Оборудование для производства электродвигателей
Поставки оборудования для производства электродвигателей из России
Статистика поставок
| Код тн вэд | Поставки | Количество |
| 8501523000 | Двигатели переменного тока многофазные прочие: мощностью более 7.5 квт,ноне более 37 квт | 3 |
| 8501000000 | 3 | |
| 8465960000 | Станки рубильные, дробильные или лущильные, для обработки дерева, пробки, кости, эбонита, твердых пластмасс или аналогичных твердых материалов | 2 |
| 8479899708 | Машины и механические приспособления прочие | 2 |
| 8501510001 | Двигатели переменного тока многофазные прочие: мощностью не более 750 вт, асинхронные | 2 |
| 8413708900 | Насосы центробежные, прочие, с диаметром выпускного патрубка более 15мм, многоступенчатые | 1 |
| 8413702900 | Насосы центробежные погружные многоступенчатые | 1 |
| 8501402009 | Двигатели переменного тока однофазные: мощностью не более 750 вт, прочие | 1 |
| 8543709000 | Прочие машины электрические и аппаратура, имеющие индивидуальные функции, в другом месте данной группы не поименованные или не включенные | 1 |
Каталог крупнейших производителей оборудования для производства электродвигателей из России
На странице представленна информация, с заводами производителями оборудования для производства электродвигателей. Если вам необходимо найти товар по низкой цене, вы можете обратиться к нашему консультанту по поиску

Образование: РГУ нефти и газа (НИУ) им. И. М. Губкина
Продажа нефтепродуктов из России, Арабских Стран и Мексики
Рынки продаж: Китай, Европа, Америка
ОAО СЕВКАВЭЛЕКТРОРЕМОНТ производство
- Оборудование деревообрабатывающее промышленное: полуавтоматы для изготовления пазовых клиньев электродвигателей,
ООО ВЛАДСПЕЦМОТОР завод
- Электродвигатель асинхронный частотно-регулируемый, маркировка АДЧР «ВладСпецМотор». Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования».
- Электродвигатель асинхронный частотно-регулируемый, маркировка АДЧР «ВладСпецМотор». Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования».
ООО ИЖНЕФТЕПЛАСТ изготовить
- Оборудование низковольтное: электродвигатели асинхронные типа ЭДК-И28-103Э
ООО КУБАНЬКОМПРЕССОРСЕРВИС компания
- Электродвигатели синхронные компрессорные типа ДСК. Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств».
ООО ЭЛСКОМ предприятие
- Оборудование лабораторное: Стенд для испытаний упорных подшипников гидрозащит и электродвигателей,
ООО ЭЛЕКТРОТЕХНИЧЕСКОЕ ПРОИЗВОДСТВО — АЛТАЙТАЛЬ производитель
- Оборудование для работы во взрывоопасных средах: электродвигатели асинхронные трехфазные взрывозащищенные типа ВЗД1 с маркировкой взрывозащиты 1Ех d IIС Т5 Gb.
ООО ИНТЕХ экспортер
- Оборудование технологическое для элеваторной промышленности: Клапаны регулирующие с приводом от электродвигателя
ТОВАРИЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ПРИКАСПИЙСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ КОМПЛЕКС поставщик
- Оборудование насосное промышленное: Насос, модель НБ-50 с электродвигателем 30 кВт.
ООО СИМФЕРОПОЛЬСКИЙ ЭЛЕКТРОТЕХНИЧЕСКИЙ ЗАВОД продавец
- Электродвигатели (привод), тип УМП-2. Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств».
