пенопласта
Пенопласт (пенополистирол) – хорошо зарекомендовавший себя во всем мире утеплитель, без которого в настоящее время не обходится ни одно строительство.
Предлагаем поставки высокотехнологичного современного оборудования, производительностью от 40 до 120 м 3 /смена и более. Оборудование для производства пенопласта может снабжаться автоматической системой управления процессом, исключающей человеческий фактор при производстве
Оборудование для производства фасадных термопанелей с клинкерной плиткой
Фасадные термопанели с клинкерной плиткой на основе пенополистирола – уникальная немецкая технология облицовки, сочетающая в себе непревзойденный внешний вид и одновременное утепление здания.
Данная технология получила широкое распространение за рубежом и сейчас активно набирает популярность в России.
Оборудование для производства термотары из пенополистирола
Ящики с крышкой из пенополистирола являются оптимальным решением любых проблем, связанных с транспортировкой и хранением свежей охлажденной рыбы или мяса, овощей, фруктов, мороженного
Нашим предприятием осуществляется монтаж и пуско-наладка всего предлагаемого оборудования, а также обучение персонала заказчика работе на нём.
Данное оборудование может быть смонтировано и запущено на базе уже существующего цеха по производству несъемной опалубки. В этом случае затраты будут значительно ниже, чем при отдельном запуске, т.к. большая часть необходимого оборудования у Вас уже будет установлена.
Оборудование для несъемной опалубки из пенополистирола
Оборудование для несъемной опалубки из пенополистирола купить по антикризисной цене
Оборудование для несъемной опалубки из пенополистирола, мы производим уже более 10 лет. Имеем большой опыт при проектировании и изготовления оборудования в ручном, полуавтоматическом и автоматическом режиме.
Несъемная опалубка из пенопласта.





Мы сами производим все необходимое оборудование, мы не являемся посредниками, ничего не перепродаем.
Поэтому, в нашем оборудовании сочетается высокое качество, при доступных ценах.
Несъемная опалубка из пенополистирола — это блоки или панели из различных материалов, которые монтируются в единую опалубочную конструкцию — форму для укладки монолитного армированного бетона.
Этот метод – ускоряет и упрощает строительство за счёт объединения нескольких операций в одном технологическом цикле.
Несущая стена с нужным сопротивлением теплопередаче возводится за один технологический цикл.
Оборудование для несъемной опалубки из пенопласта- выпускается в трех вариантах.
Автоматическое.
То есть, полностью автоматическое управление. Включая систему подачи пара и режима охлаждения блоков.
Оператору требуется только снять готовый блок.
Полуавтоматическое.
Управление оператором с пульта дистанционного управления.
Оборудование для несъемной опалубки из пенополистирола- выпускает три вида блоков:
– угловой;
– маршевый;
– стыковочный к угловому.
Стыковочный блок необходим, для правильного расположения внутренних перегородок в вертикальной плоскости.





Наше оборудование для несъемной опалубки из пенопласта, выпускает блоки в двух вариантах:
– для умеренного климата: с толщиной стенок 50/50 мм для средней климатической зоны.
– для северных регионов, с толщиной стенок 50/100 мм.
Для каждого из двух вариантов требуется своя формовочная машина “50/50мм” и “50/100мм.” соответственно.
 Производительность, 450-500 шт. за 1 рабочую смену (8часов) при работе на одной установке в режиме “Автомат”, включая систему подачи пара и режима охлаждения блоков, оператору требуется только снять готовый блок.
Производительность, 450-500 шт. за 1 рабочую смену (8часов) при работе на одной установке в режиме “Автомат”, включая систему подачи пара и режима охлаждения блоков, оператору требуется только снять готовый блок.
Оборудование для несъемной опалубки из пенополистирола купить у нас можно по предварительному заказу.
Срок исполнение заказа – 30 дней.
Наши установки поставляются напрямую от производителя.
Предлагаемая продукция отличается выгодными расценками.
Поставка от производителя – это всегда разумные цены и гарантия качества.
Многолетний опыт изготовления оборудования, профессионализм и компетентность.
Залог доверия к нам – надежное оборудование и качественное, своевременное исполнение заказов.
Оборудование для несъемной опалубки из пенопласта, мы производим на собственных производственных площадях. Это означает, что мы не зависим от других предприятий и весь комплекс работ по изготовлению, установке и отладке самостоятельно.
Кроме того, мы поможем Вам с доставкой оборудования, до вашего предприятия.

Основным преимуществом применения технологии несъемной опалубки из пенополистирола, является возможность возведения многослойной ограждающей конструкции с большим сопротивлением теплопередачи.
 Такой способ возведения стен намного упрощает проведение строительных работ.
Такой способ возведения стен намного упрощает проведение строительных работ.
Поскольку сама опалубка обладает необходимыми параметрами и дополнительной звуко- или теплоизоляции не требуется.
Несъемная пенополистирольная опалубка отличается необычайной простотой конструкции, и с ее сооружением с легкостью справится даже непрофессионал.

