Оборудование для вспенивания полистирола
Оборудование для вспенивания полистирола
 Предвспениватель — предназначен для первичного вспенивания гранул полистирола вспенивающегося методом тепловой обработки. В качестве теплоносителя используется насыщенный водяной пар.
Предвспениватель — предназначен для первичного вспенивания гранул полистирола вспенивающегося методом тепловой обработки. В качестве теплоносителя используется насыщенный водяной пар.
Все предвспениватели подразделяются на 2 вида:
- непрерывного действия
- периодического действия
Выпускаемый нами предвспениватель (далее ПВ) ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ.
Такой выбор обосновывается рядом преимуществ, которыми обладает предвспениватель периодического действия над ПВ непрерывного действия:
недостатки предвспенивателей непрерывного действия:
1) В процессе вспенивания плотность гранул регулируется тремя способами, обычно в следующем порядке:
- регулировка подачи пара
- регулировка скорости подачи
- регулировка высоты перепускного желоба, если он имеется
Все три способа включают в себя регулировку времени пребывания гранул в камере
2) Давление пара может быть только снижено (посредством смешивания с воздухом), но не увеличено, т.к. процесс происходит при атмосферном давлении (непрерывные предвспениватели представляют собой открытую, абсолютно негерметичную емкость).
Этот недостаток кроме возможного нарушения самой технологии вспенивания влечет за собой и другой, не менее важный. А именно неэкономичный расход пара, и как следствие, увеличение расходов на парообразование.
3) Среднее время нахождения сырья в предвспенивателе непрерывного действия около 3 минут, при этом минимально достигаемая плотность вспененных гранул напрямую связана с содержанием пентана в сырье.
преимущества предвспенивателя периодического действия:
1) Давление в предвспенивателе регулируется, поэтому и требуемая температура пара для прохождения процесса вспенивания может быть подобрана в соответствии с необходимой плотностью или с уровнем содержания пентана в сырье.
. Не соответствующая требованиям температура пара может привести к разрушению ячеек
Хорошая внешняя структура ячеек
Нарушенная внешняя структура ячеек


Чем ниже содержание пентана в сырье, тем позже начинается вспенивание и тем выше необходимая температура.
2) Предвспениватель периодического действия — герметичная емкость, что влечет за собой гораздо более экономичный расход пара, а также позволяет повысить скорость вспенивания по сравнению ПВ непрерывного действия.
При периодическом вспенивании плотность гранул регулируется следующим образом:
- регулировка времени парообработки гранул;
- регулировка количества сырья при каждой загрузке;
- регулировка высоты, до которой вспененные гранулы поднимаются в рабочей камере;
- регулировка давления пара;
- регулировка количества пара.
Таким образом, периодические вспениватели имеют более гибкий принцип действия, а более низкая плотность может быть получена даже для относительно мелких гранул. Изменение объема происходит быстро и с минимальными потерями.
Базовые модели вспенивателей
ПВ-1
Предвспениватель производительностью 10 куб. м в час обеспечивает производительность цеха 70-90 куб. м пенопласта в смену (8 часов) в зависимости от навыков обслуживающего персонала.
Загрузка сырья ручная через раструб в верхней части ёмкости. Выгрузка гранул через дверцу с ручным или пневмоприводов по выбору заказчика.
ПВ-1А (автомат)
Высокопроизводительный предвспениватель, обеспечивающий производительность цеха до 200 куб.м в смену.
Работает в полностью автоматическом и ручном режиме с управлением с пульта. Подача сырья осуществляется через дополнительный загрузочный бункер с гибким шнеком. Дозирование — весовое. Выгрузка вспененных гранул осуществляется в сушильную установку, откуда направляется в бункера выдержки гранул. Транспортировка вспененных гранул осуществляется пневмотранспортом с трубой вентури, что исключает деформацию вспененных гранул.
ПВ-3
Компактный и экономичный вспениватель периодического действия производительностью 0,75 куб. м в час. Применяется в производствах, где пенополистирол не является основным сырьём: литьё по газифицируемым моделям (ЛГМ), изготовление полистиролбетона, производство бескаркасной мебели, мягких игрушек, частично наполняемых гранулами вспененного пенополистирола; производство туристического и спортивного снаряжения и т.д.
Загрузка ручная через раструб, выгрузка через дверцу. Возможно изготовление с ручным приводом по выбору заказчика.
Технология производства пенопласта
Содержание :
1.1. Краткая характеристика сырья
В качестве сырья используется вспениваемый самозатухающий полистирол, содержащий 5-6% смеси пентана и изопентана, являющейся вспенивающим фактором. Эта смесь содержится в гранулах полистирола в растворенном виде.
Сырье имеет вид гранул, получаемых путем суспензионной полимеризации стирола. Оно содержит вещество, снижающее горючесть -антипирен.
После подогрева до температуры 90-100°С, под действием улетучивающегося пентана гранулы увеличивают свой объем (процесс вспенивания) примерно в 30-65 раз. В промышленной практике для вспенивания полистирола используется водяной пар, который проникает также внутрь гранул и способствует действию пентана.
Международное обозначение вспениваемого полистирола: EPS самозатухающий FS.
Хранение :
Хранить исключительно в заводской, плотно закрытой таре или контейнерах, установленных в проветриваемых помещениях или под навесом, далеко от источников тепла и огня. Рекомендуется хранить сырье при температуре, не превышающей 20°С.
