Оборудование для производства чугуна
Производство чугуна: сырье, технологии и оборудование

Чугун – сплав железа с другими компонентами. Широко применяется в строительстве, машиностроении. Большинство характеристик ниже, чем у стали, но цена – гораздо выгоднее. Чугунолитейная отрасль в России работает больше на экспорт, поэтому наблюдается дефицит изделий из чугуна. Это создает перспективы для представителей малого бизнеса, выбравших сферой деятельности фасонное чугунное литье. Производство сложное, требовательное к технологической дисциплине и грамотности всех сотрудников, от менеджеров до рядовых работников.
Оформление лицензии
Внутренняя политика РФ обеспечивает благоприятный климат для развития металлургических предприятий. Остается лишь грамотно подойти к вопросу производства, организации бизнеса.
Первым делом определяется, в какой форме будет регистрироваться предприятие. Категорически не подходит ИП, поскольку предстоит работать с крупными поставщиками сырья и оптовыми покупателями продукции. Выбор формы юридического лица зависит от числа учредителей, привлеченных инвестиций. Допускается открытие ООО, товарищества, АО. В каждом случае отличается стратегия руководства, размер УК и документы для регистрации.
Для работы в металлургической отрасли понадобится лицензия. Разрешение выдается на черные и цветные металлы. В регионах действуют лицензирующие органы, куда следует обращаться с пакетом документов. Чтобы оформить лицензию, в бизнес-план включают от 60 тыс. рублей. Выдается документ через 45 дней. Действие лицензии – бессрочное. Благодаря такому документу можно легально собирать, принимать, перевозить, перерабатывать и продавать металл.
Лицензия оформляется на основании документов:
- заявления;
- подтверждения права на использование территории, помещений, офиса;
- паспортов оборудования;
- решения о назначении гендиректора;
- дипломов сотрудников и руководства;
- свидетельств ЕГРЮЛ, ИНН, ОГРН;
- учредительного договора и устава;
- чека об уплаченной пошлине.
Документ выдается, если производство соответствует требованиям лицензирования. К таким требованиям относится квалификация персонала, соответствие помещения установленным нормам, наличие специфического оборудования. Стоимость лицензии – около 1300 руб.
Кадровые вопросы и поиск помещения
Структурно производство на заводе или комбинате состоит из нескольких основных помещений и цехов. Потребуется заводская лаборатория, ОТК, прокатный и литейный цех, службы подготовки шахты и вывоза шлака, непосредственно сталелитейное производство, доменный цех и воздуходувка.
Дополнительно нужны обслуживающие подразделения – газовая служба, отдел ремонта, транспорта и связи, электростанция, компрессорная и др.
Кроме перечисленного, на производстве требуется наличие медицинской службы, отделов проектировки и планирования, отвечающих за сбыт, отчетность, охрану труда и пожарную безопасность.
Штат сотрудников комплектуется с учетом деятельности и масштабов производства. Согласно законами, если на производственном предприятии трудится до 100 работников, оно относится к малым. Персонал набирается предельно ответственно. Требования к качеству и объемам продукции будут высокими, поэтому и сотрудники должны быть квалифицированными. Хороших специалистов нужно не только отыскать, но и мотивировать на долгосрочное взаимовыгодное сотрудничество. Средняя зарплата работника в данной области – около 25 тыс. рублей ежемесячно.
Условия работы должны соответствовать нормам. Работники находятся в условиях повышенных температур, что вредно для дыхательной и сердечно-сосудистой системы. Производство вредное, поэтому нужно сделать все возможное, чтобы обеспечить в помещениях соответствующие условия труда (вытяжки, гигиена, техника безопасности и пр.).
Классификация чугунов
Разновидности чугуна классифицируют по разным параметрам. С учетом назначения и химического состава различают чугуны:
- высокопрочные, способные заменять сталь. Изготавливаются из серого чугуна и специальных добавок;
- ковкие. Получаются из белого чугуна в процессе термообработки. Обладают высокой пластичностью, стойкостью к растяжению и ударным нагрузкам;
- легированные. Содержат никель, титан, серу, хром. Отличаются прочностью и долговечностью. Используются для изготовления деталей машин;
- специальные. Содержат повышенное количество марганца и кремния. Используются для плавки стали, удаления вредных примесей.