ИП МОРОЗ НАТАЛЬЯ КОНСТАНТИНОВНА компания производитель
- Оборудование электротехнологическое: устройства электроосмотической сушки изоляции низковольтных электродвигателей,
ООО АЛЬФА — ТЕХНИК производственное предприятие
- Оборудование технологическое для лесозаготовки, лесобирж и лесосплава (кроме пил бензиномоторных и цепных электрических): Измельчитель веток, модели ИВН с приводом от электродвигателя
- Оборудование деревообрабатывающее: Измельчители веток, моделей ИВН160, ИВН200, ИВН260, ИВН160Г, ИВН200Г, ИВН260Г ПРМ160, ПРМ200, ПРМ260, ПРМ160Г, ПРМ200Г, ПРМ260Г с приводом от электродвигателя
ООО ПК РЕМЭЛЕКТРОПРОМНЕФТЬ фабрика
- что Оборудование низковольтное: электродвигатели асинхронные погружные типа ЭДР напряжением до 1000 В
- Оборудование низковольтное: электродвигатели погружные вентильные серии ДВР напряжением до 1500 В, мощностью до 62 кВт, с частотой вращения от 3 до 65 Гц.
- что Оборудование низковольтное: электродвигатели асинхронные погружные типа ЭДР напряжением до 1000 В
ЗАО ЭЛКАМ — НЕФТЕМАШ предприятие изготовитель
- Оборудование нефтепромысловое: агрегаты насосные центробежные, верхнеприводные, устьевые, с электродвигателем,
ООО АВИААГРЕГАТ — Н продавец изготовитель
- Технологическое оборудование для изготовления и ремонта электродвигателей (ТОД):
ООО ОЙЛПАМП СЕРВИС
- Оборудование низковольтное: Установки комплектные погружных центробежных насосов (оснащённые электродвигателями асинхронными погружными маслонаполненными серий ПЭД и ВПЭД номинальным напряжением до 1000 В включительно в к
ООО ПТ ГРУПП
- Оборудование электрическое: Электродвигатели асинхронные: Электроцилиндры,
YUHUAN SHENG HONGFA N.C ENGRAVING EQUIPMENT CO
- Оборудование электротехническое: электродвигатель трехфазный асинхронный,
АКЦИОНЕРНОЕ ОБЩЕСТВО КРАСНОГОРСКИЙ ЗАВОД ЭЛЕКТРОДВИГАТЕЛЬ
- Оборудование низковольтное: электродвигатели трехфазные типа ДАТ.
ОAО СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО СТОМАТОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И ЭЛЕКТРОДВИГАТЕЛЕЙ
- Комплекс плантографический КПГ-01, т.м. «Специальное конструкторское бюро стоматологического оборудования и электродвигателей»
Наш офис: г. Москва, Южнопортовая улица, 3с2
тел: 8 (800) 551-37-63
email: [email protected]
Автоматические линии для производства и сборки коллекторных электродвигателей
Коллекторные электрические двигатели (КД) малой мощности, обладающие хорошими энергетическими показателями и регулировочными характеристиками, находят все большее применение в различных сферах современной жизни. Например, КД используют в автомобильной промышленности, в производстве «белой техники» – стиральные и сушильные машины, пылесосы, в производстве электроинструмента и т. д.
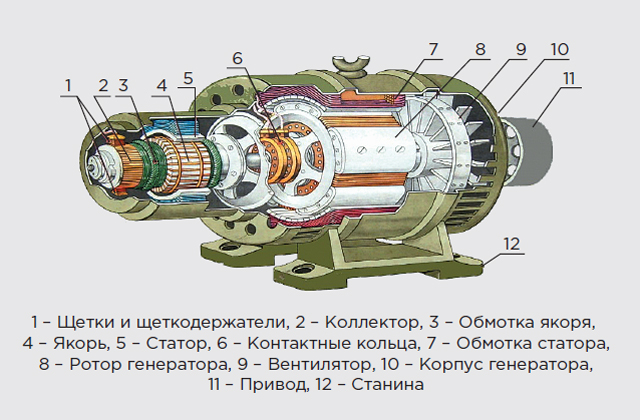




Изготовление КД с применением ручного труда не позволяет достигать их высокого качества и однообразия электромеханических параметров, что важно при массовом производстве. Технологический процесс производства КД должен соответствовать уровню современной технологии, который, прежде всего, обеспечивается необходимыми технологическим оборудованием и оснасткой (рис 1).