Продукт, хранимый при рекомендуемой температуре, следует использовать не позднее 3-6 месяцев с даты исследования продукта, указанной в сертификате качества. Продукт из частично опорожненной или поврежденной тары следует использовать немедленно.
В производственных помещениях можно хранить сырье в количестве, не превышающем его среднесуточный расход.
1.2. Переработка вспениваемого полистирола .
Окончательная плотность готового продукта определена уже на этапе предварительного вспенивания.
Важным показателем является контроль давления при процессе вспенивания, для непрерывных предвспенивателей 0,015-0,03 МПа, для циклических 0,015-0,02 МПа.
Во вспенивателе два способа изменения мнимой плотности продукта:
- путем изменения количества подаваемого сырья;
- путем изменения уровня вспениваемого материала в рабочей камере;
Первый и второй способ оказывают влияние на время нахождения вспениваемого материала в рабочей камере. Третий способ влияет на температуру в камере.
Влияние времени нахождения сырья во вспенивателе на мнимую плотность продукта представлено на рис.1.2.
Если время нахождения сырья во вспенивателе слишком продолжительно, то гранулы начинают усаживаться и плотность растет; при слишком высокой температуре вспененные гранулы могут образовать комки. Оба эти явления могут происходить одновременно. И оказывать непосредственное влияние на качество конечного продукта.
Плотность

Продолжительность предварительного вспенивания
Рис.1.2. Зависимость между мнимой плотностью и продолжительностью вспенивания
С целью получения низкой плотности ( 3 ) применяют двухступенчатое вспенивание. Двухступенчатое вспенивание проводят с помощью того же самого оборудования, которое используется для одноступенчатого вспенивания, с подачей предварительно вспененного сырья через систему вторичного вспенивания.
С целью достижения оптимальных результатов вспенивания гранулы перед вспениванием второй ступени должны быть насыщены воздухом (процесс кондиционирования).
Предварительно вспененные гранулы поступают в сушилку с кипящим слоем, в которой теплый воздух (темп. примерно 30-40°С) проходит через перфорированное днище сушилки, сушит и продвигает гранулы в направлении выгрузочного вентилятора.
Воздушная струя должна распределяться таким образом, чтобы процесс сушки и перемещения гранул протекал равномерно по всей длине сушилки (регулировка осуществляется с помощью заслонок в воздушных камерах сушилки).
Одним из чрезвычайно важных факторов, оказывающих влияние на вспенивание полистирола, является продолжительность хранения сырья. Чем старше сырье, тем продолжительнее вспенивание и тем труднее достичь требуемой мнимой плотности вспененных гранул. Поэтому срок хранения сырья в герметичной упаковке ограничен до шести месяцев.
1.3. Техническое оснащение узла предварительного вспенивания
2.1. Основы процесса кондиционирования гранул
В ходе кондиционирования воздух проникает внутрь вспененных гранул вследствие образовавшегося в них вакуума, а из вспененных гранул в атмосферу выпускается влага в виде пара и пентан, не прореагировавшие остатки процесса полимеризации сырья. Указанный газообмен возможен благодаря газопроницаемости полистироловых оболочек.

Рис.2.1. Гранулы вспениваемого полистирола в процессе кондиционирования
Скорость диффузии воздуха внутрь гранул обусловлена, главным образом, мнимой плотностью, температурой окружающей среды и размером гранул. Целью удаления влаги с поверхности гранул в сушилке с кипящим слоем является получение 100% мнимой поверхности, через которую осуществляется газообмен.
Скорость испарения пентана также зависит от плотности, температуры окружающей среды и размера гранул. Из крупных гранул пентан испаряется медленнее, чем из гранул малого диаметра, что обусловлено соотношением между поверхностью гранулы и ее массой.
2.2. Техническое оснащение узла кондиционирования гранул
Силосы, используемые для кондиционирования вспененных гранул, изготовляются в виде легкой металлической конструкции стеллажного типа с контейнерами из ткани, пропускающей воздух.
При перемещении вспененных гранул с помощью струи воздуха, на поверхности гранул накапливаются сильные электростатические заряды. Поэтому чрезвычайно важно тщательно заземлить все металлические элементы силосов, транспортных трубопроводов и остального оборудования.
2.3. Параметры кондиционирования гранул
Температура окружающей среды в цехе кондиционирования гранул не должна быть ниже 15°С, при более низкой температуре продолжительность кондиционирования увеличивается. В летний период, при температуре свыше 20°С время кондиционирования сокращают, а при более низких температурах — продлевают.
При транспортировке свежих гранул в силосы, их мнимая плотность увеличивается в результате столкновений со стенками трубопровода. Поэтому при установке параметров вспенивания необходимо учитывать увеличение плотности при транспортировке.
3.1. Характеристика процесса формования
При выработке блоков вспененные гранулы свободно засыпают в камеру формы до ее полного наполнения. Затем в форму подают насыщенный сухой водяной пар под давлением 0,2-0,4 МПа, что приводит к дальнейшему увеличению объема гранул. В связи с тем, что гранулы находятся в закрытой камере, сначала заполняется свободное пространство между ними, а затем гранулы сцепляются друг с другом.