Процесс производства
Вариант с запуском доменного производства требует вложений огромных сумм, исчисляемых в миллиардах рублей. Если речь о малом бизнесе, используется переплавка чугуна в вагранке. Конструкция уступает домне в размерах, проще обслуживается. В доменных печах для изготовления чугуна используют руду, а в вагранке плавят лом.
Использование вагранки при грамотном подходе приносит хороший доход при сравнительно небольших вложениях. Конструкция представляет собой шахтную печь, как домна. В качестве топлива используется кокс или газ. Высокая температура достигается нагнетанием воздуха в рабочий отсек. Вместо руды загружается лом от чугуна и чушек. Расплавленный металл разливается по формам.
Производство с помощью вагранки проходит так:
- Куски чугуна, кокса, присадок через завалочное окно загружаются в шахту.
- Сгорая, кокс повышает температуру в рабочей зоне до уровня плавления чугуна.
- Расплавленный чугун вытекает через одну летку, а легкий шлак – через другую.
- Газообразные смеси, образовавшиеся в процессе плавки, выводятся через трубу наверх.
Для облегчения заливки габаритных форм и поддержания требуемого химического состава чугуна вагранки оснащаются копильником. Он представляет собой горн для скопления чугуна.
Рабочий цикл вагранки длится от 10 до 20 часов. Далее печь гасится, чтобы отремонтировать внутреннюю облицовку.
В течение часа такая шахтная печь может изготавливать от 0,2 до 25 тонн чугуна. Производительность зависит от диаметра шахты (500 – 2000 мм).
Необходимое оборудование
Основной частью вагранки считается металлический кожух в виде цилиндра. Изготавливается из стали толщиной 6 – 12 мм. Внутренняя поверхность облицована жаропрочным материалом толщиной 200 – 300 мм. Основанием цилиндра становится подовая плита на четырех колоннах. Пространство от подовой плиты до завалочного окна – шахта. Внизу шахты расположен горн с фурмами для подачи кислорода и летками для отвода готового чугуна и шлака. В розжиге задействуется рабочее окно, дрова.
Сырье
Для масштабного производства чугуна используются доменные печи. Сырьем для них выступает железная руда. Это породы, из которых экономически выгодно добывать железо плавлением. В руде есть добавки, полезные для изготовления чугуна – никель, марганец, хром и другие. Помимо полезных, есть и вредные компоненты в виде фосфора, меди, серы и др.
По сравнению с доменной печью, вагранка упрощает процесс поиска и обработки сырья. В ней используется лом, который не сложно собирать при должной организации процесса почти за бесценок. Благодаря этому удается снизить себестоимость, выйти на конкурентный уровень цен.
Совокупность веществ
Если речь о железной руде, она включает рудное вещество и пустую породу. Последняя – это песчаник и глина, кварцит, доломит, известняк. Рудное вещество – карбонаты железа, силикаты и окислы. Процентное содержание разных веществ в руде варьируется, с учетом чего ее относят к богатым и бедным. Первую используют в производстве, вторую отправляют на обогащение.
Тем, кто собирается использовать в производстве доменные печи, следует знать о разновидностях руды:
- бурый железняк. Содержит железо в виде водных окислов (25 – 50%);
- красный железняк или гематит. Содержит железо в виде безводной окиси (45 – 55%);
- магнитный железняк. Железо в виде закиси-окиси (30 – 37%);
- шпатовый железняк или сидерит. Железо представлено углекислой солью.
Расчет
Предварительные подсчеты объема инвестиций для запуска малого бизнеса по литью чугуна в вагранке охватывают основные статьи расходов.
Вагранка, способная выдать от 0,2 до 0,35 т чугуна в час, потребляет за этот период 2 кВт электричества. Можно выливать литейный, модифицированный и рафинированный чугун. За месяц одна вагранка выполнит 22 плавки, каждая – по 5,4 т чугуна. Объем месячного производства – 118 тонн. Стоимость вагранки – 3 млн рублей, включая доставку, установку, обучение персонала.
Аренда производственных помещений, оснастка, закупка экипировки, инструментов – около 300 тыс. рублей.
На изготовление 1 т чугуна в вагранке требуется:
- лом чугуна (0,7 – 0,8 т) – 5,4 тыс. руб.;
- лом стали (0,2 – 0,3 т) – 1,6 тыс. руб.;
- известняк (0,05 т) – 75 руб.;
- ферросилиций (0,025 т) – 500 руб.;
- кокс (0,16 т) – 1,9 тыс. руб.
Итого: на изготовление 1 тонны чугуна требуется закупить сырье на сумму 9495 рублей, на месячную норму (118 т) расходы составят примерно 1 млн 120 тыс. рублей.
При трехсменном графике работы (в каждой смене 4 сотрудника), зарплата рабочих составит 420 тыс. рублей каждый месяц.
Электроэнергия – около 3520 рублей в месяц.
Общие расходы на производство чугуна за месяц составят чуть больше 1,5 млн рублей.
Представив объем вложений, пора переходить к подсчетам прогнозируемой прибыли. Если средняя стоимость 1 т чушкового чугуна равна 25 тыс. рублей, то за месячный объем производства, указанный выше, можно выручить чуть меньше 3 млн рублей. Если вычесть расходы, получится чистая прибыль в размере около 1,4 млн рублей в месяц. При такой доходности начальные инвестиции окупятся с лихвой уже через 3 месяца плодотворной работы.

Технологии
В зависимости от используемого оборудования, технология производства варьируется. Сложнее выглядит процесс изготовления чугуна в доменной печи:
- Подготовка руды. Сырье сортируется по химическому составу и фракциями. Крупные куски дробят, а мелкие частицы и пыль превращают в куски путем спекания. Бедные руды на этом этапе обогащают, удаляя некоторый объем пустой породы, повышая содержание железа.
- Подготовка топлива. Для предотвращения потери тепла мелкие фракции удаляют, подвергая кокс грохочению.
- Производство. В печь помещают кокс, агломерат (спеченную руду с флюсом), снова кокс. Поддерживают температуру внутри добавлением воздуха. Кокс, сгорая в горне, образует углекислый газ. Тот, проходя сквозь кокс, превращается в окись углерода и восстанавливает руду. В процессе железо твердеет, далее перемещается в зону печи с более высокой температурой, где углерод в железе растворяется. Так образуется чугун. Жидкий металл выливается в ковши, оттуда – в специальные сборники или формы.
Производство в вагранке проще за счет отсутствия необходимости подготавливать руду.
Каналы сбыта
Чугун востребован у предприятий, занимающихся станкостроением, производством радиаторов отопления и труб, сантехники. За счет пластичности материала из чугуна ковкой делают каминные решетки, ограждения, флюгера, кованые ворота и калитки.
Основными потребителями чугуна в России являются оборонные и машиностроительные компании, металлургические заводы неполного цикла. Необходимо разработать стратегию внедрения на рынок и последующего удержания позиций. Для начала анализируется состояние рынка и определяется место в нем своего бизнеса, анализируется потенциал. Чтобы выйти на эффективное производство, необходимо придерживаться условий:
- Придерживаться баланса внутренних ресурсов.
- Обеспечить контроль конкурентоспособности товара за счет точного анализа и прогнозов.
- Создать сплоченную команду профессионалов.
- Четко согласовать работу всех отделов и персонала.
Переплавка, отливка чугуна относится к пожаро- и взрывоопасному производству, сопровождается выбросом вредных веществ. Поэтому в России для открытия такого бизнеса необходимо получить массу разрешений, пройти проверки и комиссии, получить лицензии. Обязательное условие – наличие компетентных сотрудников, добросовестно относящихся к своим обязанностям и точно понимающим суть процесса. Несмотря на сложности, рентабельность производства высокая, есть перспективы развития при грамотном руководстве. Рекомендуем посмотреть существующих производителей чугуна и произвести конкурентную разведку.
Подписывайтесь на нас во Вконтакте и Яндекс Дзен.
Производство чугуна. Марки чугуна. Технология производства
В настоящее время основной способ получения чугуна — плавка железных руд в доменных печах. Для плавки необходим ряд сырых материалов, таких как флюсы, железные или марганцовые руды, а также топливо. В качестве топлива используется кокс, который, по сути, является каменным углем. Роль кокса – обеспечить процесс восстановительной энергией и определенным количеством тепла. Давайте рассмотрим производство чугуна более подробно. Так как это сложный и длительный процесс, то его описание займет много времени.

