Воздушный компрессор для лазерного гравера
Воздушные компрессоры
- 12
- 24
- 36
Воздушный безмасляный компрессор H550

Модель: H550
Мощность: 550 Вт
Давление: 8 Bar
Напряжение: 220V/50HZ
Ток: 2.6A
Габариты (мм): 265х105х195
Воздушный безмасляный компрессор H750

Модель: H750
Мощность: 750 Вт
Давление: 8 Bar
Напряжение: 220V/50HZ
Ток: 3.2A
Габариты (мм): 265х105х215
Воздушный безмасляный компрессор H1500

Воздушный безмасляный компрессор TB551-9

Модель: TB551-9
Мощность: 580 Вт
Производительность: 40 л/мин.
Давление: 8 Bar
Объём ресивер: 9л.
Напряжение: 220V/50HZ
Ток: 2.6A
Вес (кг): 17
Габариты (мм): 505х210х520
Воздушный безмасляный компрессор TB551-30

Воздушный безмасляный компрессор TB751-30

Модель: TB751-30
Мощность: 780 Вт
Производительность: 60 л/мин.
Давление: 8 Bar
Объём ресивер: 30л.
Напряжение: 220V/50HZ
Ток: 3.5A
Вес (кг): 21
Габариты (мм): 620х270х630
Воздушный безмасляный компрессор CL551-24

Модель: CL551-24
Мощность: 580 Вт
Производительность: 40 л/мин.
Давление: 8 Bar
Объём ресивер: 24л.
Напряжение: 220V/50HZ
Ток: 2.6A
Вес (кг): 26
Габариты (мм): 445х445х575
Воздушный безмасляный компрессор CL751-35

Воздушный безмасляный компрессор CL151-60

Воздушный безмасляный компрессор ACO300

Безмасляные компрессоры GOAIR используются в медицине, строительстве, для корректной работы пневмоцилиндров и пр. В лазерно-гравировальной технике компрессоры выполняют важную функцию удаления из зоны резки продуктов горения, обдува и охлаждения оптики, увеличения скорости и улучшение качества резки многих материалов.В отличие от других сфер в которых используется сжатый воздух, при работе с лазерными станками к компрессорам предъявляется ряд жизненно важных требований: компрессоры должны быть безмаслянными, в противном случае масло вместе с воздухом будет попадать на оптику и срок ее службы значительно сократится, тоже самое и с влагой. Все компрессора с выходным давлением более 1bar конденсируют влагу из воздуха, для чего на них требуется устанавливать влагоотделители. Компрессоры GOAIR не только обладают всеми этими преимуществами, но также оснащены двумя поршневыми группами, что увеличивает производительность, снижает уровень шума и увеличивает ресурс работы агрегатов. На модели с ресиверами установлены реле давления с манометрами и электронные сбросные клапаны для сброса избыточного воздуха из шлангов соединяющих компрессор и бак. Линейка оборудования обширна и включает себя компрессора с горизонтальными и вертикальными ресиверами различного объема и различной мощности от 550Вт до 1500Вт, а также моделями без бака. Основные критерии производства компрессоров GOAIR: качество сборки, надежность эксплуатации, стабильный ресурс.
Подобрать
8 800 350-35-28 — бесплатный звонок
8 495 669-68-49 — Коммерческий отдел
8 495 481-29-53 — Техническая поддержка. Лазерное оборудование
8 495 481-29-73 — Техническая поддержка. Фрезерное оборудование
Адрес: Москва , ул. Уржумская д.4 , территория завода «Бакра», строение 6, 3 этаж . С проходной позвонить для заказа пропуска.
- Каталог
- О компании
- Доставка и оплата
- Галерея
- Техподдержка
- Гарантия
- Статьи
- Истории успеха
- Контактная информация
Мы в социальных сетях:
Лазерные граверы, фрезерные станки с ЧПУ, ударно-гравировальные ювелирные станки, 3д принтеры. Все предложения на ресурсе не являются публичной офертой их стоимость, внешний вид, комплектация и пр., могут быть изменены. Все права защищены.
Для улучшения работы сайта мы используем файлы cookie. Вы всегда можете отключить файлы cookie в настройках браузера.
Компрессор и охлаждение для лазерного станка
Published date 20.05.2018
Last modified date 13.01.2019
Статьи в черновиках могут лежать годами, надо что то делать) Итак – немного продолжения про лазер. Ранее я делал обзор нашего лазерного станочка. Недолгая эксплуатация показала, что надо что то делать с охлаждением, воздухом и вентиляцией. В этом посте я расскажу про компрессор для лазерного станка и про охлаждение для лазерного станка, что пришлось нам городить.