Рис.3.1.1. Пример фазового цикла формования блоков без использования вакуума

1) наполнение 2) продувание 3) запаривание 4) охлаждение 5) расформовка
Рис.3.1.2. Пример фазового цикла формования блоков с использованием вакуума 
| 1) наполнение 2) вакуум 3) продувание 4) запаривание — рост |
5) запаривание — выдержка 6) выпуск 7) вакуумное охлаждение 8) разгрузка |
Важным фактором при запаривании блока является подача в камеру в свободное пространство между гранулами соответствующего количества пара в кратчайшее время. Для этого необходима соответствующая вентиляция (продувание), целью которой является удаление воздуха перед началом процесса запаривания. Недостаточная продолжительность продувания приводит к неоднородной плотности и плохому спеканию блока.
Важно также поддерживать постоянную высокую температуру формы, в противном случае значительно растет расход пара (рис.3.1.3) и пар становится мокрым, что снижает качество сцепления гранул.

Рис.3.1.3. Примерный расход пара в зависимости от температуры формы
Давление, которое блок оказывает на внутренние стенки формовочной камеры, составляет примерно 0,08 МПа. Для того, чтобы блок можно было вынуть из формы без его повреждения, это давление необходимо уменьшить до величины около 0,01 МПа. Время, необходимое для уменьшения давления блока, то есть время охлаждения, зависит от марки пенопласта.

Рис.3.1.4. Примерное время охлаждения блока в зависимости от продолжительности кондиционирования
В фазе продувания и охлаждения применяется вакуум с целью интенсификации процесса запаривания и ускорения процесса охлаждения.
4.1. Краткая характеристика процесса кондиционирования блоков
После окончания процесса формования блоки кондиционируют. Кондиционирование проводится с целью снижения влажности и устранения внутренних напряжений, возникающих при формовании. Кроме того, при этом протекают процессы диффузии газов и выравнивания давления внутри гранул с атмосферным давлением, подобные процессам, происходящим при кондиционировании предварительно вспененных гранул.
В процессе кондиционирования блоков очень важную роль играет очередность их использования, соответствующая очередности формования, то есть при отборе блоков для разрезания следует начинать с самых «старых».
Разрезание блоков осуществляется с помощью реостатной проволоки, нагретой до соответсвующей температуры.
Все отходы подаются в измельчитель, откуда в измельченном виде пневматически транспортируются на вторичное использование.
Окраска пенополистироловых плит должна быть такой же, как окраска предварительно вспененных гранул полистирола.
Необходимо проводить выборочную проверку плит — по крайней мере 2 шт. на длине каждого блока.
Если плиты отвечают предъявляемым требованиям, то после укладки в стопки они направляются на упаковку.
Если отклонение от требуемых размеров превышает допустимую величину, то следует еще раз проверить по одной плите на всей длине блока, определить причину, произвести соответствующую корректировку промежутков между отрезками реостатной проволоки.
Проверить таким же образом размеры плит, полученных в результате разрезания следующего блока.
Плиты, которые не отвечают предъявляемым требованиям, направляются на вторичное использование.
Отходы используется вторично в производстве блоков.
6.1. Техническое оснащение узла
Устройство предназначено для измельчения пенополистироловых отходов, в результате чего получают крошку, используемую в качестве добавки к гранулам полистирола при производстве пенополистироловых блоков. Размеры получаемой таким образом крошки составляют до 15 мм.
Интересно? Оставьте закладку, что бы вернуться сюда позже!
Оборудование для производства пенопласта. Линия для производства пенопласта. Мини завод по производству пенопласта.

Мы производим и продаем оборудование для пенопласта мощностью от 20 до 240 кубометров за смену 8 часов.
Цены за комплекты оборудования для производства пенопласта:
 1. Комплект оборудования производства пенопласта до 20 м3 в смену 8 часов. Цена — 519 500 руб.
1. Комплект оборудования производства пенопласта до 20 м3 в смену 8 часов. Цена — 519 500 руб.
С нашим оборудованием для производства пенопласта Вы сможете выпускать листовой пенопласт (пенополистирол), который широко используется в строительстве.
Наше оборудование позволяет производить от 20 до 100 кубометров пенопласта за смену 8 часов (от 60 до 300 м3 в сутки).
У нас Вы можете купить следующее оборудование для производства пенопласта:
Первый модуль оборудования производства пенопласта — ПРЕДВСПЕНИВАТЕЛИ
Предвспениватель непрерывного вспенивания ПН — 01
Цена: ПН — 01 — 109 000 руб.
ПН – 01 из нержавеющей стали* — 182 000 руб.
Предвспениватель непрерывного вспенивания ПН – 04
Цена: ПН – 04 — 122 000 руб.
ПН – 04 из нержавеющей стали* 182 000 руб.
Предвспениватель цикличного вспенивания ПЦ — 02
Аббревиатура:
ПН – предвспениватель непрерывный
ПЦ – предвспениватель цикличный
В предвспенивателях непрерывного действия (ПН-01, ПН-04) подача сырья и выход вспененных гранул ПСВ-с осуществляются непрерывно. Вспенивание происходит при давлении пара 0.5 – 0.7 АТМ. Данный предвспениватель позволяет получить большую производительность при первичном вспенивании для веса 15 – 17 кгкуб и выше. Данные предвспениватели рекомендуются для производства пенопласта с весом от 13-15 кгкуб и выше. Например: для производства блоков несъемной опалубки, фасадного пенопласта, сэндвич панелей, строительного пенопласта марки ПСБ-25, 35,50 итд.