Топливо для плавки
Как было отмечено выше, в качестве топлива используют кокс. Но, помимо этого, допустимо использование мазута, угольной пыли и природного, а также коксового газов. Тем не менее практически всегда в качестве основного горючего применяют именно кокс. Это вещество, которое образуется при удалении летучих газов из угля при температуре от 900 до 1 200 градусов. Сегодня это единственный вид твердого топлива, который сохраняет свою исходную форму во время движения от колошника к горну. В принципе, к этому материалу выдвигаются жесткие требования, которые касаются механической прочности и жесткости, что нужно для восприятия больших нагрузок в нижней части доменной печи. Крайне важно выдерживать фракцию кокса. Слишком мелкие частицы способствуют газопроницаемости шихты, а слишком большие разрушаются и образуют мелкую фракцию. Помимо этого, необходимо соблюдать определенный процент влажности, что нужно для поддержания теплового режима.
Руды для плавки
В земной коре довольно много железа, однако в чистом виде оно не встречается, его всегда добывают с горными породами в виде различных соединений. Железной рудой можно называть только те породы, из которых с экономической точки зрения выгодно добывать железо посредством плавления в печи. В природе существуют богатые и бедные железные руды. Если говорить с точки зрения металлургической промышленности, то в руде есть ряд полезных добавок, которые необходимы при получении чугуна, – это хром, никель, марганец и другие. Есть и вредные включения: сера, фосфор, медь и т.п. Кроме того, железная руда может делиться на несколько групп в зависимости от минерала:
- красный железняк – 70% железа, 30% кислорода;
- магнитный железняк – 72,4% железа, 27,6% кислорода;
- бурый железняк – до 60% железа;
- шпатовый железняк – до 48,3 % железа.

Логично было бы сделать вывод, что доменное производство чугуна должно предусматривать использование руды из второй группы. Но самой распространенной является первая, поэтому ее чаще и применяют.
Подготовка руды к плавке
Нельзя добыть железную руду из земли и тут же забросить ее в загрузочное устройство доменной печи. Сначала необходимо несколько улучшить технико-экономические показатели, что позволит использовать для получения чугуна относительно бедные руды, которых в земной коре значительно больше. К примеру, увеличение железа в руде всего на 1% приводит к экономии кокса на 2% и к увеличению производительности ДП на 2,5%. На первом этапе руда дробится на фракции, а дальше проходит грохочение. Последнее мероприятие необходимо для разделения железной руды по крупности. Дальше идет усреднение, где выравнивается химический состав. Один из самых важных и сложных этапов – обогащение. Суть процесса заключается в удалении пустых пород с целью увеличения содержания в руде железа. Обычно обогащение проходит в два этапа. Заключительным этапом является окускование, которое нужно для улучшения протекания плавки в доменной печи.
Технология производства
Доменный процесс – это совокупность механических, физических и химико-физических процессов, которые протекают в функционирующей ДП. Загружаемые флюсы, руды и кокс в процессе плавки превращаются в чугун. С точки зрения химии, это окислительно-восстановительный процесс. По сути, из оксидов восстанавливается железо, а восстановители окисляются. Но процесс принято называть восстановительным, так как конечная цель – получить металл.

Еще о доменном процессе
Кокс, поступающий непосредственно в горн, имеет температуру порядка 1 500 градусов. В результате в зоне горения образуется смесь газов температурой 2 000 градусов. Он поднимается в верх доменной печи и нагревает опускающиеся к горну материалы. При этом температура газа несколько понижается, примерно до 1700-1600 градусов.
Шихта грузится в колошник порционно. Распространение в ДП происходит слоями. Обычно загружают одну порцию в 5 минут. Перерыв нужен для освобождения места в колошнике. Науглероживание проходит еще в твердом состоянии железа, после температура падает до 1 100 градусов. В этот период заканчивается восстановление железа и начинается окисление кремния, марганца и фосфора. В результате мы имеем науглероженное железо, которое содержит не более 4% углерода. Оно плавится и стекает в горн. Туда же попадает и шлак, но так как удельные массы материалов различные, то они не соединяются. Через чугунную летку выпускают чугун, а через шлаковые летки – шлак. В принципе, это и вся технология производства, описанная вкратце. Сейчас рассмотрим еще один интересный вопрос.

Основные марки чугуна
Чугун – сплав железа с углеродом. Содержание последнего элемента не должно быть меньше 2,14%. Помимо этого, присутствуют и другие элементы, такие как кремний, фосфор, сера и др. Углерод обычно находится или в связанном состоянии (цементит), или же в свободном (графит). Чугун можно поделить на следующие виды:
- Литейный – имеет маркировку Л1-Л6 и ЛР1-ЛР7.
- Передельный чугун – маркируется как П1 и П2. Если материал предназначается для отливок, то это ПЛ1 и ПЛ2. Металл с большим содержанием фосфора обозначается как ПФ1,ПФ2, ПФ3. Помимо этого, есть и высококачественный передельный чугун – ПВК1, ПВК2 и ПВК3.
- Серый – СЧ10, СЧ15, СЧ20,СЧ25, СЧ30 и СЧ35.
- Ковкий чугун – КЧ30-6, ЧК45-7,КЧ65-3 и др. Если после букв стоят цифры, то они обозначают временное усилие на разрыв.
- Легированный чугун, имеющий специальные свойства, обозначается буквой «Ч»;
- Антифрикционный (серый) – АЧС.
Можно говорить о том, что любой вид чугуна имеет свое дальнейшее назначение. К примеру, передельный используется для переделки в сталь и для производства отливок. В это же время марки ПЛ1 и ПЛ2 отправятся в литейный цех, а П1 и П2 будут использованы в сталеплавильном производстве.
Влияние различных соединений на свойства
Независимо от вида и марки чугуна есть ряд элементов, которые значительно влияют на его свойства и технические характеристики. В качестве примера возьмем серый чугун. Повышенное содержание кремния способствует понижению температуры плавления и значительно улучшает его технологические и литейные свойства. По этой простой причине в литейный цех обычно отправляют чугун с большим содержанием этого элемента. А вот марганец – это своего рода противоположность кремнию. Однако он является полезным химическим элементом, так как увеличивает прочность и твердость изделия.
Про науглероживание железа
Восстановленное в ДП железо поглощает в себя самые различные химические элементы и углерод в том числе. Как результат, образуется полноценный чугун. Как только он появляется в твердой форме, сразу же начинается его науглероживание. Сам процесс заметен при относительно невысоких температурах в 400-500 градусов. Кроме того, стоит отметить, что чем больше углерода в составе железа, тем ниже температура плавления. Однако когда металл находится уже в жидком состоянии, процесс протекает несколько интенсивней. Нужно понимать, что после того, как в чугуне будет окончательное количество углерода, изменить это уже будет невозможно. Такие элементы, как марганец и хром, способствуют увеличению содержания углерода, а кремний и фосфор уменьшают его количество.
Немного о литейном производстве