Скажу сразу, всем желающим купить маленький лазерный станочек на балкон. Даже если вы поставите термоядерной производительности вытяжку, заклеите все щели скотчем, замажете все стыки герметиком – ЗАПАХ БУДЕТ! Если вы режете фанеру – терпимо, а вот если пластик… еще хуже войлок или резина – там уже конкретная вонища, если резина пахнет серой то вот войлок палеными волосами. Поэтому если есть идея открыть центр лазерной резки в офисном центре – это возможно только если ваши соседи очень неприхотливы.
Ну а у нас цех, эти проблемы мало беспокоят, ну кроме шума который мешает в обеденный перерыв. Итак, штатная аквариумная помпа, что шла в комплекте к лазерному станку, слаба (80Вт 0,35 атм, 70 л/мин). Для гравировки – норм, для резки – маловато будет.
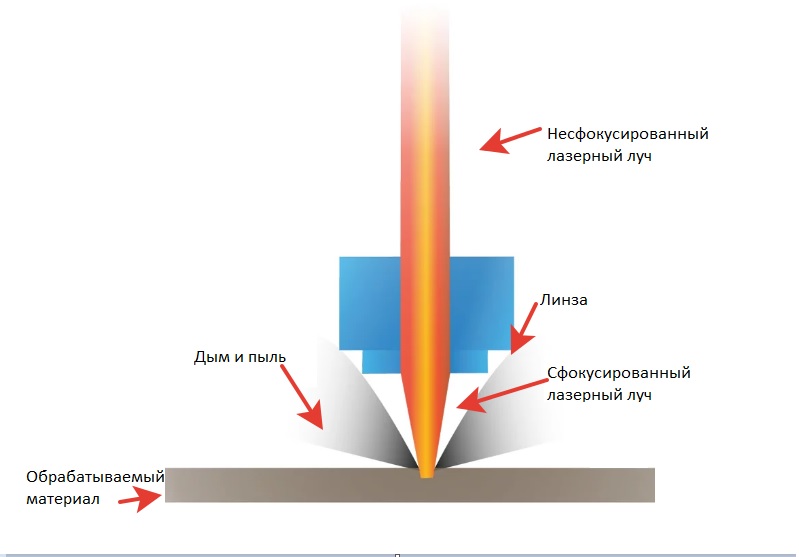
Тут я должен рассказать зачем лазерному станку воздух, для тех кто не сталкивался. Сжатый воздух выполняет двоякую функцию при резке лазером. Первая – создает избыточное давление в пространстве перед линзой, не допуская попадания дыма и продуктов сгорания на линзу, что приведет к ее быстрой порче. Вторая функция, актуальная для резки – это выдув продуктов сгорания/плавления из зоны резки. Если этого не делать, то край реза будет неровным и сильно закопченным. Исходя из первого требования (защита линзы) становится ясно какие требования к воздуху – сухой, чистый. Второе требование говорит о давлении – нужно хорошее давление и хорошая производительность. Аквариумный для резки слабоват – не развивает давления.
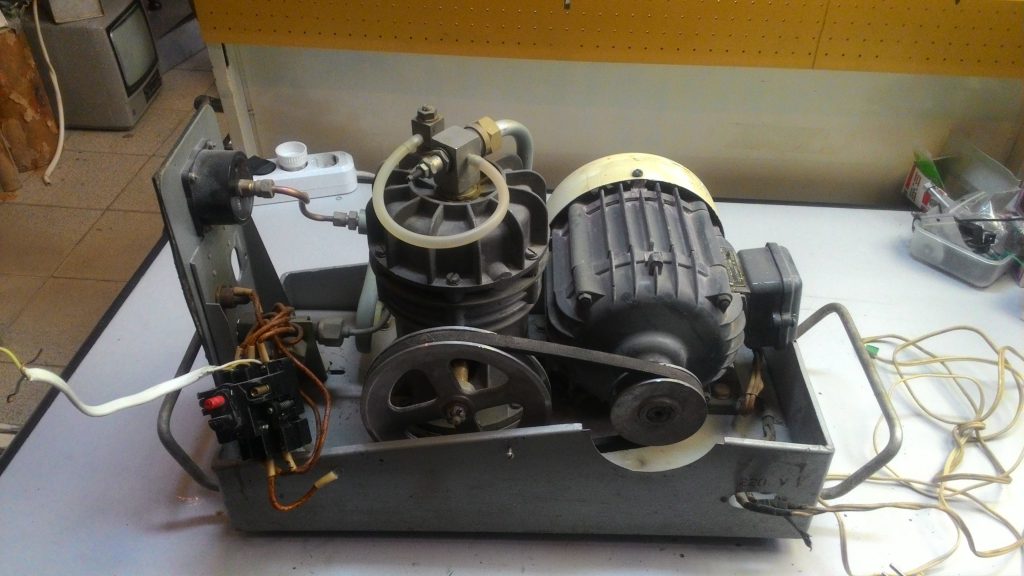
Масляный компрессор – не самое лучшее решение – масляный туман, который образуется при работе такого компрессора попадает в воздух и будет со временем пачкать линзу – нужно делать предварительные фильтры перед станком. Исходя из этого мой выбор – мембранный компрессор. Гуглежка показала варианты вроде Fengda AS-09 за ценник порядка 10 тыс.р., медицинские стоматологические за цену в 10 раз большую. Поиск по закромам вывел на свет этого советского монстра:

Компрессор диафрагменный УК-1М. Производства ПО “Киевприбор”, 1982 г. 880Вт мощщи (по шильдику), до 4 атм, может даже качать воду! Производительность правда ниже – до 20 л/мин.
Мотор АОЛБ31-2 400Вт 2920 об/мин. Компрессор огромный, тяжелый, шумный, вибрирует, но… при должном уходе оставите правнукам. Проводим полную ревизию, чистку, черт его знает что им качали до меня.

Кто то, зачем-то вмешался в родную электросхему:
Разбираем. У двигателя требует замены подшипник


Собираем обратно попутно не жалея смазки. И тут я ошибся, и перепутал пусковую и рабочую обмотки двигателя (у этого асинхронного двигателя две обмотки, пусковая и рабочая, пусковая запускается только на момент старта когда кнопка ПУСК зажата до упора, не самое удобное решение с точки зрения эксплуатации). Понял это когда из вращающегося двигателя пошел дымок… А потом я повторил свою ошибку второй раз, и второй раз с дымком! Но двигатель выжил, сказался огромный запас прочности, и то, что пусковая обмотка используется кратковременно.
Для очистки воздуха от пыли я из автомобильного фильтра от москвича сделал предфильтр на впуск.