В предвспенивателях цикличного действия (ПЦ – 02) подача и выгрузка сырья осуществляются порциями (циклами). Вспенивание происходит в герметичном сосуде, при давлении пара до 3 АТМ. Данный предвспениватель позволяет получить более низкий вес гранул при первичном вспенивании (8 – 9 кгкуб) Благодаря создаваемому давлению внутри камеры и наличию фотоэлементов, вспенивание будет происходить ровно до того момента, пока не будет достигнут желаемый результат. То есть цикличные предвспениватели позволяют более точно проводить первичное вспенивание. Данные предвспениватели рекомендуются для производства пенопласта с весом ниже 10 кгкуб. ПСБ –15.
Цена: 524 000 руб.
Производство пенопласта — АВТОМАТИЧЕСКАЯ ПОДАЧА И ДОЗИРОВКА СЫРЬЯ В ПРЕДВСПЕНИВАТЕЛЬ.
Дозатор ПС — 01 (используется с предвспенивателем ПН-01, ПЦ-02, ПН-04)
Цена: ПС-01 — 39 000 руб.
Устройство автоматической подачи сырья ПС — 02.
Цена: ПС-02 — 102 000 руб.;
Второй модуль оборудования для производства пенопласта — ПРИЕМНЫЙ БУНКЕР ПРЕДВСПЕНИВАТЕЛЯ С ТРУБОЙ ВЕНТУРЕ.
Приемный бункер ПБ-01
Цена: 23 000 рублей.
Приемный бункер-сушка ПБ-02
Цена: Цена: 100 000 руб.
Вентилятор приемного бункера с подогревом
Цена: 23 000 руб.
Важный модуль оборудования для производства пенопласта — БУНКЕР ВЫЛЕЖИВАНИЯ.
Бункер вылеживания сборный.
Мешок вкладыш в бункер .
Цена: С крепежными лентами – 14 000 руб.
Вентиляторы для пневмотранспорта бункеров вылеживания.
Цена: Вентилятор ВР 80-75 №3.15 11 800 руб.
Вентилятор ВР 80-75 №3.15 с приемным бункером вторичного вспенивания 16 500 руб.
Труба вентуре для бункеров вылеживания
Цена: одной трубы вентуре 5 000 руб.
Промежуточный бункер блок формы, предвспенивателя.
Мешок вкладыш в промежуточный бункер блок формы, предвспенивателя.
Цена: Без крепежных лент –12 000 руб.
Основной модуль оборудования для производства пенопласта — БЛОК ФОРМЫ.
Блок форма БФ 0.5, БФ 1.0 PLUS, БФ «SIP», БФ «СЭНДВИЧ»
— Охлаждение — посредством вакуумного насоса;
— Производительность блок-формы — 5-6 м3 в час (зависит от качества пара, качества сырья, квалификации персонала);
— Время формовки одного блока пенопласта — 2 мин.(не более);
— Получаемая плотность 6 — 40 кг/куб.
— Габариты (мм.):
БФ-05 — 1200х750х1500
БФ-1 — 2300х750х1500
БФ-СИП — 3200х750х1600
Цена: Блок форма БФ 0.5 — 116 000 руб.
Блок-форма БФ 1.0 PLUS — 164 000 руб.
Блок форма БФ «SIP» — 242 000 руб.
Блок форма БФ «СЭНДВИЧ» — 242 000 руб.
Электропривод на верхнюю крышку для любой формы — 25 000 руб.
Тефлоновое покрытие для любой блок формы — 43 000 руб.
Блок-форма БФ 1.0 AUTO PLUS
Цена: Цена: 910 000 руб.
ВАКУУМНЫЙ НАСОС.
Цена: 50 000 руб.
Ресивер для вакуумного насоса.
Цена: из нержавеющей стали — 97 000 руб.
из углеродистой стали -32 000 руб.
Производство пенопласта — СТОЛЫ ДЛЯ РЕЗКИ ПЕНОПЛАСТА.
Станок для резки пенопласта С — 10 AUTO
Цена: С-10 AUTO — 311 000 руб.
Стол С – 09 AUTO
Цена: С-09 AUTO — 183 000 руб.
С-09 AUTO SIP — 198 000 руб.
Стол С – 05 AUTO — Самый популярный и самый современный на сегодняшний день стол из того перечня, что мы можем изготовить
Цена: С-05 AUTO — 119 000 руб.
С-05 AUTO SIP — 132 000 руб.
Стол для горизонтальной резки пенопласта С-01.
Цена: cтола без трансформатора — 29 000 руб.
Стол для резки четвертей листа С — 06
Цена: 40 000 руб.
Производство пенопласта. Столы для фигурной резки пенопласта в 3D формате
Станок для фигурной резки пенопласта в двух плоскостях FRP 2400 – 2D стандарт
На станке фигурной резки пенопласта можно обрабатывать пенополистирол или экструдированный пенопласт любой плотности.
На станке фигурной резки пенопласта 2D можно вырезать огромное количество всевозможных деталей, фигур, элементов рекламы и декора фасадов. На станке фигурной резки пенопласта можно вырезать, например, погонажные изделия (плинтус, наличник), скорлупы для утепления труб, элементы фасадной отделки, колонны, утеплитель для шифера, утеплитель для профлиста, буквы любого формата и многое многое другое.
Станок фигурной резки пенопласта управляется компьютером, при помощи программы, разработанной нашим программистом Дорофеевым Александром. Наша программа управления станком фигурной резки пенопласта полностью оригинальна, то есть, отлична от подобных программ других производителей. В нашей программе были учтены и устранены все недостатки подобных программ для управления станками фигурной резки пенопласта. Если при работе с нашей программой фигурной резки пенопласта у Вас возникнут затруднения — мы совершенно бесплатно и в самые кратчайшие сроки устраним все трудности связанные с эксплуатацией программы по управлению станками фигурной резки пенопласта FRP 2400 — 2D.