Еще кое-что интересное
Стоит обратить ваше внимание на то, что литейное производство использует металл, который был получен в доменной печи. По сути, при вторичной плавке получают изделия с требуемыми свойствами, которые изменяются в плавильной печи. В это же время отливки, химический состав которых оставляют неизменным в литейном производстве, изготавливают крайне редко. В частности это касается чугуна. Когда нужно получить деталь из черного металла, помимо чугуна, в печь загружают ряд модификаторов, флюсов, раскислителей, а также стальной лом и штыковой чугун. Последний нужен для получения стальных и чугунных отливок. Сам же процесс производства чугуна мало чем отличается от доменного производства.

Заключение
Помимо рассмотренных нами, существуют и другие способы производства чугуна. К примеру, плавка в мартеновских печах. Но этот метод морально устарел, так как он слишком энергозатратный, хотя качество металла находится на хорошем уровне. Совсем другое дело – конвертерный способ, который, наоборот, только набирает популярность с каждым годом. К примеру, производство чугуна в России в конвертерах занимает около 30-45% от всего производства. Конвертерный метод обладает рядом существенных преимуществ, одно из них – высокая скорость плавки. Кроме того, из конвертера чугун переливается непосредственно в формы и используется по назначению. Стоит отметить, что остановить ДП невозможно, так как производство непрерывно. В крайнем случае имеет место консервация, при которой кокс тлеет в горне. Если же доменная печь останавливается, то проще построить новую, нежели запустить старую.
Чугун: процесс производства, классификация и маркировка
В век бурного развития металлургической промышленности и производства чугун играет ключевую роль. Давайте разберемся, что это за материал, как он появился, как производится, какими свойствами обладает, какие виды классификации чугуна существуют, и каким образом он применяется в различных областях промышленности.
Определение
Чугуном называется смесь 2,14 % углерода с железом, полученная при термическом нагревании в доменных печах до 1200 градусов Цельсия. С помощью шестого элемента таблицы Менделеева железо в форме сплава приобретает увеличенную твердость, теряя пластичность и ковкость, делая данный материал хрупким.
Помимо углерода, для получения особых параметров, в металлическую матрицу, добавляются такие элементы, как Si, Mg, P, S. Также широко применяются легирующие агенты – Cr, V, Ni, Al.
История
Технология изготовления чугуна пришла к нам из Китая, где «ходили» чугунные деньги еще в 10 веке нашей эры. Потомки монголов уже в 13 веке готовили котлы из этого сплава. На полях сражений в Столетней войне впервые применялись артиллерийские орудия и боеприпасы, отлитые из данного твердого раствора. В России его широкое применение в изготовлении оружия было налажено в 16 веке после появления доменной печи. В связи с этим, в 1701 году был построен Уральский чугунолитейный завод, который стал началом народного промысла, получившего название «Каслинское литье».
Начиная с 18 века Великобритания занимает пальму первенства по производству чугуна в мире. Благодаря новой технологии Уилкинсона, к середине 19 века в этой стране производилось половина всего мирового объема.
Технология изготовления не стояла на месте, что позволило Соединенным Штатам в конце 19 века вырваться вперед.
В то время из этого сплава начали изготавливать рельсы, водопроводные и канализационные трубы, камины, и такие сложные инженерно-строительные сооружения, как мосты.
Процесс производства чугуна
Получение чугуна проводят в доменных печах. Этот процесс является достаточно энергоёмким и затратным производством. В качестве сырья используют 4 основных группы руд:
- Гематитовый железняк, состоящий из ангидридного оксида железа, держит 70% (Fe) и 30% (O);
- Магнетитовый железняк, содержит 72,4% (Fe), и 27,6% (O);
- Бурый железняк, содержит 59,8% элементарного железа;
- Сидеритовый железняк, содержит 48,3% (Fe).
Технологический процесс проходит в несколько этапов
Сначала, в процессе подготовки, измельчают железную руду с содержанием оксидов железа (FeO и Fe2O3) не менее 40% от общей массы. Затем путем дробления, грохочения, усреднения, промывки, обогащения и обжига, избавляются от неметаллических примесей – S, P, As, и поднимают массовую долю основного металла в руде.
По окончанию, подготовительного этапа, загружают все компоненты в печь.
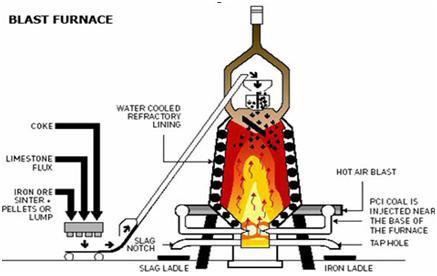
Доменная печь представляет собой непрерывно действующее металлургическое оборудование в виде шахты, массой 30 тысяч тонн. Доменная печь состоит из 5 элементов: верхней части в форме цилиндра – колошника, широкой конической части – шахты, широкой части – распары, зауженной части – заплечиков и нижней части – горна. Загрузка всех компонентов производится сверху через колошник, а готовый продукт и шлак раздельно выходят снизу из горна.
Одновременно с рудой в домну помещают коксующиеся угли, выполняющие функцию топлива. В процессе термического разложения углей образуются соединения углерода, участвующие в качестве восстановительного агента. Для ускорения процесса высвобождения металла из руды добавляется флюсы. Обычно это горные породы, содержащий оксиды кальция и магния.
После окончания этапа загрузки начинается процесс выплавки, когда загруженные компоненты превращаются в сплав, шлак и газ. Физико-химические реакции, протекающие при этом можно охарактеризовать как восстановительно-окислительные, так как происходит восстановление окислов железа и окисление восстановительного агента.
Процессы протекающие в печи
Процессы, протекающие в доменной печи можно описать следующими химическими уравнениями:
При нагревании кокса происходит выделение элементарного углерода, который с кислородом образует углекислый газ.
С + О2 = СО2 + выделение энергии
CO2 при нагревании дальше окисляется до оксида углерода, и восстанавливает элементарное железо из его оксидов в руде.
Fe2O3 + 3 CO = 2Fe + 3 CO2
После реакции восстановления, металл насыщается углеродом, а при достижении 1150-1200°С стекает уже в форме металлического компаунда в горн. Из остатков пустой руды и флюсов образуют отход — шлак, который непрерывно удаляется.
Параметры чугуна
Плотность — 7,2 г/см3. Температура плавления составляет 1200 °С. Хрупкость и малая пластичность сплава обусловлена следующими факторами:
- Увеличение длины связи, между атомами Fe, из-за повышенного содержания углерода;
- Неполное внедрение атомов углерода в структуру матрицы железа в связи с низкой, по сравнению со сталью, температурой плавления.
Именно по этим причинам, данный твердый металлический раствор нашел широкое применение в производстве деталей, обладающих высокой прочностью. Однако, он не подходит для продукции, подвергающейся нагрузкам, значения которых быстро изменяются во времени.