Особенность работы мембранных компрессоров – давление регулируется на самом компрессоре путем перетока части воздуха в атмосферу, поэтому про регулировку дросселем на лазерной голове можно забыть – если мембранному насосу заткнуть выход это увеличит нагрузку на мембрану и вызовет ускоренный износ. Хотя в целом компрессор на фото спокойно выжимал 4 атм.
Итог: Работает отлично, шумно, вибрирует но за почтибесплатно я считаю шикарно.
Часть два – охлаждение.
Лазер нужно охлаждать, причем оптимальная температура для лазера около 18°С. Причем ее нужно держать стабильной, если она будет сильно меняться – это уменьшит ресурс трубки (тепловое расширение, деформация – и привет трещинам или нарушению юстировки). Зимой еще как то справлялся открывая дверь на улицу, а когда будет жара +32 – то штатный чиллер не в состоянии охладить до температуры ниже температуры воздуха и возможен перегрев. Нужен фреоновый (CW 5000) – но вы его цену видели. Гуглежка показала очень практичное решение – пивной охладитель. б/у пивной охладитель мы купили за 9000 руб (вот тут) Бонусом – отличная штатная помпа. Из минусов – нужно делать систему контроля температуры – нельзя охлаждать ниже температуры выпадения росы, если конденсат выпадет на выходной линзе – трубка выйдет из строя, вода хорошо поглощает лазерное излучение нагреваясь.
Как всегда – начинаем с полной переборки и чистки. Пивной охладитель б/у, но холод производит – большего и не требуется. Вытаскиваем дохлых тараканов и мышей

Моем бак, проверяем – действительно морозит:

Заливаем дистиллированной водой:

Ну и городим простую систему управления – китайский термоконтроллер REX-C100, твердотельное реле и термопара. Помпа работает всегда, компрессор холодильника охладителя – от контроллера. Настраиваем период работы максимально большим, дабы не насиловать двигатель частыми включениями. Alarm я настроил в +5, тоесть если температура отклонится от заданных +18 на пять градусов, то сработает контакт реле alarm и станок остановится по защите. Датчик потока включается последовательно, но его пока нет(

Итог: работает хорошо, на заданную температуру выходит быстро, держит четко – даже при полной нагрузке она не растет. Старый чиллер CW-3000 теперь продается ?
UPD. Внезапно у насоса изменился звук работы, и пропало давление. Думал мембрана порвалась, но нет – развалился шплинт крепления клапана, починил. Голова у насоса разбирается если открутить с нее все.

Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как выбрать воздушный компрессор для лазерного станка?

Компрессор необходим для нескольких вещей: подача воздуха в зону реза для эффективного процесса резки материала, продув зоны реза для более чистого края обрабатываемого материала, создание давления в голове лазерого станка для того, чтобы не засорялась линза. Чем отличаются компрессоры и какой из них лучше?
Начнем с того, что типов компрессоров достаточно много, но чаще всего для лазерных станков используются поршневые компрессоры. В свою очередь у поршневых компрессоров есть свои подтипы.
Поршневой компрессор для лазерного станка аквариумного типа
Типичные представители выглядят так.



Какие же у них плюсы и минусы? Они достаточно недорогие, конструкция проста до безобразия, очень низкое энергопотребление (обычно до 100 Вт), они тихие и могут работать в непрерывном режиме. Их мощности хватает для качественной резки фанеры до 6 мм. Стоит заметить, что толщина 6 мм приблизительна, так как у каждого покупателя свои требования по качеству реза. Компрессор аквариумного типа отлично подойдет для гравировки фанеры, но для некоторых задач его может не хватать. Например:
1. Производство печатей — гравировка с аквариумным компрессором будет получаться не такой глубокой.
2. Резка толстых материалов — рез будет грязным в случае фанеры, другие же материалы могут воообще воспламеняться при использовании аквариумного компрессора.

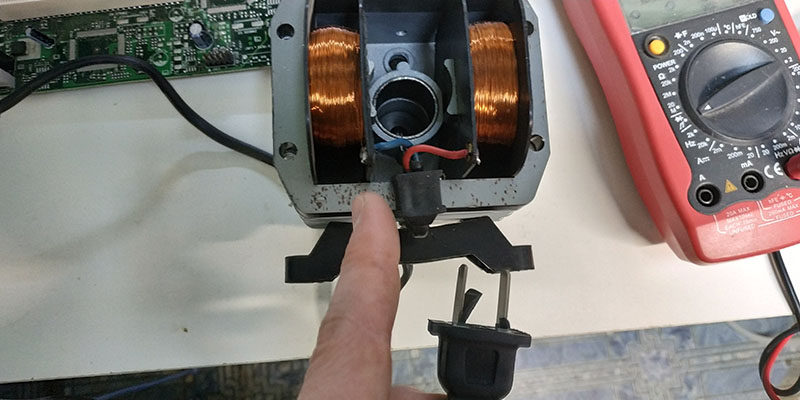
Разобранный поршневой компрессор. Он состоит из клапана, двух катушек и поршня, который перемещается с частотой переменного тока, т. е. 50 Гц
Собственно теперь о недостатке. Он один, но он очень критичен в вышеперечисленных задачах. Такая конструкция компрессора не позволяет создавать давление и его производительность сильно зависит от длины и внутреннего диаметра воздушного шланга. Чем тоньше и длиннее шланг, тем ниже производительность. Именно поэтому при использовании компрессора такого типа мы советуем устанавливать на станок шланги большего диаметра. Благодаря им, производительность компрессора вырастает примерно в 2 раза и больше, согласно показаниям прибора. Поэтому, при покупке не следует обращать внимание на параметр «производительность в л/мин», так как эта производительность указана при отсутствии каких-либо препятствий в виде шлангов. Кстати, была найдена интересная зависимость: эффективность компрессоров такого типа заметна только при увеличении производительности компрессора до 80 л/мин. То есть, например, вы увидите разницу если поменяете компрессор с 40 л/мин до 70 л/мин или с 70 л/мин до 80 л/мин. Но при замене компрессора 80 л/мин на 120 л/мин разницы уже нет почти никакой. Это связано с тем, что данные компрессоры не умеют создавать высокое давление и 120-литровый компрессор физически не может вместить такой объем воздуха в течение минуты, так как нужна более высокая проталкивающая способность. Поэтому если нужна тишина (например, вы установили станок в жилом помещении) и более высокий продув, то желательно установить широкие шланги — они увеличат эффективность компрессора аквариумного типа.