Станок фигурной резки пенопласта поставляется в разобранном виде. Все что требуется для начала работы — это собрать станок фигурной резки пенопласта по инструкции подключить станок фигурной резки пенопласта к Вашему компьютеру по LPT порту, проставить программу управления станком фигурной резки пенопласта на Ваш компьютер и ВСЕ!
Как правило, ввод станка фигурной резки пенопласта в работу занимает три — четыре часа. Если у Вас возникнут проблемы при сборке станка фигурной резки пенопласта, Вы можете заказать шеф монтаж станка FRP у Вас на месте. Стоимость шеф монтажа станка фигурной резки пенопласта FRP — 15 000 руб. + все расходы на проезд и питание одного человека.
Время приведения станка фигурной резки пенопласта в рабочий режим — 5мин.
Станок фигурной резки пенопласта состоит из сборной алюминиевой рамы, алюминиевых направляющих и алюминиевого сборного портала.
Резка пенопласта на станке FRP осуществляется термическим способом нихромовой нитью. Диаметр нихромовой нити для фигурной резки пенопласта может быть от 0.3мм до 0.5мм.
Перемещение режущей нити в станке фигурной резки пенопласта осуществляется тросом, при помощи двух шаговых двигателей и системы роликов. Натяжение режущей нихромовой нити в станке фигурной резки пенопласта осуществляется при помощи мощных пружин, которые закреплены на каретках портала. Плавное перемещение кареток портала обеспечивается фторопластовыми вставками.
Для более качественного реза пенопласта рекомендуется смазывать направляющие портала и кареток силиконой смазкой. Станок фигурной резки пенопласта рассчитан на одновременную работу до 6 режущих нитей. То есть станок фигурной резки пенопласта может резать одновременно до 6 однотипных изделий. Режущая нихромовая нить является расходным материалом и не подлежит гарантийному обслуживанию или замене.
Блок управления станком фигурной резки пенопласта состоит из трех плат: плата нагрева и две платы управления шаговыми двигателями. Для работы станка фигурной резки пенопласта не требуется покупать отдельный трансформатор. Регулировка накала струны осуществляется в диапазоне 0-100% с шагом 1%.
Для более качественного реза пенопласта рекомендуется подключать блок управления станком фигурной резки пенопласта через стабилизатор напряжения. Это способствует плавности и точности реза пенопласта, а также защищает блок управления от скачков напряжения, что гарантирует долгую службу станка фигурной резки пенопласта в целом. Все станки FRP оснащаются УЗО фирмы АВВ. Это дает 100% гарантию от поражения электрическим током для рабочего. Электронная начинка блоков управления станками фигурной резки пенопласта собирается исключительно из современных иностранных микросхем и других компонентов, что дает неоспоримую надежность работы наших станков фигурной резки пенопласта.
Отличительной особенностью нашего станка фигурной резки пенопласта является простота конструкции и качество применяемых материалов. Указанные выше обстоятельства и более, чем 5-ти летний опыт производства станков фигурной резки пенопласта позволяют нам продавать станки фигурной резки пенопласта по самой низкой на сегодняшний день цене в российской Федерации. За все время с начала производства станков фигурной резки пенопласта реализовано более 300 станков FRP.
Единственное отличие станков по фигурной резки пенопласта серии 2D от станков фигурной резки пенопласта серии 3D — отсутствие поворотного стола.
Станок фигурной резки пенопласта поставляется в разобранном виде.
Упаковка — полиэтилен. Упаковка в деревянный короб — за отдельную плату.
Устанавливать станок рекомендуется в отапливаемом помещении, площадью не менее 20м2. Наличие приточно — вытяжной вентиляции — ОБЯЗАТЕЛЬНО.
Станок фигурной резки пенопласта маркируется уникальным номером.
Комплект поставки станка фигурной резки пенопласта:
1. Станок PANEVIN FRP — 2400 2D в разобранном виде
2. Нихромовая нить — 50м
3. Блок управления станком фигурной резки пенопласта
4. Паспорт станка FRP
5. Программа управления станком фигурной резки пенопласта
В комплект поставки станка ФРП не входят:
1. Фанерные вставки
2. Стабилизатор напряжения
3. Компьютер
При изготовлении станка фигурной резки пенопласта используются следующие комплектующие:
Оборудование для производства пенопласта

Для тех, кто хочет заняться собственным бизнесом с малыми вложениями, изготовление пенопласта — идеальный вариант. Организационные моменты несложные — можно заниматься изготовлением даже в гараже. Пенопласт всегда пользуется спросом, поэтому сбыть его не составит труда.
Пенопласт изготавливают на нескольких станках, процесс происходит в несколько этапов: вспенивание, высушивание, вылеживание, формовка, нарезка. Применяемое при изготовлении пенопласта оборудование не отличается сложностью, но сделать его самостоятельно невозможно. От технологии изготовления материала зависит качество продукции.
Виды оборудования
Самый ответственный момент — выбор оборудования для изготовления пенопласта. Существуют виды, цена которых от 300 000 до 1500 000 рублей, они имеют разную комплектацию и производительность. Для открытия собственного дела вполне подойдет линия по производству пенопласта, которая изготавливает 20 кубов за смену, стоимость ее в среднем 600 000 рублей. Для изготовления пенопласта потребуется следующее оборудование:
- парогенератор и аккумулятор к нему;
- компенсатор;
- предвспениватель;
- охладитель;
- приемный бункер;
- нарезочный агрегат;
- блок-форм;
- дробилки.