Классификация чугунов
Существуют несколько видов классификации чугунов.
- По содержанию элементарного углерода делятся на:
- доэвтектический (2,14-4,3 %);
- эвтектический (4,3%);
- заэвтектический (4,3-6,67%).
- По видам углерода, и цвету излома:
- Белый (С > 3%, в форме карбида). Его применение ограничено производством изделий, не подвергающихся большим нагрузкам, из-за значительной хрупкости. Но при добавлении легирующих присадок, содержащих хром, никель, ванадий, алюминий повышаются его эксплуатационные параметры;
- Серый (С -2,5%, в форме перлита) обладает хорошей износостойкостью и понижает силу трения. Применяется при изготовлении деталей промышленного оборудования, подвергающихся циклическим нагрузкам. При добавлении специальных присадок, имеющих в составе Mo, Ni, Cr, B, Cb, Sb улучшается стойкость при использовании в агрессивных средах;
- Половинчатый (С – 3,5-4,2%, в форме графита и карбида и наличие следовых количеств цементита и ледебурита). Такой вид нашел свое применение при производстве изделий, подвергающихся постоянному трению.
- По физическим параметрам, согласно ГОСТ 1412-54 и 1215-59, различают марки чугуна:
- Ковкий (КЧ), представляет собой его белую разновидность после специального обжига. При этом доля углерода находится на уровне 3,5%, и он представлен в форме Fe2O3 или зернистого перлита, с графитовыми включениями. В качестве присадок для повышения устойчивости к трению обычно добавляют Mg, Te, B. Следует отметить, данная марка никогда не подвергается ковке, в прямом смысле этого слова;
- Высокопрочный (ВЧ), образуется путем вкрапления в металлическую решетку шарообразных включений углерода и введении в состав магния, кальция, селена, иттрия. Характеризуется улучшенными механическими, теплопроводными пластическими параметрами.
- По специфическим свойствам:
- Износостойкий;
- Антифрикционный;
- Коррозионностойкий;
- Жаростойкий;
- Немагнитный.
- По шкале твердости Бринелля:
- Мягкий (НВ менее 149);
- Умеренной твердости (НВ 149-197);
- Улучшенной твердости (НВ 197-269);
- Твердый (НВ более 269).
- По значению временного сопротивления при растяжении:
- Обыкновенной прочности (менее 20 кгс/мм2);
- Улучшенной прочности (20-38 кгс/мм2);
- Максимальной прочности (более 38 кгс/мм2).
- По магнитным характеристикам:
- Ферромагнитный — обладающий магнитными свойствами, из-за высокого содержания в металлической матрице феррита и цементита;
- Паромагнитный – обладающий малой магнитной проницаемостью, содержащий в своем составе присадки из хрома, меди и алюминия.
Маркировка
По Гостам, все существующие марки обозначаются 2 буквами и 2 числами, при этом числа отражают значения временного сопротивления (кгс/мм2) и относительного удлинения (%). К примеру, цифры в марке КЧ-30-6, показывают временное сопротивление — 30 кгс/мм2 и относительное удлинение — 6 %.
Путем введения в состав специальных добавок, модифицируют состав сплава. Тогда к названию марки прибавляется буква М.
Области использования
Применение различных марок чугуна зависит от металлургического компаунда и его эксплуатационных характеристик.
Белый вид используется в производстве нагревательных элементов и бытовой сантехники (ванн, раковин), а также является сырьем для получения ковких разновидностей твердых растворов.
Серый — входит в состав различных элементов двигателей для машиностроительной отрасли.
Ковкий – при изготовлении тормозных колодок и деталей для промышленного измельчительного оборудования. Кроме того, он имеет широкое применение в текстильной промышленности при отливке запасных частей сложной формы для оборудования. Применяется КЧ при изготовлении кухонной посуды, элементов интерьера, уличных фонарей, перил для лестниц.
Высокопрочный сорт применяется при производстве труб, фитингов для водоснабжения, канализации, нефтедобывающего производства. Кроме того, из него делают секционные радиаторы, эксплуатируемые в системах центрального отопления жилых домов и административных зданий.
Из ферромагнитного типа изготавливают электрощиты и другие составляющие электротехнического оборудования, а немагнитный его тип наоборот используется в качестве электроизолирующего материала.
В огромном количестве чугун используется как сырье на сталелитейных предприятиях.
Интересные факты
По мнению профессора Мариенбаха, свое название чугун получил от китайского слова – «чжугун», что в переводе означает «литейщик».
Чугунная посуда издавна используется по всему миру и очень удобна для приготовления различных видов пищи.
Неотъемлемым атрибутом русских народных сказок является печь, в которой в чугунке – сосуде определенной формы и отлитой из данного сплава, герои варили главное блюдо – картошку в мундире.
Самые лучшие блины получаются на чугунной сковородке.
До появления электрических утюгов, хозяйки использовали тяжелые чугунные утюги, с идеально гладкой подошвой нагревая её до красна, над источником огня.
Следующим этапом, были угольные чугунные утюги по своей конструкции напоминающие маленькие печки. Для их разогрева внутрь помещали березовый уголь. Такой утюг даже имел трубу для получения необходимой тяги.
Известные нам с детства канализационные люки для смотровых колодцев имели круглую форму, отливались из чугуна и были впервые изготовлены сто пятьдесят лет назад.
Производство чугуна во всем мире в 2015 году составило более 898 млн. тонн, что на 3% меньше чем в 2008 году.
Заключение
Подробно рассмотрев те вопросы, которые были поставлены выше, можно заключить:
- Чугун – это сплав железа с углеродом с добавлением специальных модификаторов;
- Для его производства добываются различные типы руд, подвергающиеся предварительной подготовке и обогащению;
- Выплавка происходит в доменной печи, которая непрерывно работает и представляет собой целый металлургический комплекс оборудования;
- В зависимости от количества и форм растворенного углерода в металлической матрице, все сплавы делятся на различные виды и обладают различными свойствами;
- Применение различных марок чугуна напрямую зависит от его физико-химических параметров полученного сплава;
- Несмотря на наличие новых типов материалов, кухонная чугунная посуда до сих пор пользуется спросом у многих домохозяек и поваров;
- Старинные угольные чугунные утюги представляли собой маленькую печку и топились углем, что делало процесс глажки очень утомительным и пожароопасным делом;
- Производство чугуна достаточно энергоёмкое и финансово затратное дело, поэтому в настоящее время его объем неизменно сокращается во всем мире, так как на смену приходят другие современные, износостойкие и дешевые в изготовлении композиционные материалы.
Чугунное литье
Чугун — это сплав железа с углеродом и другими элементами. Является недорогим, прочным, износостойким, но хрупким конструкционным материалом, широко используемым в промышленности и строительстве.