Поршневые компрессоры с ресивером для лазерного станка
Данные компрессоры очень шумны, стоят дороже и потребляют гораздо больше электричества. Как правило энергопотребление составляет от 1000 Вт. Еще очень важно понимать, что данные компрессоры не предназначены работать в непрерывном режиме. Им нужен режим 15 минут работы, 5 минут отдыха. То есть желательно наличие большого ресивера. Как правило, такие компрессоры покупают, если станок куплен для производства.
Обратите внимание: является ли компрессор масляным или безмасляным. Если компрессор масляный, то обязательно нужен фильтр отделитель/сепаратор. В противном случае на вашей линзе будет оседать масло, линза начнет перегреваться и лопнет. Здесь у вас возможно возникнет идея: купить безмасляный компрессор. Да, такой вариант возможен, воздух на выходе из компрессора изначально будет чистым. Однако, как показывает практика, ресур у безмасляных компрессоров ниже.
Также на выходе у компрессора должен быть редуктор. Какое давление выставить на редукторе? Для разных материалов это значение разное, однако советую начать работу с 2 бар/2 атмосфер и далее уменьшать или увеличивать это значение.
Какие характеристики должны быть у поршневого компрессора с ресивером?
Характеристики должны быть такими, чтобы компрессор мог поддерживать давление на выходе из сопла станка в районе 2 бар и в тоже время не молотить постоянно, а работать прерывисто. То есть нужна не только высокая производительность компрессора, но и большой объем ресивера.
В качестве примера я приведу характеристики нашего компрессора для проведения тестов, но его возможностей не хватит для постоянного использования: объем ресивера 24 л, производительность 198 л/мин. Наверное, самые оптимальные характеристики по цене/качество это: объем ресивера 50 л, производительность 300 л/мин. В популярном магазине такой компрессор был найден за 10000 рублей.
Какой компрессор нужен для гравировки на лазерном станке?
А вот с гравировкой все наоборот. Если вы подключите мощный компрессор во время гравировки, то сгораемый материал будет прибивать к материалу и у вас будут появляться опалины. Я специально сделал такую картинку для наглядной демонстрации этого процесса.