Участок хранения и проверки сырья
Российские и иностранные производители пенопласта пользуются сырьем организации Xingda из Китая, а также немецкой компании BASF.
Руководствуясь технологическими требованиями, возможно повторное применение отходов (переработанных пенопластовых плит). Численность вторично применяемых материалов в готовой продукции не должна превышать 10% от ее веса.
Мешки с сырьем разгружает электрокар или если они небольшие, то можно вручную. Сырье для производства пенопласта не должно храниться больше 3 месяцев с даты его изготовления. Температура хранения от 10-15°С.
Агрегат для вспенивания
Оборудование состоит из предвспенивателя, имеющего циклический тип, отсека для просушивания гранул полистирола, пневматического отсека и управляющего элемента.
Сырье из мешков вручную загружают в предвспениватель, и в него же подается горячий пар. Под его действием сырье вспенивается и приобретает необходимую плотность.
Весь процесс вспенивания контролируется компьютером. Когда сырье достигнет определенного объема, компьютерное оборудование прекратит подачу пара и после этого полуфабрикат попадет в блок для сушки. Стоимость такого агрегата от 160 000 рублей.

Если необходимо повторно вспенить пенополистирол, то применяют специальную тару. В ней находится мешок, в который укладывается вспененное сырье. Тара нужна, чтобы пенопласт достиг плотности в 7 кг/м 3 .
Контейнер для вылеживания
Высушенный материал укладывают в контейнер для вылеживания. В нем встроенным кондиционером поддерживается определенная влажность и температура, которая должна быть от +16 до +25°С. Гранулы при такой температуре держат около 12 часов. За это время они заполняются воздухом.
Повторное вылеживание происходит на том же агрегате. Объем контейнера играет важную роль в продуктивности производственной линии. Число и размер бункеров следует тщательно рассчитывать, исходя из нужного объема изготовления пенопласта.
Агрегат для формирования блоков полистирола
Сухие гранулы пенопласта пневмотранспортом перемещаются в оборудование для образования блоков. После их закладки аппарат закрывается.
Внутри оборудования есть подающий клапан, через который оно наполняется горячим паром, под действием которого гранулы склеиваются, образуя монолит.
На последней стадии блоки внутри оборудования обрабатываются холодным воздухом. Охлаждаются они за счет откачивания ранее прогретого воздуха встроенным внутри насосом вакуумного вида.
Потребуются сутки, чтобы готовые блоки пенопласта пролежали в контейнере, в котором образуется комнатная температура.
Агрегат для нарезки пенополистирола
По прошествие суток пенопластовый блок попадает на нарезающий станок. Это комплексное оборудование, способное проводить резку в горизонтальном и вертикальном положении.
Аппарат работает в двух режимах — автоматическом (реализация определенной программы) и ручном. В основном процесс резки происходит автоматически.
Систему электронного управления можно самостоятельно настроить: выбрать определенную температуру накала струн, скорость их движения и размер пенопласта.

Некоторые подобные агрегаты оснащены:
- торцевыми пилами, выполняющими шпунтование;
- дальномерами;
- нагревательными элементами.
Агрегат для переработки отходов
Поврежденные блоки пенопласта не выбрасывают, а повторно перерабатывают. Процесс происходит в специальном оборудовании. Внутри него вращаются дробильные молотки, крошащие плиты пенопласта на отдельные гранулы.
Требуемое оборудование для экструдированного ППС
Экструдер — оборудование для изготовления экструдированного пенопласта. Оно имеет формирующие фильеры, сквозь которые проталкивается полистирольный расплав.
Технология изготовления предусматривает другой подход к вспениванию сырья. В этом случае гранулы смешиваются с вспенивающим реагентом в азотной среде.
Трудно рекомендовать определенные марки оборудования для изготовления пенопласта, все сугубо индивидуально. В основном все зависит от финансовых возможностей и предполагаемых объемов производства. Рекомендуем посмотреть существующих производителей строительных материалов и произвести конкурентную разведку.
Подписывайтесь на нас во Вконтакте и Яндекс Дзен.
Секреты производства пенополистирола
Производство пенополистирола и штукатурки по утепленному фасаду – прибыльный бизнес, обладающий средним порогом вхождения. Пенополистирол широко используется в самых разных сферах – в строительстве, в пищевой промышленности, в автомобилестроении.

Выдержка блоков пенополистирола
В данной статье будут детально рассмотрены как агрегаты для изготовления обычного пенополистирола, так и оборудование для производства экструдированного пенополистирола, вы узнаете, из каких элементов состоит производственная линия, и основные аспекты технологии изготовления данного материала.
1 Технология изготовления пенополистирола
Технология производства пенополистирола довольно незатейлива, и может быть реализована даже при наличии необходимого минимума производственного оборудования.
Однако важным фактором является сильная зависимость качества итоговой продукции от выполнения всех требований технологии, поскольку даже малейшее пересушивание пенополистирола, либо, наоборот, попытка резки недостаточно просушенного, сырого, материала, могут стать причиной отбраковки всей партии продукции (пускай это даже фасадная штукатурка по пенопласту).
В целом, технология изготовления пенополистирола состоит из нескольких последовательных этапов.
