Оборудование для гибки прута
Ручной станок для гибки арматуры своими руками.
Практически ни одно строительство не обходится без бетонных работ, а где бетон, там и арматура. Возвести фундамент, залить перекрытие, смонтировать армопояс в газобетонном доме. Все эти работы подразумевают использование арматуры, при помощи которой армируются железобетонные конструкции.

У начинающих застройщиков возникает вопрос: как правильно выполнить гнутье арматуры так, чтобы она не потеряла своих прочностных характеристик.
Неправильный самодельный арматурогиб
Если пруток диаметром 6-8 мм можно согнуть «об коленку», то арматуру большего диаметра руками согнуть затруднительно. И главное – качество такого изделия будет ниже всякой критики.
Также нельзя прибегать к таким «народным методам» гибки арматуры своими руками как:
- Надпиливание «болгаркой» места сгиба арматуры;
- Прогрев места сгиба открытым пламенем, в костре или паяльной лампой.
Эти способы, из-за механической и термической обработки металла, приводят к снижению его прочностных характеристик в месте сгиба. Это впоследствии может привести к разрушению арматуры под действием нагрузок.
Поэтому (если нет иных указаний по проекту), нужно гнуть «на холодную», не допускается изгиб стержня под острым углом.
Для сгибания арматуры используются такие приспособления, как станки с механическим или ручным приводом. Из-за высокой стоимости станки с механическим приводом не нашли широкого распространения среди самостройщиков.

Цена на фирменные арматурогибы с ручным приводом также кусается.
Поэтому пользователи FORUMHOUSE предпочитают покупным изделиям приспособления — самоделки. Как показывает практика, такая приспособа для гнутья арматуры своими руками вполне по силам каждому. Для ее изготовления в ход идут обрезки водопроводных труб, швеллеры, уголки, болты, обрезки металлопроката и прочий «ненужный хлам», который найдётся в закромах любого домашнего мастера. Себестоимость таких изделий колеблется от 50 до 500 рублей, в то время как стоимость арматурогиба, купленного в магазине, может составлять 3-5 и 10 тыс. руб. Выгода очевидна. Засучиваем рукава и приступаем к работе.
Как сделать арматурогиб своими руками
Самый простой и доступный способ самостоятельного гнутья прутьев диаметра не более 6-8 мм (изготовления рамок, хомутов и т.п.) – это вбить три ее толстых отрезка в бревно. Причём, два куска вбиваются по одной линии, а третий вколачивается между ними, с отступом от осевой линии на толщину арматуры, которую предполагается согнуть.

Ещё один метод – прикрепить/приварить к углу бытовки/столбу два уголка с нижним упором, а арматуру гнуть между ними.
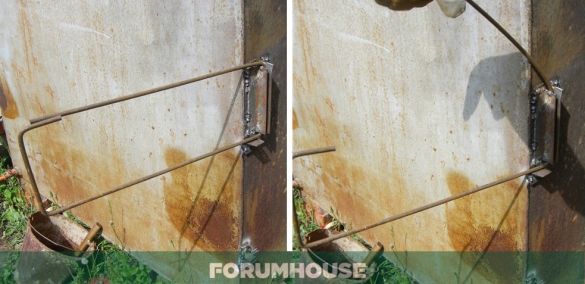
Либо такой вариант приспособления: приварить к заборному столбу болты.

Несмотря на простоту данных самодельных приспособ, работать на них не совсем удобно, и они лучше всего подходят для изготовления П-образных изделий, хомутов и рамок.
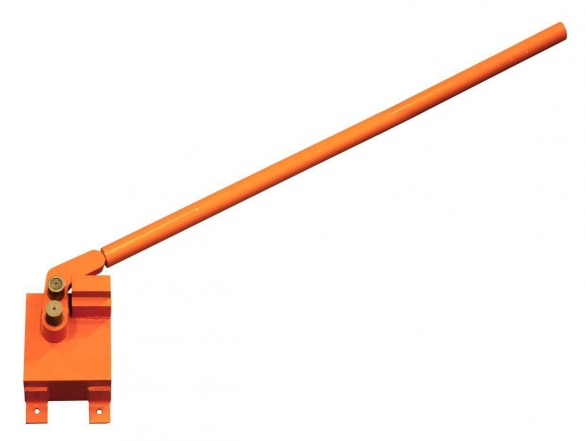
Поэтому дальнейшим развитием устройства становится изготовление полноценного самодельного арматурогиба, работающего в горизонтальной плоскости.
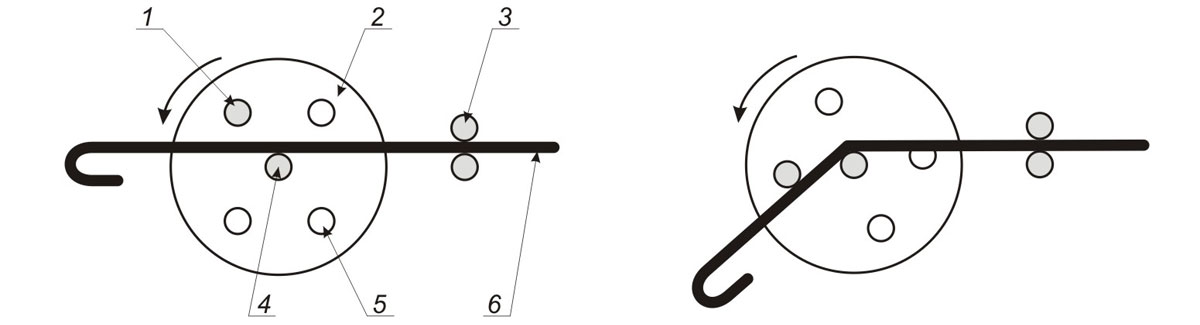
Принцип работы такого арматурогиба следующий: прут закрепляется между упорным элементом (уголком) и центральным неподвижным металлическим штифтом. Далее устанавливаем поворотный узел, который оснащён гибочным штырём и длинным рычагом (трубой).