Технология литья из чугуна
Технология литья из чугуна впервые была освоена в Китае около Х века н.э., в Европе впервые упоминается в 14 веке, как материал для производства пушек. В России первое «литье чугунное, для делания пушек пригодное» относиться к эпохе Ивана IV Рюриковича. Расцвет эпохи чугуна наступил в 19-20 веках. В это время из него делали мосты и трубопроводы, фонари и ограды, элементы архитектурного декора и несущие конструкции зданий. Кроме того, из того же материала отливали рельсы, детали станков, и двигателей. Отдельно стоит упомянуть чугунную посуду, утюги и отопительные приборы.
Чугун также являлся исходным компонентом для производства стали мартеновским способом. Объем его производства был важнейшим показателем экономической мощи страны и ее военного потенциала. С изобретением недорогих технологий производства и обработки сплавов алюминия и стали значение чугуна как конструкционного материала заметно снизилось. Широкое развитие производства высокопрочных пластиков и композитных материалов окончательно оттеснило чугун с передовых позиций.
Процесс литья из чугуна
Чугун производится в доменных печах — огромных сооружениях, высотой с десятиэтажный дом. После расплавления руды и удаления примесей происходит отливка чугуна в стальные формы — изложницы. Получающиеся слитки (чушки) – содержат чугун определенной марки и готовы к дальнейшему переделу. На литейных заводах из них отливают различные готовые изделия.

Процесс литья из чугуна
Основные этапы процесса литья из чугуна:
- Подготовка модели готового изделия
- Изготовление формы для отливки
- Расплавление чугунных чушек
- Отливка расплава в формы
- Извлечение отливок и их окончательная обработка
Существует несколько методов изготовления моделей и подготовка форм
Основные методы чугунного литья
Современная промышленность использует много различных методов производства чугунного литья. Они сводятся к нескольким основным методам литья:
- в формы из глиняно-песчаной смеси (так называемое литье «в землю»)
внутрь формы помещается модель готового изделия, полностью повторяющаяся его форму, но превышающая его по размерам на величину литейной усадки. Глиняно-песчаная смесь трамбуется и уплотняется, обеспечивая полное прилегание к модели. Литье чугуна в форму осуществляется через специально предусмотренные отверстия — литники.
- в гипсовые формы (и из других отвердевающих растворов);
- в оболочковые формы;
- в кокиль (металлические защищенные формы);
- по выплавляемым моделям;
- под давлением.
- В газифицируемую модель
Специалисты различают несколько видов чугуна, в зависимости от содержания тех или иных примесей.

Серый чугун содержит от 2,9% до 3,7% графита и кремний, обладает отличными литейными свойствами:
- низкая температура плавления
- высокая текучесть расплава
- малая усадка.
Является подходящим материалом для корпусов станков и механизмов, поршней и блоков цилиндров двигателей. Высокая хрупкость исключает применение материала в деталях, работающих на изгиб и растяжение. Литье серого чугуна преимущественно проводится в песчаные формы и в кокиль.
Высокопрочный чугун, ВЧШГ, содержит графит в шаровидной форме. Этот вид графита отличается высокой вязкостью и ковкостью, пригоден для кузнечной обработки. Из него отливают трубы, трубопроводную арматуру, ответственные и высоконагруженные детали механизмов.

Изделия из высокопрочного чугуна производят также методом литья в газифицируемую модель. Литье чугуна производится в форму из песчаной смеси, уплотненной вокруг полистироловых блоков моделей.
Для улучшения механических свойств отливки из высокопрочного чугуна подвергают термической обработке. Ее основные этапы:
- нагрев до 850 °C;
- выдержка в нагретом состоянии несколько часов;
- медленное остывание в минеральном масле при 350 °C.
Термообработка повышает однородность материала и снимает внутренние напряжения в отливке, снижая вероятность возникновения трещин в процессе эксплуатации
Производство чугуна
Производство чугуна из ряда главных показателей экономической мощи страны отошло в ряд второстепенных, но не потеряло своего значения для экономики.
Лидером в производстве чугуна с почти десятикратным отрывом является Китай- 543,748 млн. т в год, следом идут Япония 66,943 млн. т, Россия — 43,945 млн. т и Индия — 29,646 млн. т. Китай производит более 50% мирового чугуна.
Чугун производится в доменных печах, подготовленная железная руда плавится вместе с добавками, в качестве топлива используется коксующийся каменный уголь или природный газ.
Основное потребление чугуна происходит сегодня в качестве компонента для выплавки стали. Развитие чугунного производства идет в основном в направлении повышения его энергоэффективности, экологичности и снижения издержек.