На первом этапе сырье, из которого производится пенополистирол (полистирольный пенопласт) – гранулы вспенивающегося полистирола (ПСВ), своими руками, либо с помощью автоматизированного оборудования, загружаются в контейнер предвспенивателя.
В предвспениватели происходит прогрев гранул, в результате чего они надуваются, увеличиваются в объемах, и превращаются в наполненные воздухом пустотелые шарики.
Вспенивание может выполняться как один раз, так и несколько. При повторном вспенивании процесс полностью повторяется – сырье своими руками (или автоматизированно) заново погружается в предвспениватель, прогревается, и увеличивается. Повторное вспенивание применяется, когда необходимо получить пенополистирол, обладающий минимальной плотностью.

Цех по производству пенополистирола
От плотности пенополистирола зависят его прочностные характеристики и вес. В некоторых случаях – для утепления фасадов, и тому подобных нагружаемых конструкций, требуется высокоплотный пенополистирол, однако, как правило, ввиду меньшей стоимости, низкоплотный пенополистирол пользуется большим спросом.
Показатель плотности материала измеряется в килограммах на кубометр. Иногда прочность называют фактическим весом. К примеру, пенополистирол, обладающий фактическим весом 25 килограмм, имеет плотность 25 кг/м³. Это намного лучше, чем при утеплении фасадов минватой.
Полистирольное сырье, вспенивание которого выполняется один раз, гарантирует итоговую плотность пенополистирола в районе 12 кг/м³. Чем больше процессов вспенивания было выполнено – тем меньшим будет фактический вес изделия.
Как правило, максимальное количество процессов вспенивания на одну партию сырья – 2, так как многократное вследствие многократного вспенивания сильно ухудшается прочность итогового продукта.
На втором производственном этапе, вспененный полистирол попадает в камеру выдержки, где на протяжении суток вылеживается. Данный процесс необходим для того, чтобы стабилизировалось давление внутри наполненных воздухом гранул.
При каждом повторном процессе вспенивания процесс вылеживания должен повторяться. Для создания пенополистирола плотностью до 12 кг/м³, сырье подлежит нескольким повторным циклам вспенивания и вылеживания.
После того как сырье вылежало требуемого количество времени, из полуфабриката формируются блоки пенопласта на утепление фасада пенопластом. Происходит это в блок-форме, внутри которой гранулы обрабатываются подающимся под давлением паром.
После формирования блока, пенопласт повторно выдерживается в течение суток – это необходимо для того, чтобы из пенопласта ушла влага, так как при нарезке сырого блока кромки изделия будут рваными и неровными, после чего попадает на линию нарезки, где блоки раскраиваются на плиты требуемых размеров и толщины.

Подлежащие вспениванию гранулы полистирола
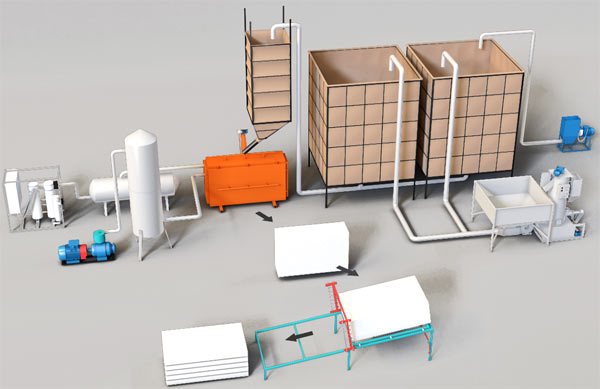
2 Оборудование для производства
Производственная линия по изготовлению пенополистирола включает следующие элементы:
- Участок хранения и проверки сырья;
- Агрегат вспенивания;
- Контейнер для вылеживания;
- Агрегат для формирования блоков;
- Агрегат для нарезки пенопласта на утепление фундамента пенополистиролом;
- Участок для хранения готового изделия;
- Агрегат для переработки отходов.
2.1 Участок хранения и проверки сырья
Важно, чтобы полистирольное сырье, использующееся для производства пенополистирола, отвечало всем стандартам качества, так как от него сильно зависят характеристики готового пенополистирола.
Как правило, основные отечественные и зарубежные производители для изготовления пенополистирола используют сырье от следующих компаний:
- Xingda (Китай);
- Loyal Chemical Corporation (Китай);
- BASF (Германия).
Технологические требования допускают повторного использования отходов (переработанных пенополистирольных плит). Количество вторично используемых материалов не должно превышать 10% от веса итогового изделия.
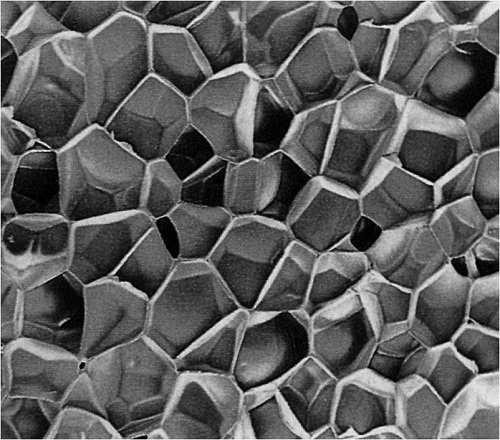
Структура пенополистирола под микроскопом
Разгружаются мешки с полистиролом электрокаром, либо, в случае небольшой фасовки, своими руками. Сырье не должно храниться свыше трех месяцев, после даты его производства. Температурный режим хранения пенопласта на утепление фасадов квартир – от 10 до 15 градусов.