И в результате произведенных технологических операций — монтажа стеновых блоков и плит перекрытий — сооружается здание, которое можно рассматривать как жесткую пространственную рамную конструкцию, обрамленную пенополистирольной тепло- и звукоизоляционной оболочкой.
Дом готов — остается лишь проложить внутренние коммуникации и заняться отделкой дома.

Коттеджный поселок, построенный по технологии несъемной опалубки.
Возможно вас заинтересует другое наше оборудование для производства листового и блочного пенопласта, полистиролбетона, фасадных клинкерных термопанелей, термоконтейнеров.

Не верите? Нажмите!
Есть вопросы? Напишите нам – будем рады ответить.
Контактное лицо: Владимир Петрович.
Несъемная опалубка из пенополистирола своими руками

Опалубка для фундамента несъемного типа – это панели или блоки, изготовленные на основе различных материалов, каждый из которых монтируется в единую конструкцию. После того, как бетон наберёт заданную прочность система становится функциональным элементом основания.
Несъёмная опалубка для фундамента – преимущества
Несъемная опалубка из пенополистирола обладает указанными свойствами:
- производство несъёмной опалубки из пенополистирола позволяет получать недорогой материал, пригодный для нужд частного строительства;
- простота реализации монтажа;
- высокие прочностные характеристики. Опалубка для фундамента выдерживает давление бетона при заливке;
- при использовании пенополистирольных блоков происходит удешевление строительства основания. Материал обладает отличными теплоизоляционными свойствами, что избавляет от обустройства дополнительных слоев, реализуется энергосбережение;
- пожаробезопасность;
- при соблюдении правил монтажа, работы проводятся в кратчайший срок;
- небольшая масса блоков;
- влагоустойчивость;
- герметичность;
- звукоизоляция;
- экологическая безопасность;
- достойное соотношение стоимости и качественных характеристик.
Опалубочная система из пенополистирола, производство
Изготовление блоков может происходить, согласно следующим методикам:
- литейная – отличается эффективностью и технологичностью. Полученные блоки характеризуются качественной поверхностью. Количество отходов сводится к минимуму;
- вырезание.
Технологические этапы литейного метода:
- предварительное вспенивание – материал проходит однократную обработку водяным паром. Гранулы расширяются в объёме и достигают плотности 25-35 кг/м³;
- выдерживание вспененного материала в бункере для дозревания, когда состояние гранул стабилизируется, они избавляются от лишней влаги. Длительность дозревания – 12-24 ч;
- формовка блоков – используются блок – формы, где происходит повторное вспенивание. Охлажденный водой блок, может быть извлечен;
- выдержка – этап длится 12-24 ч. Окончательное время зависит от влажности и температуры того помещения, где ведутся работы;
- дробление отходов и перевод их в накопитель. Оставшийся материал может быть использован повторно, однако в количестве, не превышающем 3% от общего объема.
Производство несъёмной опалубки из пенополистирола, оборудование

Для организации мини-линии необходимо подготовить помещение 40-60 м². В частном строительстве легко организовать производство несъёмной опалубки из пенополистирола своими руками.
Как выбрать оборудование?
Аккумулятор пара/парогенератор. Выбор должен опираться на следующие характеристики:
- t при вcпенивании – 100-115°;
- t при формовке – 130-140°;
- давление пара на этапе вспенивания – 1-1.5 Атм;
- давление пара при формовке – 4-5 Атм;
- расход пара на этапе вспенивания – 50-100 кг/ч;
- расход пара при формовке – 25-50 кг/ч.
Парогенератор рекомендовано устанавливать вместе с аккумулятором пара, в противном случае потребуется оборудование более высокой мощности. При вспенивании материал должен получить «тепловой удар».
Предвспениватель:
- если необходима максимальная автоматизация процесса, рекомендовано приобретать соответствующий дозатор и устройство для подачи сырья, но ручное управление дешевле;
- можно подобрать устройство с встроенным парогенератором.
Бункер для дозревания:
- устройство позволяет контролировать объём вспененных гранул и необходимо для их просушки;
- в бункер в непрерывном режиме подается подогретый воздух.
Блок-формы:
- для строительства необходимо выбирать те комплектующие, которые рассчитаны на производство несъемной опалубки из пенополистирола;
- мастер может использовать блоки Н-образной или П-образной формы;
- хорошо, если они выполнены из металла и есть краны для слива конденсата и сброса избыточного давления.