Но полное отсутствие воздуха тоже создает проблему, так как дым попадает в линзу и она быстрее загрязняется. Выхода два:
- Если у вас мощный компрессор с ресивером, то во время гравировки снизить давление с помощью редуктора.
- Если у вас есть мощный компрессор с ресивером и простой аквариумный, то можно сделать переключатель и во время реза включать подачу с одного компрессора, во время гравировки — подачу с другого компрессора.
Если у вас остались вопросы или дополнения — оставляйте их под статьей.
Система продува для лазера
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
 Немножечко теории. Твердотельные лазеры изначально не создавались для гравировки и тем более резки материалов, но так уж сложилось, — они могут. Они хорошо гравируют, и режут более менее, но чтобы улучшить процесс реза нужно интенсивный продув места прожига.
Немножечко теории. Твердотельные лазеры изначально не создавались для гравировки и тем более резки материалов, но так уж сложилось, — они могут. Они хорошо гравируют, и режут более менее, но чтобы улучшить процесс реза нужно интенсивный продув места прожига.
Лазер относительно мощный, некоторые материалы нужно резать в несколько проходов, и после первого прохода луча в канавке образуется уголь и слишком узкая щель для поступления кислорода, ведь именно он является катализатором горения. Вот для этого и была создана очень простая система подачи сжатого воздуха.
Также система продува очень хорошо удаляет дым, который в процессе резки и гравировки может закоптить линзу фокусировки лазера.
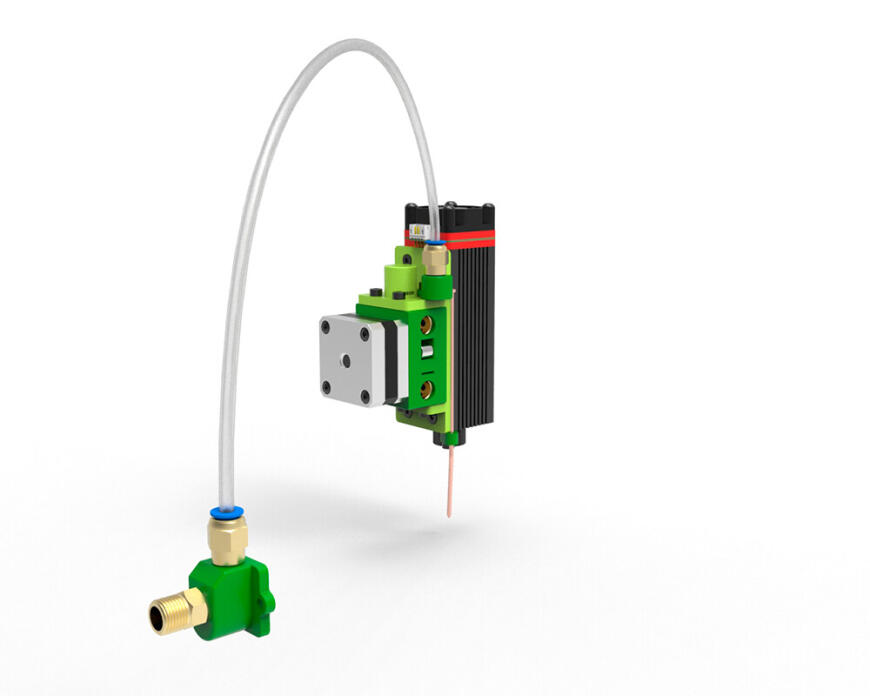
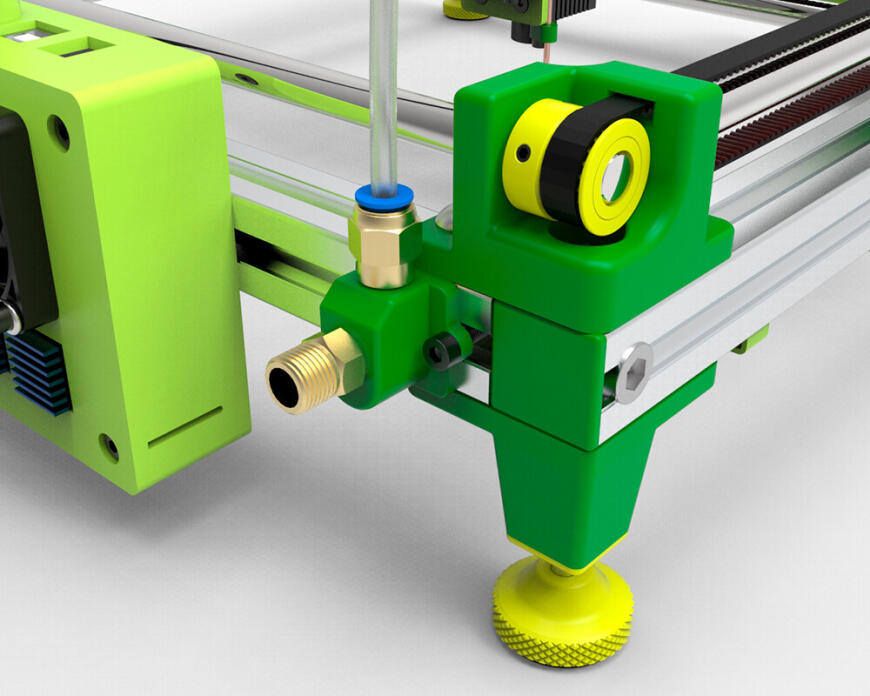
Ввиду того, что мой компрессор предназначен для аэрографа, и имеет небольшой рессивер, я сделал систему подачи такой, чтобы она была эффективной в работе с данным компрессором, и оно получилось.