При повороте гибочного узла для арматуры, за счёт усилия, возникающего на рычаге, арматурный пруток сгибается вокруг центрального металлического штифта на необходимый угол.

Арматурогиб ручной своими руками изготавливается за пару часов. Любой застройщик, кто хоть раз поработал на подобном устройстве, уже не вернётся к гибке арматуры своими руками, зажав её в тисках.
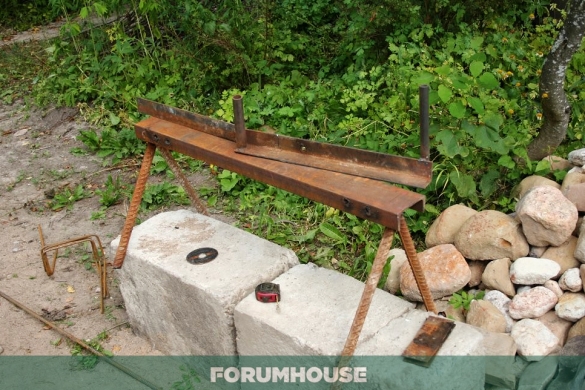
Вот один из вариантов изготовления такого арматурогиба по «рецепту» форумчанина с ником Константин Я.:

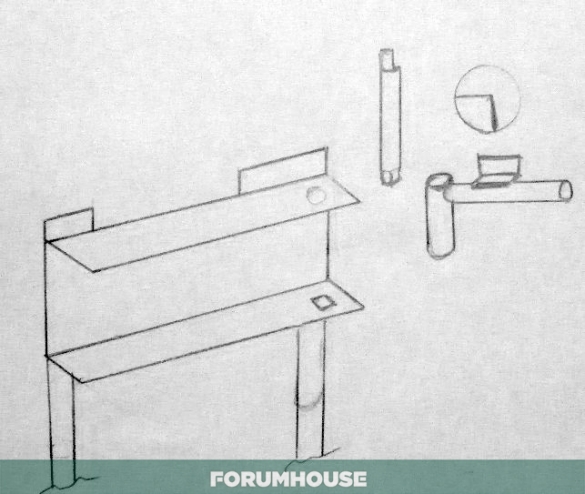
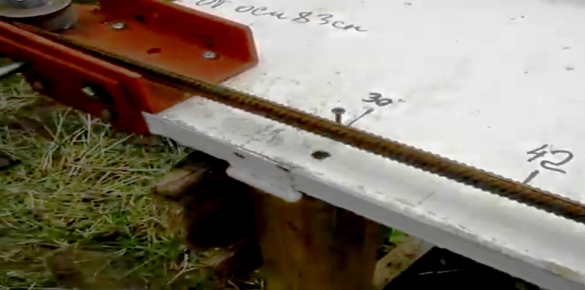
Станина – это 12 или 14-й швеллер длиной 1 метр. Швеллер привариваем к двум опорам (металлическим трубам), вбитым в землю. Для упора арматуры привариваем к верхней полке швеллера два уголка. Рычаг – это две трубы, сваренные под углом 90 градусов. Через вертикальную трубу проходит ось, на горизонтальную трубу надеваем удлинитель длиной 1.2 метра. Это увеличивает усилие на рычаге. Сверху рычага привариваем уголок, благодаря чему цепляется конец арматуры при её гибке. Уголок должен находиться на одном уровне с верхней полкой швеллера.
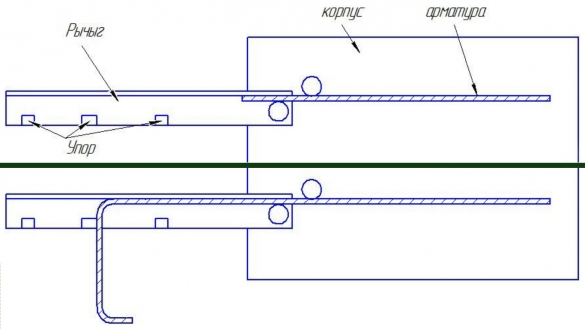
Ось форумчанин сделал из металлического стержня диаметром 30 мм. Нижняя часть обточена под квадрат. Это не позволит оси провернуться или выпасть, т.к. нижнее отверстие в швеллере также вырезано под квадрат. Верхний конец оси выступает над верхней полкой швеллера. Вокруг него и производится загибание арматуры (посмотрим на этот простой чертеж):

Для изготовления арматурогиба на всё про всё, вместе со сварными работами, я потратил 3 часа. Согнул на нём уже 3 тонны арматуры. Спокойно, в одиночку, гну арматуру диаметром 14 мм. Приспособлением для гибки арматуры полностью доволен, т.к. до его изготовления сломал хорошие мощные тиски – сгибал на них пруты диаметром 12 мм, надев на них трубу.