2.2 Агрегат для вспенивания
Данная производственная линия состоит из предвспенивателя (как правило, циклического типа), блока для сушки вспененных гранул полистирола, пневматического конвейера, и управляющего элемента.
Полистирол из мешков своими руками выгружается в предвспениватель, в который под давлением подается горячий пар (температурой около 95-100 градусов), под воздействием которого происходит первичное вспенивание сырья.
Процесс контролируется компьютерным оборудованием, которое по достижению полистиролом заданного объема прекращает подачу пара, после чего полуфабрикат попадает в блок для сушки.
2.3 Контейнер для вылеживания
Гранулы, из которых забрана лишняя влага, транспортируются в контейнер для вылеживания. В контейнере посредством кондиционирования постоянно поддерживается заданная влажность и температура и влажность воздуха.
При температуре в пределах от 16 до 25 градусов гранулы выдерживаются около 12 часов. На протяжении этого времени пустотелые вспененные гранулы наполняются воздухом.
Технология повторного вылеживания, которое выполняется в случае вторичного вспенивания, аналогична вышеописанному методу, и осуществляется с помощью одного и того же оборудования.
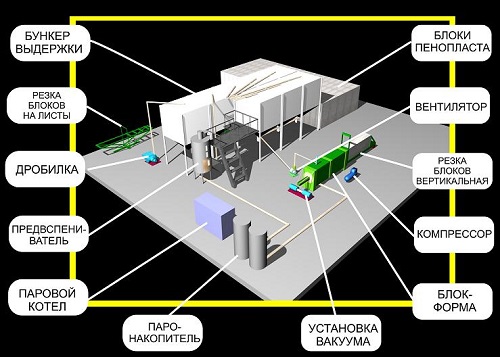
Схема производственной линии по изготовлению пенополистирола
Именно объем контейнера в большей степени задает номинальную продуктивность производственной линии, поэтому количество и размер бункеров необходимо тщательно рассчитывать, исходя из желаемого объема производства экструдированного пенополистирола.
2.4 Агрегат для формирования блоков полистирола
Из контейнера для вылеживания гранулы вспененного полистирола с помощью пневмотранспорта подаются в промежуточную камеру, которая оборудована датчиком наполнения.
При поступлении требуемого количества гранул, сырье транспортируется в формирующий блок. Блок-форма – это герметический контейнер, который, после наполнения гранулами, закрывается. Через клапан подачи, в блок-форму подается горячий пар.
В процессе тепловой обработки под давлением происходит вторичное вспенивание гранул, которые расширяются, и при достижении заданной температуры спекаются в монолитный блок пенополистирола.
Охлаждение сформированного пенополистирола происходит в этом же агрегате, посредством откачки воздуха из камеры вакуумным насосом. Для стабилизации внутреннего давления воздуха в гранулах пенополистирола блок выдерживается при комнатной температуре на протяжении суток.
2.5 Агрегат для нарезки пенополистирола
По истечению требуемого времени пенополистирольный блок попадает на нарезающий агрегат. Линия резки представляет собою комплексное оборудование, которое способно выполнять резку, как в горизонтальной, так и в вертикальной плоскости.

Агрегат для формирования блоков пенополистирола
Данное оборудование имеет два режима работы – автоматический режим реализации заданной программы, и режим с управлением своими руками. Как правило, весь процесс происходит в автоматическом режиме.
Режущий элемент оборудования – раскаленные струны из тугоплавкой стали, которые способны выполнить быстрое и эффективное формирование плит пенопласта требуемых форм и размеров.
Система электронного управления установкой дает возможность своими руками настроить температуру накала струн, скорость их движения, и размер итогового изделия.
2.6 Агрегат для переработки отходов
Поврежденные в процессе производства пенополистирольные материалы не утилизируются, а подлежат повторной переработки. Переработка пенополистирола выполняется в агрегате, внутри которого вращаются дробильные молотки, которые крошат плиты пенопласта на отдельные гранулы.
Полученное в процессе переработки сырье посредством пневмотранспорта подается в накопительный бункер, из которого гранулы попадают в блок-форму в количестве, не превышающим 10% от веса первичного сырья, используемого для производства.
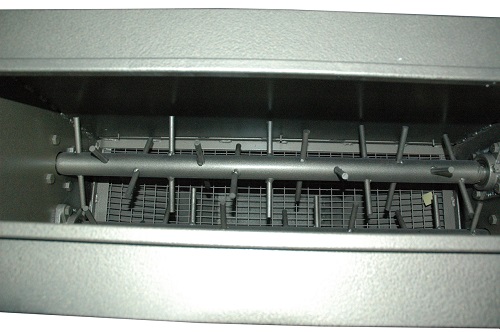
Дробилка для отходов пенопласта
2.7 Производство экструдированного ППС
Отличие в производственное линии по изготовлению экструдированного пенополистирола, в сравнении с вышеописанной технологией изготовление обычного пенополистирола, заключается в наличии экструдера.
Экструдер – оборудование для производства экструдированного пенополистирола, обладающее формирующими фильерами, сквозь которые проталкивается полистирольный расплав.
Экструзионная головка предает пенополистиролу требуемую структуру, в результате чего на выходе получаются монолитные изделия, обладающие закрытыми ячейкам диаметром 0.1 мм, которые превосходят обычный пенополистирол по параметру гидрофобности и паропроницаемости.
Данная технология предусматривает иной подход к вспениванию сырья, которое происходит вследствие смешивания гранул с вспенивающим реагентом в азотной среде.