Уникальные свойства чугуна — дешевизна, прочность и коррозионная стойкость позволяют черному металлу уверенно смотреть в будущее.
Чугунные отливки
Чугунные отливки бывают разных размеров — от мелких деталей до многометровых станин крупных станков. Конфигурация их тоже бывает самая разнообразная — от простеньких втулок до изысканных литых решеток и ворот.

Отливки из чугуна также подразделяются:
- по назначению – на общие и специальные, такие, как антифрикционные, жаропрочные и т.п.
- по структуре материала – на ферритные, перритные и смешанные
- По виду содержащегося графита — на шаровидные, пластинчатые, хлопьевидные и вермикулярные
- По содержанию углерода — на белые, серые и отбеленные
В металлургической науке существуют и другие классификации чугунных отливок.
Способы литья
Наиболее современный способ это литье по газифицируемым моделям. Этот способ позволяет не только осуществлять литье чугуна, но и получать стальные отливки. Способ отличается экономичностью, экологичностью и возможностью повторного использования материала форм.
Способ состоит из следующих этапов.
Подготовка моделей
Модели делают из предварительно вспененного и подсушенного полистирола с размером зерна 0,3— 0,9 мм. (в зависимости от габаритов детали). Материал задувается в формы, запекается и охлаждается.

Литье по газифицируемым моделям
Модели склеивают или спаивают в блоки. Далее блоки опускают в ванну, чтобы нанести противопригарное покрытие и высушивают. Если конфигурация изделия сложная, то покрытие наносят из сопла.
Формовка
Блоки моделей помещают в опоку, размещенную на вибрирующем основании, постепенно засыпая их песчано-глиняной смесью, их «землей». Иногда засыпку производят слой за слоем, отдельно уплотняя каждый.
Засыпанные и уплотненные формы перевозят в заливочный цех. Вакуумный насос завершает уплотнение песка и придание ему достаточной прочности.
Заливка металла
Металл заливают прямо в материал модели. Жидкий расплав испаряет полистирольные модели и заполняет все детали рельефа.

Продукты сгорания полистирола удаляются вакуумным насосом прямо через стенки формы.
Завершающие операции
Отливки из чугуна остывают в форме. Темп снижения температуры и общая его длительность определяется весом детали, толщиной ее стенок и требованиями производственного процесса. Далее формы разбиваются, отливки очищаются от остатков противопригарной краски, удаляются литники.
Преимущества чугунного литья
Чугунное литье отличается от отливок из других материалов рядом преимуществ, таких, как:
- дешевизной
- высокой прочностью и износостойкостью
- высоким качеством поверхности, сводящим к минимуму последующую механическую обработку