У меня «агрегат» несколько проще. Станина – это швеллер №10-12. Для изготовления «ног» взял арматуру диаметром в 20 мм. Уголки – размером 50х4. «Двенадцатую» арматуру гнул без проблем.
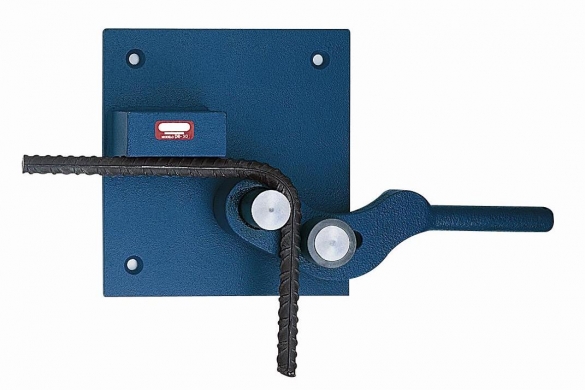
Арматурогиб из уголка своими руками
Рассматривая самоделки форумчан, можно сказать, что арматурогиб на основе уголков получил самое широкое распространение.

Подобное устройство для гибки прутка подкупает простотой своего изготовления, доступностью материалов и дешевизной. Предлагаем вам чертеж арматурогиба:
Устройство по этой схеме можно сделать даже без сварочного аппарата, обойдясь соединениями на болтах и гайках. Но наличие сварочного аппарата значительно расширяет возможности изготовления арматурогиба.

Во время стройки у меня возник вопрос, чем же гнуть арматуру. Изучив форум, выбрал самый простой вариант – из двух соединённых болтом уголков. Т.к. мне нужно было гнуть пруты не более 8 мм в диаметре, то усиливать конструкцию не стал. Приварил к одному уголку кусок трубы диаметром 20 мм. Уголки соединил болтом М10. Накрутил на него гаек, после чего закрепил конструкцию на импровизированной станине – куске толстой фанеры. На изготовление потратил 1.5 часа. Ровно столько же времени ушло далее на изготовление рамок размером 150х750 мм количеством в 90 шт.

Несмотря на популярность этой конструкции арматурогиба, форумчане идут дальше по пути модернизации и улучшения механизма. Особый интерес представляет устройство для сгибания арматуры своими руками, сделанное max68.2011.
В качестве основы используется швеллер №10, т.к. его удобно закреплять на куске бруса. Также потребуются подшипники, уголки 25х25 мм длиной 50 мм, которые привариваются сбоку швеллера. Сбоку просверливаются 2 отверстия, нарезается резьба М10х1.5 (для тонкой арматуры).

Оси арматурогиба – это болты М16х2. Один болт приваривается к швеллеру. Второй болт привариваем к серьге (поворотному узлу), в качестве которого использована рессора от Газели. Ручка рычага – труба диаметром 34 мм и длиной 300 мм. Для увеличения усилия на рычаге на короткую трубу можно надеть удлинитель – длинную трубу большего (надевается снаружи) или меньшего (вставляется внутрь) диаметра.

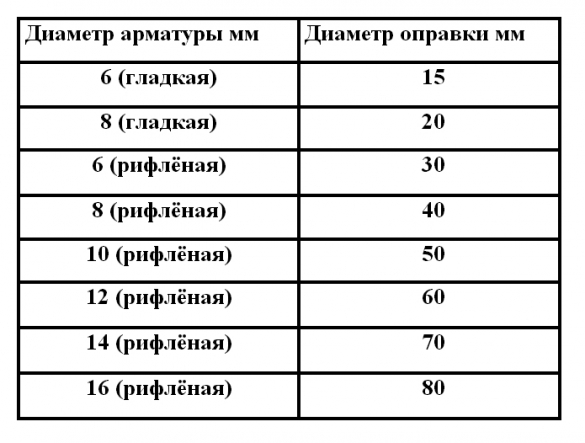
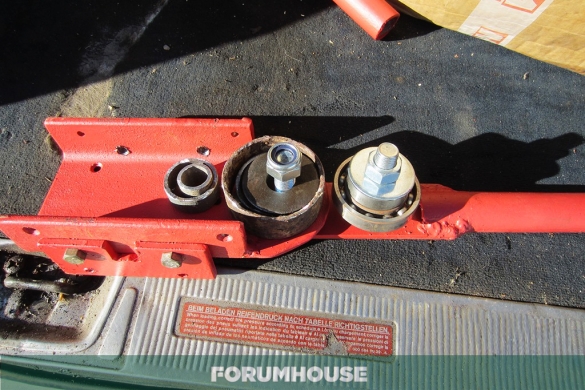
Стоит заострить внимание на моменте, для чего арматурогибу нужен набор втулок разного диаметра длиной по 4 см.
Согласно СП 52-101-2003 «Бетонные и железобетонные конструкции без предварительного напряжения арматуры», при изгибании арматуры минимальный диаметр загиба отдельного стержня должен быть таким, чтобы избежать разрушения или раскалывания бетона внутри загиба арматурного стержня и его разрушения в месте загиба. Отсюда – минимальный диаметр оправки при сгибании арматуры, зависит от диаметра стержня. Для наглядности все величины сведены в следующую таблицу:

Со временем арматурогиб max68.2011 претерпел изменения. Теперь он по внешнему виду ничем не отличается от промышленных изделий.
Также многих форумчан интерсует вопрос: как рассчитать длину прута арматуры при изготовлении рамок. Ведь простое сложение величин если рамка должна получиться 50х20 + 2 ушка по 40 мм, то чисто теоретически, длина прута должна быть равна 50+50+20+20+4+4=148 см. Но, с учётом радиусов загибов, эта цифра неверна. Вот какой может быть выход из этой ситуации:

По своей практике могу сказать, что дополнительно «накидываю» на каждый загиб от 5 мм. Это зависит от диаметра арматуры. Нужно изготовить рамку 50х20х4 (ушки) из арматуры «десятки», складываем: 4.5+50.5+20.5+50.5+20.5+4.5. Итого получается длина прутка =151 см.

В завершение расскажем про ещё один «секрет» форумчан, применяемый при гибке арматуры. Нужно закрепить арматурогиб на длинном деревянном столе и заранее разметить его, вкрутив саморезы и отметив маркером величины, которые соответствует монтажному размеру поворота прута в гибочном узле. Таким образом, можно избавить себя от необходимости каждый раз пользоваться рулеткой, отмеряя необходимую длину прута.
Прочитав темы Чем гнуть арматуру и Арматурогиб своими руками за 1.5 часа, вы познакомитесь с различными вариантами самостоятельного изготовления этого устройства (чертежи, фото, инструкции прилагаются). Также предлагаем узнать ответ на вопрос: как правильно армировать фундамент в углах. Также FORUMHOUSE рекомендует узнать все секреты сварочных работ и прочитать статью об особенностях холодной ковки. А это видео поможет вам понять, как правильно проводить арматурные работы.
Ручные гибочные станки для арматуры в Москве
- Станки
- Оборудование для работы с арматурой
- Гибочные станки

Ручной станок для гибки арматуры TeaM 12ЕС
Ручной станок для гибки арматуры Afacan 12PT
Ручной станок для гибки арматуры Afacan 12Е
Ручной станок для гибки арматуры TeaM 10E
Ручной станок для гибки арматуры Afacan 4B
Станок для гибки арматуры Afacan 12pt
Станок для гибки арматуры Zitrek GW-40M
Ручной станок для гибки арматуры AFACAN 10Е
Станок для гибки арматуры Afacan 16d
Ручной станок для гибки арматуры TeaM 12РТ
Ручной станок для гибки арматуры TeaM 12E
Ручной станок для гибки арматуры Afacan 10Е
Ручной станок для гибки арматуры ENKI SB-16PT
Ручной станок для гибки арматуры Afacan 10Е
Станок для гибки арматуры Afacan 10А
Ручной станок для гибки арматуры AFACAN 16D
Станок для гибки арматуры Afacan 16d
Ручной гибочный станок ALBA DR-20
Ручной резчик арматуры Kapriol до 28 мм
Станок для гибки арматуры Г-40
Ручной станок для гибки арматуры AFACAN 16PT
Станок для гибки арматуры STALEX DR25 17156
Станок гибочный Zitrek GW-40A, для арматуры
Станок для гибки арматуры Afacan 16pt



Ручной станок для гибки арматуры Afacan 10 EB
Станок для гибки арматуры Afacan 10Е
Станок для гибки арматуры Vektor AGW4-12С с ЧПУ
Станок для гибки арматуры DR20 Stalex, 100218
Ручной станок для гибки арматуры Gocmenler (д. 10 мм)
Станок для гибки арматуры VPK Г-55
Станок для гибки арматуры Afacan 20А
Станок для гибки арматуры Afacan 10eb
Станок для гибки арматуры Afacan 26А
Станок для резки арматуры ручной Stalex MS-28
Станок для гибки арматуры Zitrek GW-40M
Ключ для гибки арматуры AFACAN 10А
листогиб ручной Schechtl LBX 200
Трубогиб рычажный DSZH WK-N364A-14
Станок для гибки арматуры ТСС TSS GW5 2В 490481
Арматурогиб STALEX DR-16 ручной
Станок для гибки арматуры Zitrek GW-50A
Станок для гибки арматуры STALEX DR20 100218
Ручной станок для гибки арматуры ALBA DR-32
Станок для гибки арматуры Grost RB 50 M01
Станок для гибки арматуры Zitrek GW-40M
Станок для гибки арматуры GW50А
Станок для гибки арматуры Stalex DR12
Станок для гибки арматуры VPK Г-38
Станок для гибки арматуры GW-40M Zitrek (ручное управление)
Арматурогиб STALEX DR-16 ручной
Станок гибочный Zitrek Станок для гибки арматуры GW-40M 067-0086-2 (ручное управление)
Станок для резки арматуры ручной Stalex MS-20
Гибочные станки