Трубочку я использовал медную, толщиной 2мм и внутренним отверстием 1мм. Такие трубочки используются в холодильниках и кондиционерах, и конечно же ее легко найти и купить.
Фитинги для мягкой трубки использовал под диаметр 4 мм с установочной резьбой М6. Фитинг подсоединения быстросъемного разъема я напечатал, так как в наличии не было переходника с нужной резьбой. Его я заказал на будущее, но и подготовил подели как под металлический фитинг так и под пластиковый, который можно напечатать.
Вы можете сами посмотреть как на этот раз прожиг проходит на видео. В этот раз я использовал несколько материалов, о резке которых меня часто спрашивали после публикации предыдущего ролика. Что до самого реза, — в принципе каждый из этих материалов я мог прорезать за один проход на медленной скорости, но качество реза получается намного чище, если делать два и более проходов с большей скоростью, тогда край получается более чистым.
На странице продавца лазерной головки есть таблица материалов, с которыми работает данный лазер. В ней указано, что акрил не режет, не гравирует и тд. Но Вы сами можете убедиться, что режет и гравирует отлично. И в принципе можно и больше толщину резать благодаря поддуву, но к сожалению у меня не было подходящего кусочка акрила. С прозрачными материалами лазер длиной волны 450nm работать не сможет, но и здесь немножко можно выйти из положения закрасив водосмываемым маркером место гравировки, или наклеив непрозрачную пленку.
Подробнее — смотрите видео:
Модели и сопутствующие материалы:
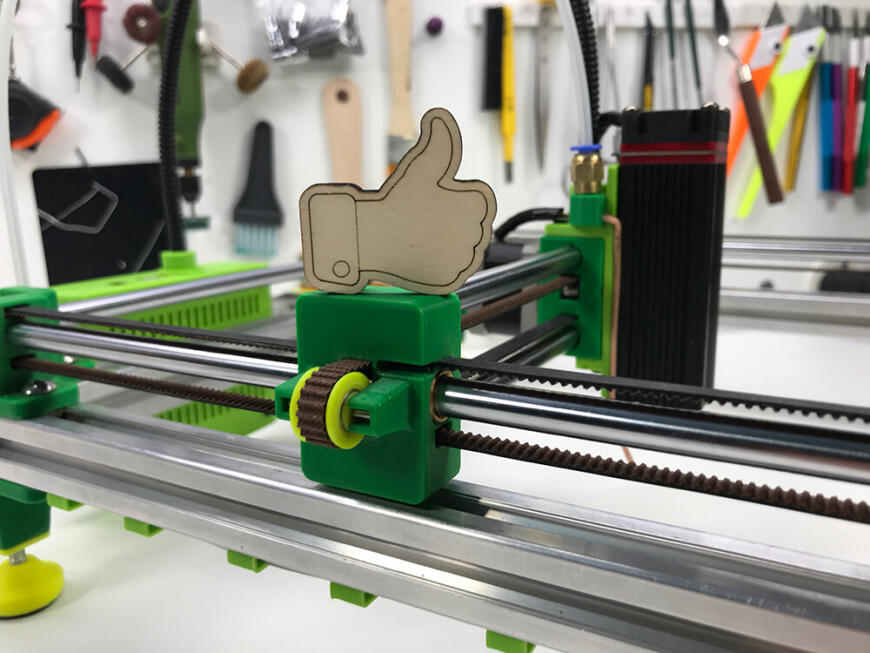
В этот раз в качестве тестов я использовал фанеру, акрил, лист алюминия, лист из нержавеющей стали (кусочек от трафарета для печатных плат) и фетр.
Но я не могу дать конкретных рекомендаций по мощности и скорости. В каждом случае под задачу и материал нужно подбирать оптимальные режимы. Для этого можно создать шаблон для теста с градиентами, линиями и тд.
С помощью программы LightBurn, о которой я уже упоминал в прошлый это сделать очень просто и быстро, рекомендую.
Пробуйте, у Вас все получится! Но не забывайте — работа с лазером требует соблюдения техники безопасности!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Компрессоры безмасляные для станков лазерной резки. Специальные решения под ключ.
Станки для лазерной резки металла / дерева требуют подачи газа (воздуха, кислорода или азота) под высоким давлением (до 40 бар изб. и более).
Единственное решение — это использовать компрессор.
Каждый тип компрессора имеет свою специфику. И техническому специалисту бывает непросто определиться с необходимым решением.
Основная особенность — это то, что станки лазерной резки требуют подачи чистого газа без примесей масла и частиц.
Кто-то приобретает маслозаполненные компрессоры с системами фильтров для очистки и осушки газа перед подачей на станок лазерной резки.
Однако это не всегда спасает…
Фильтры забиваются, часто происходит унос масла в систему после компрессора. Это приводит к тому, что станок лазерной резки повреждается и требует дорогостоящего ремонта.
Кто-то решает использовать поршневой безмасляный компрессор. И это тоже не спасает от проблем, так как поршневые безмасляные компрессоры имеют относительно небольшой ресурс работы и, в зависимости от качества, могут часто ломаться .
Для того, чтобы избежать проблем, связанных с качеством подаваемого газа на станок лазерной резки, мы проработали решения поставки безмасляных мембранных компрессоров Ковинт КСВД-М.
Мембранные компрессоры (или компрессорные станции) Ковинт КСВД-М нашего производства полностью исключают попадание масла в полость сжатия.
Это означает, что подаваемый в станок лазерной резки газ абсолютно чистый и без примесей масла и посторонних частиц.
Все это позволяет продлить срок службы элементов станка лазерной резки.
Вы можете отдельно изучить основные особенности мембранных компрессоров в в этих статьях Мембранные компрессоры. Общая информация и Конструкция мембранного компрессора .
Также вы можете ознакомиться со сравнением мембранных безмасляных компрессоров и поршневых компрессоров в этой статье Мембранный vs Поршневой. Какой компрессор выбрать?
Ну а на этой странице вы найдете краткие технические характеристики доступных для заказа мембранных газовых компрессоров (или компрессорных станций) Ковинт КСВД-М (Россия) для подачи безмасляных газов на станки лазерной резки.
Перед тем, как вы будете изучать технические характеристики предлагаемого оборудования, можете изучить статью Мембранный компрессор для станка лазерной резки . В этой статье я привожу пример решения, которое было найдено для одного из наших клиентов.
Перечень сжимаемых газов
Мембранные компрессоры Ковинт КСВД-М предназначены для сжатия практически любых газов или их смесей в любых пропорциях.
Если говорить про станки лазерной резки, то вам могут подойти решения для следующих газов:
Воздух | Азот | Кислород
и для других газов по отдельному запросу.
Пример исполнения компрессора
На фотографии ниже вы можете увидеть пример исполнения компрессора, предназначенного для сжатия азота и его подачи на станок лазерной резки.

Компрессорная станция Ковинт КСВД-М 1-5/0,5-150-N2

Компрессорная станция Ковинт КСВД-М 1-5/0,5-150-N2
Мембранные блоки
Основа наших мембранных компрессоров — это мембранные блоки ведущих мировых производителей (более подробно об изготовителе читайте в разделе «Полезная информация»).
Панели управления
Для простоты эксплуатации мы самостоятельно проектируем и производим панели управления на основе электронных блоков ОВЕН (Россия).