Характеристики и применение чугуна
Важно отметить, что при использовании современных методов литья дешевле получается не только сама отливка, но и конечная продукция. Многие производства, в конце 20 века заменившие чугунные детали своих изделий на стальные, вернулись или планируют вернуться к проверенному временем материалу на новом этапе его развития.
Приобретение мини-литейного завода – готовый бизнес с быстрым стартом
Что такое литье металлов и как на этом можно заработать
Литье – один из способов обработки различных металлов. С его помощью можно создавать предметы разного размера и конфигурации. Это наиболее простой и доступный способ, который осуществляется с помощью специального оборудования. Сейчас многие производители предлагают строительство мини-завода «под ключ».
 Мини литейный цех
Мини литейный цех
Это значит, что будет разработан индивидуальный проект производственного комплекса, планировка расположения цехов, размещения оборудования, подведение всех необходимых коммуникаций.
Почему выгодно обратить внимание на готовые комплексы «под ключ»? Потому что:
- производители точно рассчитывают необходимую производственную площадь;
- максимально эффективно размещают коммуникации;
- предоставляют полный спектр услуг по наладке оборудования;
- приобретая завод «под ключ», можно сразу приступать к процессу производства.
 Технические характеристики литейного оборудования
Технические характеристики литейного оборудования
Если выбор сделан в пользу такого комплекса, то следующим шагом в организации бизнеса будет поиск заказчиков. Изделия из литьевого металла пользуются большим спросом практически во всех отраслях промышленности:
 Гибка листового металла
Гибка листового металла
- станкостроении;
- автомобильной отрасли;
- приборостроении;
- производстве бытовой техники;
- судостроении;
- производстве медицинского и стоматологического оборудования;
- ювелирном искусстве;
- изготовлении предметов декора дома и приусадебного участка;
- отрасли строительных материалов.
А мини-завод – это автоматизированный комплекс: чтобы переключиться на новый вид производимых изделий или металлических заготовок необходимо лишь внести изменения в программный комплекс и изготовить новые пресс-формы. А стоимость нестандартных деталей по индивидуальному заказу в несколько раз выше типового производства.
Литейный завод
Еще одним преимуществом мини-заводов «под ключ», является то, что они спроектированы так, что могут обрабатывать все виды металлов, в то время как крупномасштабные линии имеют для этого отдельные цеха.
Какие виды металла можно использовать для работы
С помощью литейного оборудования можно производить детали и заготовки из следующих видов металла:
- чугуна;
- стали;
- меди;
- алюминия;
- бронзы;
- латуни.
 Машина для литья отливок из медных сплавов
Машина для литья отливок из медных сплавов
Сталь – наиболее распространенный металл для изготовления различных деталей. На производственном оборудовании можно обрабатывать метал следующих марок:
- низколегированная;
- высоколегированная;
- углеродистая;
- легированная сталь.
Этот материал широко используется в машиностроении и станкостроении благодаря своим высоким показателям прочности и пластичности. Не менее популярны и изделия из чугуна. Наибольший спрос предоставляют мебельные компании, которые изготавливают чугунные элементы мебели и декора.
 Отливки из стали 110Г13Л
Отливки из стали 110Г13Л
Алюминий – один из самых распространенных видов металла, он характеризуется податливостью к обработке, легкостью, а добавление в состав магния или меди обеспечивает высокую прочность изделию. Технологии современного оборудования позволяют отливать алюминиевые детали и заготовки любой сложности, конфигурации (массой от 100 грамм и до нескольких тонн).
Способы литья
В зависимости от марки металла, вида, размера, формы будущей отливки, выбирается наиболее подходящий и экономически обоснованный способ литья. В настоящее время существуют около 50 методик, но наиболее распространенными считаются следующие:
- литье в кокиль;
- литье под давлением;
- в песчаные формы;
- по выплавляемым моделям.
 Схема литейно-прокатного агрегата для производства из разных легированных сталей
Схема литейно-прокатного агрегата для производства из разных легированных сталей
Кокиль – модель-форма, в которую заливается расплавленный металл, после остывания получается готовое изделие. Это наиболее популярный способ литья, однако, он требует большого профессионализма на этапе изготовления кокиля, поскольку здесь важна точность, ведь от качества формы будет зависеть конечный результат.
 Машины для литья в облицованный кокиль
Машины для литья в облицованный кокиль
Для крупносерийного производства этот способ наиболее выгоден, поскольку кокиль изготавливается один раз, а эксплуатироваться может до нескольких тысяч. При литье в кокиль минимальная толщина стенок детали должна быть 3 мм, а масса изделия – от 20 г до 50 кг.
Литье под давлением также один из популярных способов. Для него используют специализированные автоматические машины. Для различных сплавов металлов используют или метод низкого давления, или высокого. Технология несложная:
- металл плавится в печи;
- подается под давлением в специальную пресс-форму, которая имеет очертания будущей отливки. Давление может быть в пределах от 8 до 700 МПа;
- после остывания получается готовое изделие.
 Конвертер для стали
Конвертер для стали
Таким способом можно производить отливки с минимальной толщиной стенки – от 0,8 мм и массой от 4 г до 12 кг.
Литье в земляные или песчаные формы – один из наиболее древних способов, но им успешно пользуются и по сегодняшний день. Для начала изготавливают модель, с помощью которой делают отпечаток в песчано-глинистой смеси. При этом следует предусмотреть припуски на последующую механическую обработку изделия. Сама модель может быть деревянной, пластмассовой или металлической. Этот способ подходит для монолитных и крупных деталей, с его помощью можно отливать изделия массой до 40 т.
Составные элементы мини-завода и их технические характеристики
Российская компания ООО «Стандарт» предлагает организовать «под ключ» мини-литейный завод для осуществления литья металла кокильным способом. Такой комплекс может работать с алюминием, медью, сталью и их сплавами. На станках можно отливать изделия любой формы и конфигурации благодаря возможности самостоятельно изготавливать формы-матрицы.
 Литейная машина фирмы KURTZ
Литейная машина фирмы KURTZ
В комплект мини-завода «под ключ» входит следующее оборудование:
- отражательная печь – она необходима для плавления металла. Технические характеристики:
- вариант энергоносителя – газ, электричество, отработанное топливо, солярка;
- энергопотребление – 1 баллон газа на 20 часов работы или 30 кВт/ч;
- емкость бункера – до 1 т;
- производительность – до 600 кг/ч;
 Отражательная печь для литейного мини завода
Отражательная печь для литейного мини завода
- кокильный станок – необходим для непосредственной отливки изделий. Он может быть двух видов:
- однопозиционный – для изделий, которые не имеют обратных углов. Форма может раскрываться только в одну сторону;
- многопозиционный – предназначен для деталей сложных форм, кокиль раскрывается вверх и вниз.
 Кокильная машина 82А505
Кокильная машина 82А505
- потребляемая мощность – до 2,5 кВт/ч;
- оказываемое усилие на сжатие – до 190 т;
- кокиль – форма для будущих изделий – при необходимости ее может изготавливать компания по индивидуальным чертежам.
Обзор некоторых вариантов производственных комплексов «под ключ»
Прессовая машина для литья металла. Она предназначена для работы с пресс-формами и наиболее часто используется при изготовлении деталей из цветного металла. Характеристики:
 Машина непрерывного литья
Машина непрерывного литья
- создаваемое давление – от 33 до 135 МПа;
- потребляемая мощность – 30 кВт/ч;
- максимальный вес одной отливки – 6 кг (алюминий);
- стоимость – 700 000 рублей.
Машинный комплекс «под ключ» PR-1000 от компании АБ Универсал предназначен для отливки цветных металлов, характеризуется полной расплавкой, бесшлаковым литьем, точным наполнением пресс-форм – это обеспечивает высокое качество готовых изделий. Характеристики:
 Разработка конструкции горизонтальной машины непрерывного литья заготовок из цветных металлов
Разработка конструкции горизонтальной машины непрерывного литья заготовок из цветных металлов
- объем тигля – до 2000 см 3 ;
- максимальная масса одной отливки – до 5,4 кг (алюминий);
- максимальная высота опоки – 400 мм;
- диаметр опоки – до 500 мм;
- мощность – 30 кВт;
- габариты – 2000*1500*850 мм;
- стоимость – 1 500 000 рублей.
Производственный комплекс DTC-280 «под ключ» от компании Глобал-Маш предназначен для изготовления литых изделий из цветных металлов. Технические характеристики:
 Дробелитейные машины предназначены для производства литой стальной и чугунной дроби
Дробелитейные машины предназначены для производства литой стальной и чугунной дроби
- размеры форм – от 250 до 680 мм;
- давление прессования – до 188,4 МПа;
- площадь отливки – до 290 см 3 ;
- мощность – 18,5 кВт;
- габариты – 2560*1410*6420 мм;
- вес – 11500 кг;
- стоимость – 6 000 000 рублей.
Расценки на производимую продукцию
Для того, чтобы определить, выгодно ли приобретать готовый мини-завод «под ключ», необходимо сопоставить собственные затраты со стоимостью конечной продукции. Унифицировать цены в отрасли довольно сложно, поскольку они формируются с учетом изготовления кокиля или пресс-форм, а также объема производства, вида металла, сложности изделия. Поэтому стоимость работ будет рассчитываться для каждого заказчика индивидуально. Можно привести пример расценок на отливки из различных металлов:
 Припуски на механическую обработку отливок
Припуски на механическую обработку отливок
- серый чугун – от 69 рублей за кг;
- легированный чугун – от 170;
- высокопрочный чугун – от 118;
- углеродистая сталь – от 87;
- низколегированная сталь – от 126;
- легированная сталь – от 210;
- жаропрочная сталь – от 350;
- отливки из алюминиевых сплавов – от 320;
медные отливки – от 580.