Гибочные станки для арматуры, проволоки, листового металла и труб предлагает компания «КИТ-КОМПЛЕКТ». На нашем сайте представлены не только технические характеристики, но и видео гибочных станков и фото готовых изделий, что позволит лучше понять процесс производства. Если Вы не нашли нужного оборудования на сайте, пришлите ТЗ на почту info@m-w-l.ru, мы подберем станок под Ваши задачи.
Гибочные станки: назначение и принцип работы
Гибочные станки служат для формирования холодным способом из проволоки, арматуры, ленты или листового металла изделий нужной формы и представляют собой устройство, оснащенное подающим узлом, гибочной консолью и отрезным механизмом.
Как работает гибочный станок для проволоки?
В качестве сырья для изготовления проволочной продукции в зависимости от типа станка может использоваться проволочная бухта или предварительно нарезанные в размер прутки. В первом случае гибочные станки оснащаются размотчиком и правильным блоком, проволока с размотчика протягивается через правильные ролики (чаще всего расположенные в двух перпендикулярных плоскостях) и далее в гибочный узел, где в соответствии с заданной программой выполняется гибка и отрез готового изделия.
Станки для гибки проволоки и арматуры, исходным сырьем для которых являются уже нарезанные прутки, имеют более простую конструкцию: прутки сразу подаются в гибочный узел. Такие станки дешевле и имеют меньшую производительность, но в ряде случаев их применение намного эффективнее, например, в случае, когда необходимо выполнить какие-то операции до гибки (накатка резьбы, заточка и пр.).
Современные автоматические гибочные станки для арматуры или проволоки — это машины, оснащенные числовым программным управлением (ЧПУ). На таких станках гибка осуществляется с наибольшей эффективностью. Перенастройка оборудования на выпуск изделий другой формы проста и сводится к выбору нужной программы.
Типы гибочных станков
Гибочные станки различают по типу используемого сырья.
Гибочные станки для листового металла
Используются для придания листам металла разных форм. Нашли широкое применение при изготовлении деталей корпусов, элементов кровли, оконных конструкций, коньков, козырьков, отливов.
Все гибочные станки для металла имеют одинаковую конструкцию и отличаются только приводом. Наибольшее распространение получили гидравлические гибочные станки, электромеханические и ручные.
Первые наиболее мощные и позволяют работать с листовыми металлами толщиной более 3,5 мм. Электрические гибочные станки сочетают в себе высокую производительность, широкий набор функций и низкую цену. Это самое дешевое оборудование среди промышленных листогибов. Главное преимущество последних – компактность, мобильность, независимость от электросети. Цена ручных гибочных станков очень низкая, что позволяет их использовать для бытовых нужд, в небольших мастерских и на стройплощадках.
Станки для гибки арматуры
Станки для работы с арматурой по типу используемого сырья подразделяются на машины, работающие с прутком и с бухтой, а по степени автоматизации делятся на ручные, электромеханические и станки с ЧПУ.
Принцип работы у всех гибочных станков для арматуры одинаковый: часть арматуры помещается между гибочным пальцем и упорами, гибочный палец приводится в движение и осуществляет гибку на требуемый угол.
Ручные гибочные станки для арматуры используют систему рычагов, которая позволяет в несколько раз уменьшить необходимое для гибки усилие. Такие станки компактны, просты, надежны и очень востребованы на строительных площадках.
Электромеханические станки отличаются от ручных только тем, что гибка осуществляется не за счет физической силы оператора, а за счет электродвигателя. Эти станки позволяют гнуть арматуру диаметром до 40-50 мм.
Гибочные станки с ЧПУ для арматуры позволяют производить гибку в автоматическом режиме. Арматура с размотчика проходит через правильные ролики и поступает в зону гибки, где при помощи вращающегося диска с упорами и гибочными пальцами гнется в соответствии с установленной программой. Такие станки высокопроизводительные и не требуют вмешательства оператора в рабочий процесс, но они имеют ограничения по диаметру арматуры, как правило, не больше 16 мм.
Гибочные станки для труб
Гибка труб необходима для изготовления воздушных и газовых магистралей, радиаторов холодильников, элементов теплообменников, при производстве POS-продукции.
Гибочные станки для труб по типу привода подразделяются на ручные и гидравлические.
Ручные станки для труб, как правило, используются для работы с трубами малых диаметров из мягких материалов. В остальных случаях применяются гидравлические трубогибы, наиболее широкое распространение среди которых получили трехвалковые гибочные станки.
При массовом производстве более сложных изделий, например, радиаторов холодильников, нередко применяются автоматические гибочные станки для труб с ЧПУ. Принцип их работы схож с работой станков для гибки арматуры.
Станки для гибки полосы
Наша компания предлагает станки для гибки металлической полосы. На таких машинах производят хомуты, скобы, скрепы, ободы колес и прочее. Также есть специализированный станок для изготовления букв из алюминиевой и стальной полосы для вывесок.
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
Гибочные станки для проволоки и арматуры: устройство, конструкция
Гибочный станок с ЧПУ имеет следующие основные элементы конструкции.
Размотчик
Входит в комплектацию машин, способных работать с проволокой или арматурой из бухт. Он необходим для размотки и подачи проволоки в правильный узел станка. Может использоваться как механический, так и моторизованный размотчик.
Правильный узел
В качестве правильного механизма используются ролики. Применение этого метода правки обусловлено тем, что проволока подается в гибочный узел рывками, а использование правильного барабана предполагает непрерывное протягивание проволоки.
Гибочный узел
Гибочный механизм представляет собой упор и несколько гибочных пальцев, осуществляющих гибку под управлением системы ЧПУ, а также направляющие ролики. Станки 3d гибки проволоки также оснащаются вращающейся консолью.
Гибочный станок: схема механизма для гибки
Отрезное устройство
После завершения программы гибки система ЧПУ посылает управляющий сигнал на отрезной механизм, представляющий собой нож гильотинного типа, он опускается, обрезая готовое изделие.
Типы гибочных станков
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
По типу используемого сырья различают:
- гибочные станки для листового металла;
- станки для гибки арматуры;
- гибочные станки для профильной трубы;
- станки для гибки ленты;
- гибочные станки для проволоки.
На нашем сайте представлены автоматы для работы с металлической лентой, трубой, проволокой и арматурой, а также специализированный станок для изготовления букв из алюминиевой полосы для вывесок.
Купить гибочный станок с максимальной выгодой в компании «КИТ-КОМПЛЕКТ»
Помимо поставки оборудования нашим клиентам, мы предоставляем качественный сервис:
- консультационная поддержка по вопросам эксплуатации и обслуживания станка в течение гарантийного периода и после;
- поставка комплектующих и запчастей для гибочного станка в кратчайшие сроки;
- бесплатный монтаж и пусконаладка поставляемого нами оборудования;
- гарантийный и постгарантийный ремонт гибочного станка в случае необходимости.
Все станки поставляются согласно оговоренной комплектации и в обозначенные сроки со всей сопутствующей документацией: инструкция по подключению гибочного станка и эксплуатации на русском языке, электрическая схема, чертежи.
Не нашли подходящую модель? Свяжитесь с нашими специалистами, и объясните свои задачи. Мы можем подобрать гибочный станок, цена и технические характеристики которого устроят даже самых требовательных клиентов.
Обзор промышленных гибочных станков для арматуры
В целях экономии средств, предприятиям приходится покупать станки для гибки арматуры. Чтобы не потеряться в их многообразии характеристик — читайте статью.