Также потребуется пневмотранспорт, блок управления, дробилка отходов, приёмный бункер для предвспенивателя и некоторые комплектующие.
Средняя производительность позволяет получить 100-300 блоков за раз. Полный цикл производства одного блока занимает не более двух минут. С использованием подобного оборудования можно сделать несъемную опалубку из пенополистирола своими руками.
Несъёмная опалубка из пенополистирола, размеры
Размер несъёмной опалубки из пенополистирола указан в табличных данных.
Несъёмная опалубка, технология
Строительство при помощи несъёмной опалубки из пенополистирола позволяет создавать следующие конструкции:
- перекрытия из несъёмной опалубки из пенополистирола;
- стены – согласно технологии «тёплый дом»;
- опалубка для фундамента (своими руками создаются высокопрочные основания);
- для возведения уличных бассейнов используется несъемная опалубка из пенополистирола, цена конструкции снижается в разы.
Как собрать систему?
Технология работ состоит в следующем:
- основание покрывается гидроизоляционным материалом;
- вбиваются арматурные прутья;
- расстояние между рядами выбирается, исходя из проведенных расчётов;
- блоки надеваются на арматурные пруты;
- фиксируется первый слой – горизонтальная арматура помещается в специальные пазы;
- соединение производится внахлест проволочными скрутками;
- на этом уровне размещаются отводы для дверных откосов и внутренних перегородок;
- форму несъёмной опалубки фиксируют при выкладке второго слоя блоков, с обеспечением перекрытия швов;
- отслеживается совпадение боковых сторон каждого слоя, при этом выполняется смещение ряда, чтобы обеспечивалось перекрытие швов;
- подобный процесс напоминает кирпичную кладку;
- по вертикали блоки фиксируются при помощи пазов. Для замыкания достаточно произвести лёгкий нажим;
- выполняется укладка третьего слоя, вертикальные швы выравниваются;
- проводится заливка бетона;
- раствор уплотняется глубинным вибратором или куском арматуры;
- Последние блоки лучше заполнить на ½ — шов окажется внутри блока и стены будут прочнее.
Стоимость и расчёт строительства

Несъёмная опалубка из пенополистирола (цены доступны любому строителю) позволяет создавать экономичные постройки. Для наглядности подобной экономии можно провести ориентировочный расчёт.
Неснимаемая опалубка из пенополистирола цена/расчёт на стены, м²:
- необходимо несъёмную опалубку купить из расчёта 3.3 шт/м² ̴ 495 р;
- бетонная заливка – 0.15 м² – ориентировочно 125 л – текущая цена на материал;
- арматура — до 10 кг/м² – текущая цена на материал.
Если купить несъёмную опалубку из пенополистирола, цена на возведение одного этажа будет следующей:
- общая S стены за вычетом оконных и дверных проемов (10*10 м – 40 м)*3 м = 180 м²;
- опалубка из пенополистирола цена – 180 м² * 490 р = 88.200 р;
- цена на бетонирование – 180 м²*0.15 м³ = 3000 р*27 м³ = 81 т.р;
- арматура – 180 м²* 10 кг = 1.8 т/21 т.р = 37.8 т. р.
Общая стоимость – 207 т.р – 1150 р/м² (несъёмная опалубка (цена) + арматура + бетон).
Что выгоднее купить опалубку или сделать ее самостоятельно?
Если частный строитель сам производит опалубку из экструдированного пенополистирола для фундамента, цена складывается из стоимости оборудования, исходных материалов и ресурсов:
- пар/вода, электроэнергия – зависит от региона;
- полистирол суспензионный вспенивающийся – от 350 р/100 л;
- комплект оборудования – от 450 т.р.
Средняя себестоимость блоков, изготовленных на собственном оборудовании, составляет 310 р/м². Если было бы необходимо обустроить стену, площадью 180 м², затраты составили бы 55.8 т.р. Это дешевле, чем использование покупного материала.
Однако, полной окупаемости при возведении единичных построек добиться невозможно. Выгода может быть получена только в том случае, если частный строитель планирует возведение нескольких домов в долгосрочной перспективе по системе «тёплый дом», то есть все конструкции будут выстраиваться на несъёмной опалубке.
Оценки профессиональных строителей
Несъемная опалубка из пенополистирола, отзывы о которой звучат в положительном ключе, заслужила признание и в среде профессиональных строителей. Крупные холдинги все чаще используют несъёмные системы для возведения различных объектов в условиях городской и загородной застройки.
Как изготавливается несъемная опалубка из пенополистирола вырезным методом показано в видео:
Книги по теме:
Справочник новейших технологий в строительстве и ремонте — В. Котельников — 234 руб.- ссылка на обзор книги
Фундамент. Прочно и надежно — Виктория Крейс — 79 руб.- ссылка на обзор книги
Арматурщик — Галина Куприянова — 621 руб.- ссылка на обзор книги
Сварка строительных металлических конструкций — Александр Ибрагимов — 857 руб.- ссылка на обзор книги