Панель управления Ковинт КСВД-М

Панель управления Ковинт КСВД-М
Описание основных функций панели управления мембранного компрессора:
- Контроль давления газа на входе
- Контроль давления газа на выходе
- Контроль давления масла в масляной системе
- Контроль давления по ступеням
- Контроль состояния мембран
- Аварийное отключение и звуковая сигнализация в случае превышения допустимых параметров
- Счетчик моточасов
КИПиА
В конструкции применяются КИПиА производства Росма (манометры), ОВЕН (датчики давления) и Rosemount (реле давления).
Все приборы имеют паспорта и первичную поверку.
Гарантия на оборудование
На все компрессоры Ковинт КСВД-М предоставляется стандартная гарантия 24 месяца с момента ввода оборудования в эксплуатацию, но не более 30 месяцев с момента поставки и подписания накладных по форме ТОРГ-12.
Ввод в эксплуатацию (ПНР) и обучение персонала
Как правило, в стоимость оборудования всегда включены работы по вводу оборудования в эксплуатацию (пуско-наладочные работы) и обучение персонала правилам и особенностям работы с оборудованием.
В случае большой удаленности площадки заказчика дополнительно оплачиваются транспортные и командировочные расходы нашего специалиста.
Ввод оборудования в эксплуатацию занимает до 5 рабочих дней. Первые один-два дня — это подготовка к запуску оборудования. Далее идет обкатка и приемо-сдаточные испытания на протяжении 72 часов работы.
Доставка оборудования
Доставка оборудования осуществляется силами нашей компании до дверей заказчика. Стоимость доставки либо включается в стоимость оборудования, либо оплачивается по отдельному счету.
При доставке оборудования всегда оформляется страховка груза.
Модельный ряд компрессоров
Мембранные компрессоры Ковинт КСВД-М изготавливаются под заказ по индивидуальным требованиям. Конструкция и расположение узлов всасывания/нагнетания газа, узлов входа/выхода охлаждающей воды, расположение панели управления и другие вопросы согласовываются в течение первых 2-х месяцев после размещения заказа на производстве.
Это позволяет подобрать решение под любую задачу и сократить срок реализации проекта. Также сокращаются ошибки при самостоятельном внедрении компрессора в существующую технологическую линию.
Отмечу, что в таблицах в ниже указана лишь общая информация. Каждая модель мембранного компрессора имеет до 30 модификаций, указать которые нет возможности. Если вы не нашли подходящую модель, то отправьте нам запрос на проработку решения.
Рекомендуем изучить статью Опросный лист , где вы можете изучить все вопросы, возникающие при подборе компрессора, а также скачать и заполнить опросный лист перед отправкой к нам.
В конце страницы после формы обратной связи вы найдете ссылку для просмотра уже проработанных решений.
Таблицы с краткими техническими характеристиками:
Все о лазерно-гравировальных станках с ЧПУ
Лазерные граверы – что это?
Лазерный гравер (Лазерно-гравировальный станок с ЧПУ) – уникальное и многофункциональное оборудование, его основными задачами являются раскрой и гравировка (маркировка) материала. Уникальность этого оборудования заключается в разнообразии обрабатываемого материала – стекло, акрил, дерево, пластик, шпон, ткань, кожа, резина, картон, искусственный камень и многое другое.



Лазерно-гравировальные станки появились около 25 лет назад и тут же получило широкое распространение, быстро выйдя за пределы своей основной области применения – деревообработки. Мощное и точное, безопасное и высокоскоростное оборудование будет незаменимым на любом производстве.
Что такое ЧПУ?

ЧПУ – числовое программное управление – проще говоря, на оборудовании такого типа установлено программное обеспечение упрощающее процесс работы на нем. Задача оператора – выбрать рисунок для гравировки, установить его размеры и уточнить материал для работы – дальше станок начнет производить гравировку по заданным параметрам.
Почему лазер?
Не просто так выражение «лазерное» стало означать что-то мощное и точное. Лазер – энергия светового потока, живой пример точности излучения.
Сочетание лазера, оптики, компьютера и автоматизированного контроля в одной машине гарантируют высокий результат обработки, и повышает эффективность производства, относительно использования механической техники.
Вот несколько причин, почему стоит выбрать именно лазерный гравер:
- Возможность использовать материал любой твердости.
- Максимальная точность при раскрое и гравировке.
- Закрытый корпус обеспечивает полную безопасность оператора.
- Современный и понятный интерфейс.
- Практически безотходное производство.
Как выбрать подходящий лазерно-гравировальный станок?
Существует несколько вариантов комплектации лазерно-гравировальных станков, в зависимости от поставленной задачи могут меняться такие показатели, как: площадь рабочей поверхности, мощность лазера и лазерной трубки.
Поэтому не стоит спешить с выбором лазерно-гравировальных станков, наша компания поможет учесть все нюансы при выборе оборудования и подобрать правильную комплектацию, исходя из запросов Вашего производства для максимальной эффективности и желаемого результата.
Цена на лазерное оборудование зависит от технических характеристик, мощности и производительности. Поэтому приобрести себе лазерный станок могут абсолютно все, как большое производство, так и любитель для хобби.
Как наносится лазерная гравировка?
В лазерном оборудовании свет от излучателя проходит через линзу и приобретает окончательную фокусировку. Сформированный лазерный пучок обладает высоким содержанием энергии, которая может проникнуть в любой материал. Лазерный пучок благодаря высокой температуре испаряет материал в месте соприкосновения, оставляя на поверхности полость нужного Вам размера и глубины.
Для того чтобы лазер не прожег насквозь гравируемый материал, необходимо правильно подобрать его мощность.Лазерная гравировка хорошо видна на поверхности и не деформируется со временем.
Из чего состоит лазерный гравировальный станок ЧПУ?
Координатный стол лазерного станка предназначен для точного позиционирования фокусирующего элемента относительно изделия.
Для точного и плавного перемещения подвижных элементов, на станину установлены направляющие. От их качества зависит долговечность лазерно-гравировального станка и нагрузка на приводящую часть конструкции. В качестве привода, передающего усилие с моторов на подвижные части, могут выступать как зубчатые ремни, так и шарико-винтовые пары. Портал движется по рельсовым направляющим за счет ременной передачи, приводимой в движение от микрошагового двигателя.
По порталу перемещается каретка с системой фокусировки, которая движется за счет ременной передачи от микрошагового двигателя, закрепленного на правой стороне портала.
Для попадания лазерного излучения в заданную точку, на подвижных частях координатного стола установлена система зеркал. Чтобы энергия луча не рассеялась, зеркало изготовлено из специального материала и отполировано с высокой точностью, либо покрыто составом, уменьшающим рассеяние. После того, как первое, неподвижное зеркало отразило луч, он попадает на второе, подвижное зеркало, отразив луч, оно снова меняет его траекторию под прямым углом, направляя лазерный луч к третьему зеркалу, которое, отражает его в фокусирующий элемент – линзу. В зависимости от мощности излучающего элемента диаметр луча на выходе из него может достигать десяти миллиметров. Линза фокусирует энергию луча в пятно диаметром всего в две десятые миллиметра. Вся энергия, излученная лазерной трубкой, оказывается в этом крохотном пятнышке.
Является подъемным (в стандартной комплектации станка он поднимается вручную, в других автоматизирован), спереди и сзади станка расположены окна для протяжки материала (сквозной стол) – обратите внимание, что не все станки имеют сквозной стол.
Разновидности рабочих столов:
Алюминиевые ламели являются приоритетным столом для лазерной резки и гравировки. Материал можно положить на меньшее количество ламелей, что будет уменьшать контакт материала с обратной стороны и минимизировать метки, которые будут отражаться от ламелей. Ламели в отличие от сотового стола оставляют метки с тыльной стороны материала намного меньше.