Станок для гибки арматуры — оборудование, широко востребованное в современном строительстве. В зависимости от требуемой производительности такие агрегаты могут иметь электромеханический (реже — гидравлический) привод, управляться вручную, а также работать в автоматизированном цикле. Мощность привода такого оборудования невелика, поскольку процессы изгибания не требуют больших энергозатрат.
Сортамент применяемой арматуры
Данный вид стального проката, в соответствии с требованиями ГОСТ 5781, поставляется в горячекатаном состоянии. При диаметре сечения до 27 мм это могут быть прутки и проволока, свыше 27 мм — только пруток. Значительно реже встречаются арматурные профили квадратного поперечного сечения. Профиль стальной арматуры — специальный, с поверхностными насечками различного вида и интенсивности.
Небогат и выбор марок стали, предназначенной для сгибания арматуры. В зависимости от условий эксплуатации, арматура подразделяется на 4 класса, и каждому соответствуют определенные марки сталей:
- Для арматуры класса А-I (А240) — стали углеродистые обыкновенного качества типа Ст.3 по ГОСТ 380 (ассортимент профилей от 6 до 40 мм);
- Для арматуры класса А-II (А300) — стали углеродистые обыкновенного качества типа Ст.5 по ГОСТ 380 (ассортимент профилей от 6 до 80 мм);
- Для арматуры класса Ас-II (Ас300) — стали низкоуглеродистые качественные строительные типа 10ГТ или 18Г2С по ГОСТ 27772 (ассортимент профилей от 10 до 40 мм);
- Для арматуры класса А-III (А400) — стали среднеуглеродистые качественные строительные типа 32Г2Р, 35ГС по ГОСТ 27772 (ассортимент профилей от 6 до 40 мм).
Выбор класса зависит от эксплуатационных нагрузок, которым подвергается железобетонная конструкция сооружения, поскольку все рабочие напряжения воспринимает на себя только металлическая составляющая. Закладка угловых арматурных элементов требуется практически всегда, поскольку в углах стен, фундаментов и пр. возникающие напряжения особенно велики.
Пластичность всех вышеперечисленных марок сталей горячей прокатки находится в пределах 65…70%, что вполне позволяет использовать для их обработки процессы холодного пластического деформирования. В частности, даже наиболее прочные арматурные стали класса А400, допускают гибку без трещинообразования на углы до 90 0 (без учета естественного пружинения материала). При этом упрочнение сталей сравнительно невелико.
Кроме прутков, при производстве арматуры требуется обвязочная проволока. Ее диаметр обычно не превышает 3…4 мм. В отличие от прутков, проволока для обвязки всегда имеет строго круглый профиль и изготавливается из мягкой пластичной стали марок Ст.3 или (для более ответственных железобетонных конструкций) из стали 08кп по ГОСТ 1050.
Таким образом, выбор подходящего типа оборудования для гибки определяется физико-механическими характеристиками материала и требуемой производительностью.
Приводные станки, работающие от прутка
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:

- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
 Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
Оборудование для гибки арматурной проволоки
- Приводного электродвигателя.
- Клиноременной передачи.
- Системы включения (муфты+тормоз).
- Главного вала.
- Вращающейся рамки с пуансоном требуемой конфигурации.
- Отрезного ножа.
- Блока матриц с фиксаторами.
- Выбрасывателя.
После заправки бухты в отрезную матрицу до предварительно выставленного упора включается привод автомата. После этого отрезанная заготовка подается в зону вращения роторов, которые производят последовательную гибку полуфабриката до требуемой конфигурации. На последнем переходе штамповки срабатывает выбрасыватель, и готовая деталь удаляется из зоны деформирования, а туда подается очередная заготовка.
Применение таких автоматов оправдано при массовом характере производства, поскольку переналадка ползунков занимает много времени, а для каждого типоразмера детали требуется своя пара «пуансон-матрица».
Технические характеристики рассматриваемого вида оборудования сведены в таблицу. Параметры многоползунковых гибочных автоматов соответствуют требованиям ТУ2-041.

Анализируя данные таблицы, необходимо отметить, что данное оборудование достаточно энергоемко, а потому коэффициент его загрузки в производственных условиях следует предусматривать максимальным.
Подобными характеристиками обладают станки для гибки арматуры Г42. Рынок предлагает также импортные модели, в частности, станки для гибки арматуры GW40, станки Zitrek SB40b (производства Чехия+Китай) и им подобные. Важно, что фирма Zitrek, при продаже своего оборудования, предлагает и приспособления для гибки арматуры, что расширяет технологические возможности техники.
Оборудование для художественной гибки металла – автоматическое и ручное
Чтобы получить красивую декоративную решетку на окно, либо для ограды или балюстрады балкона, необходимо оборудование для холодной художественной гибки металла. Давайте разберемся, что это за приспособления.
1 Для чего нужно гнуть металлопрокат, и как это лучше делать?
Для изготовления кронштейнов козырьков над окнами и дверьми, а также для навешивания настенных фонарей и камер видеонаблюдения зачастую используются фигурные элементы из стальных полос, а также из прутка или арматуры. Такие детали можно заказать в кузнице или на предприятии, где установлены станки для гибки проката. Либо, как вариант, можно сделать механический инструмент для изготовления металлических орнаментальных элементов своими руками.

Также немаловажно знать принцип действия автоматических приспособлений, которые можно приобрести для наладки массового выпуска фигурных деталей.
Разнообразие художественных элементов невелико, однако для каждого варианта требуется отдельная операция. Различают такие форм-факторы, как полоса или пруток со спиральным изгибом, пруток с кручением вокруг продольной оси, элемент с изгибом по определенному радиусу (до кольца) или волной, а также под углом. Также для придания конструкциям объема нередко используется гибка по большому радиусу. Универсальных аппаратов легкого класса с малой и средней производительностью очень мало, чаще встречаются модели, совмещающие комплекс для 2-3 типов гибки.
2 Автоматические станки для декоративного изгиба
Оборудование для получения декоративных форм из стальной полосы, прутка или арматуры (а также из труб) бывает механическое, основанное на работе маховика, электромеханическое, гидравлическое и пневматическое. Первым у нас будет станок для простейшей операции – вальцевания металла. Да, именно на этой технологии основан метод получения изгиба малого радиуса, то есть для дуги используются 3 валика. Однако отечественный станок «Д 2 С» отличается многофункциональностью, то есть можно своими руками установить насадку и для навивки «улитки».
Данное оборудование считается довольно простым, поскольку не нуждается во включении в производственную линию. В качестве насадки вместо ведущего, горизонтально ориентированного вала, используется специальный шаблон, который вставляется в патрон на шпинделе. Заготовка вставляется в зажим, после чего станок проворачивает вал на необходимый угол, который задается простейшим программированием на пульте. Максимальный диаметр изделия не может превышать 20 миллиметров.

Для получения многовитковых улиток может быть сделано несколько поворотов шпинделя с поэтапной заменой насадок, либо с использованием сборного секционного шаблона. Похоже работает и станок для холодной художественной гибки металла «Декор 1», который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон могут быть вставлены валки различного диаметра или специальные шаблоны «улитки». Оборудование снабжено пультом ЧПУ. Оба устройства запускаются автоматически и вручную. Следующий станок можно назвать бюджетным их вариантом.
Аппарат для холодной ковки «Ажур 1М» предназначен для пуска и остановки шпинделя своими руками. Мощностью в 3 кВт и имеющий небольшие размеры (менее метра по любой из сторон и 1,2 метра в высоту), этот агрегат может быть установлен даже в домашней мастерской. Производительность – от 400 деталей типа «лапка», «улитка» и «волюта», «корзинка» и «торсион» на дополняющих модулях.

Выпускаются и зарубежные образцы подобного оборудования. В частности, UNV3 предназначен для завивки заготовок в «улитки» и «волюты», а также для продольного скручивания прутка с квадратным сечением. Предусмотрено и изготовление «корзинки». Однако оборудование с ЧПУ требует работы исключительно обученного оператора, поскольку, в противном случае, придется использовать ручной пуск станка, из-за чего большинство функций дорогого оборудования не будут задействованы.
То же самое можно сказать и про менее универсальный вариант V2-16 мощностью 1,5 кВт, который выполняет только операции по завивке «торсиона», изготовлению «корзинок» и производству «улиток». Оба агрегата при наличии цифрового пульта управления работают от педального пуска. Следует принять во внимание, что, независимо от используемого типа станка, материал должен обладать должной степенью вязкости и пластичности. Следовательно, высокоуглеродистые стали со значительной упругостью для этой цели не подходят.
3 Ручное производство декоративных металлических элементов
Помимо автоматических агрегатов сегодня в огромном количестве выпускается механический инструмент для фигурной деформации металлических полос и прутков с арматурой. Практически любое приспособление такого рода основано на вращении или повороте ворота, а также на рычажно-цепной передаче. Причем можно использовать как отдельные механические устройства, так и комплекс из нескольких узлов, соединенных на одной станине, разница между ними будет только в стоимости, производительность же абсолютно одинакова.
Давайте рассмотрим последовательно каждый инструмент для изготовления того или иного декоративного элемента из металла. Самое простое решение – вращение ворота вручную, то есть без использования различных передач, облегчающих мускульное усилие. Как правило, здесь можно упростить задачу только за счет предельно возможной длины плеча рычага. Например, элементарное устройство: стенд, на котором жестко закреплен упор для заготовки, а на некотором расстоянии от него – вращающийся вал, вокруг которого будет загибаться пруток, труба или полоса металла.

Под рабочей поверхностью к оси вала прикреплен свободно двигающийся рычаг, имеющий дополнительную вертикальную ось на плече, выведенную над стендом через дугообразную прорезь. На ось надет второй вал, который будет прикатывать заготовку к первому. Такой инструмент дает возможность легко изготовить своими руками «волюту». Для закрутки «торсиона» на длинном массивном основании устанавливаются 2 станины, жестко закрепленная – на конце, и подвижная – на середине. Сквозь зафиксированную станину пропущен вал, на котором установлен ворот и имеется плашка с зажимами, обращенная вдоль основания к противоположному его концу. В свободно двигающейся консоли сделана проушина с болтовыми зажимами, куда жестко фиксируется заготовка.
Второй конец стержня с квадратным сечением зажимается в плашке. Далее вращением ворота придается нужное количество витков завиваемой по продольной оси детали. Этот же инструмент позволяет сделать своими руками корзинку из нескольких прутков. Вот еще один инструмент для механической художественной гибки металла. В центре рабочей поверхности приспособления имеется ось, на которую надевается сборный шаблон для улитки. Секции насадки имеют скошенные торцы для прочного стыка, а также удобные крепежи с небольшими отверстиями под пальцевое соединение. Когда дугообразные детали шаблона смыкаются в рабочее положение, получается ровная, плавно изгибающаяся спиралевидная конструкция.

По центру, над зажимным пазом для заготовки, имеется бобышка ворота, в которую вкручиваются рукоятки рычагов. С небольшим отступом от надетой на ось насадки имеется длинная широкая прорезь, ориентированная от центра. В ней на пружине движется вал, который нужен для упора заготовки к шаблону при вращении ворота. И, наконец, последний инструмент, который можно приобрести для ручной гибки арматуры. Называется он очень похоже на операцию, которую выполняет, а именно – гнутик. Состоит из трех квадратных профилей, расположенных вплотную, два крайние из которых жестко закреплены на верстаке или станине.
Центральный движется продольно между крайними посредством поворота рычага (реечная передача). На неподвижных основаниях установлены ведомые валы прокатного стана, на центральном – ведущий, с воротом. Напротив него ближе к станине имеется место под сменный клин с заданным углом для углового загиба полос с упором на валы. Для получения дуги заготовка ставится между ведомыми и ведущим валами, поворотом рычага она гнется до нужного радиуса, далее вращается рукоятка для сообщения нужного изгиба всей заготовке.
4 Как самостоятельно изготовить устройство для гибки прутков и профилей?
Описанное оборудование несложно сделать самостоятельно, но гораздо эффективнее работать с электромеханическим станком. Поэтому, помимо ворота, вышеупомянутый инструмент можно своими руками снабдить цепной передачей на ось ведущего шпинделя от электромотора.
Однако наиболее эффективным будет решение с зажимным патроном от токарного станка, в бабках которого можно закрепить заготовку любой формы. Для этой цели можно задействовать остойчивый верстак, фиксируя на нем при необходимости подвижную консоль с проушиной под кручение «торсиона» или упор для наматывания спиральной улитки на закрепленную в патроне насадку.
Для изготовления колец своими руками, упомянутую ранее консоль с проушиной, которая располагается точно по центру патрона, можно отодвинуть на некоторое расстояние. Затем зажать бабками вал нужного диаметра (для удобства на его торцах могут быть более тонкие выступы под проушину и зажим). Также на валу устанавливается петля или иной зацеп для заготовки, которая затем, после включения электромотора и начала вращения шпинделя, начинает закручиваться пружиной вокруг шаблона. Желательно также своими руками сделать упор для прутка сбоку от оси вала. После снятия заготовку остается разрезать вдоль для получения колец по количеству витков.