Сотовый стол используется для резки мелких элементов, тканных и других материалов. (поставляется опционально)
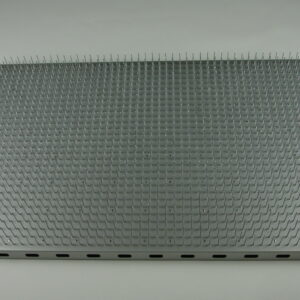
Игольчатый стол используется как дополнительное оборудование в качестве опорной (контактной) поверхности при сквозной резке листовых материалов. Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок). (поставляется опционально)
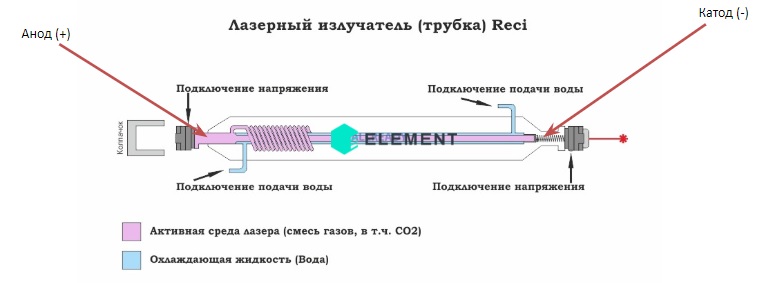
Лазерная трубка представляет собой стеклянную колбу, имеющую 3 внутренние полости. Внутренняя и внешняя полость заполнены смесью газов СO2-N2-He, средняя полость предназначена для охлаждения лазерной трубки водой. На краях внутренней полости есть электроды (Анод и Катод), на которые подаётся электрический ток с блока высокого напряжения. При подаче тока происходит лазерное излучение.
Это блок питания лазерной трубки, который создаёт заряд с высоким напряжением, что позволяет лазерной трубке сгенерировать лазерный луч.
Позволяет срабатывать механизму поджига. Он поднимает напряжение до того момента, пока не начнется разряд (то есть, пока ток не потечет от катода к аноду).
Основные характеристики тока, передаваемого от блока высокого напряжения к лазерной трубке — это напряжение и сила тока.
Напряжение (кВ) — это работа по переносу электрического заряда от катода к аноду. У различных лазерных трубок различное необходимое напряжение для розжига. У лазерных трубок есть характеристика «Напряжение розжига» и «Рабочее напряжение». «Напряжение розжига» — это та работа, которая позволяет «соединить» катод и анод лазерной трубки, чтобы от катода к аноду потёк ток. После того, как соединение установилось, напряжение уменьшается, и лазерная трубка работает на пониженном напряжении, называемом «Рабочим напряжением».
Сила тока (мА) — это количество заряда, переносимого за 1 единицу времени. Увеличение силы тока увеличивает количество заряда, переносимое по лазерной трубке.
Идет в комплекте с любым лазерным станком. Обеспечивает продувку места реза. Для получения поверхности реза с минимумом следов горения.
В стандартную конфигурацию станка входит вытяжной вентилятор, воздушный насос, гофро-рукава. Гофро рукав подключается к общей вытяжке для устранения задымления или выходит в окно.
Водная система охлаждения. В стандартной комплектации станка предусмотрена водная система охлаждения. Процесс охлаждения лазерной лампы очень важен, т. к. защищает лампу от перегрева и от быстрого выхода из строя. Вода циркулирует и отводит тепло. Циркуляцию воды обеспечивает погружная помпа, входящая в комплект поставки станка. Следует отметить, что рядом со станком всегда должен располагаться контейнер с дистиллированной водой (объем не менее 15 литров), в который погружается помпа, подключенный при помощи шланга к лазерной трубке.
Существует дополнительная система охлаждения — Чиллер. Он продлевает ресурс работы лазерного гравировального станка.
Система управления лазерного станка — это его мозг. Именно она обрабатывает загруженный в её память файл, управляя двигателями, лазером и периферическими устройствами.
Поворотное устройство — это специальный механизм, устанавливаемый на лазерный станок с ЧПУ, который предназначен для поворота заготовок на различные углы при обработке. Поворотное устройство заменяет токарный агрегат и состоит из цилиндрического подвижного зажима, закрепленного на станине лазерного станка, и упор — центратора (задней бабки), перемещающийся на салазках. Поворотная ось движется при помощи шагового двигателя.