К достоинствам коллекторных двигателей можно отнести: компактные размеры, большой пусковой момент, быстроходность и отсутствие привязки к частоте сети, возможность планового регулирования оборотов в очень широком диапазоне: от 0 до номинального значения при изменении питающего напряжения, а также возможность их работы как на постоянном, так и на переменном токе. К недостаткам – наличие коллекторно-щёточного узла (КЩУ), из-за которого КД имеют относительно малую надёжность (срок службы), искрение, возникающее между щётками и коллектором из-за коммутации, высокий уровень шума, большое число деталей двигателя.
Даже в исправном двигателе между щётками и коллектором может возникать искрение, которое довольно сильно нагревает его ламели. А при стачивании щёток до предела и из-за их плохого прижима к коллектору искрение порой достигает кульминационного момента, представляющего собой электрическую дугу. В этом случае ламели коллектора сильно перегреваются и иногда отслаиваются от изолятора, образуя неровность, после чего даже при замене изношенных щёток двигатель будет работать с сильным искрением, выходя из строя. Для решения этой проблемы необходима тщательная конструкторская проработка КЩУ и всего КД с использованием 3D-проектирования, «know how», а также современных материалов.
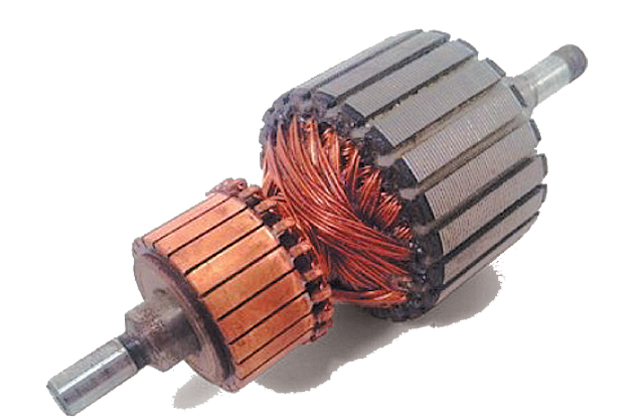
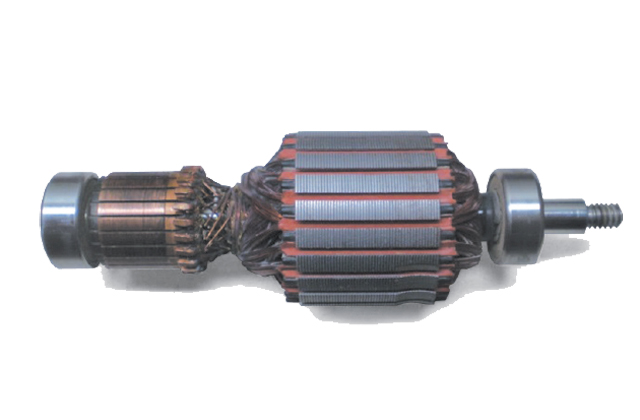
В КД может возникать межвитковое замыкание обмотки ротора (рис 2, 3) или статора (это происходит нечасто), что также проявляется в сильном искрении КЩУ (из-за повышенного тока) или ослаблении магнитного поля двигателя, при котором ротор двигателя не развивает полноценный крутящий момент. Установлено, что 85–95 % отказов КД в работе происходит из-за повреждений изоляции обмоток, распределяемых следующим образом: 90 % межвитковых замыканий и 10 % повреждений и пробоев изоляции на корпус. Кроме того, происходит износ подшипников, деформация стали ротора или статора и изгиб вала. Поэтому при изготовлении КД необходимо подбирать качественные материалы для его деталей и узлов.
Надёжность коллекторного двигателя во много зависит от того, насколько грамотно производители подходят к технологическому процессу его изготовления и сборки. На многих предприятиях России используют ручную сборку КД, в том числе ручную намотку полюсов ротора, ручную прокладку изоляции пазов якоря, проточку коллекторов после намотки и сварки коллекторов. При этом качество КД оставляет желать лучшего: имеется существенный разброс параметров, не достигаются требуемые объёмы производства. А в силу большого количества деталей и узлов КД, а также высоких требований по точности сборки и допускам изготовления отдельных деталей технологический процесс их производства является довольно сложным.
Итальянская компания TEAM S.r.l – успешный европейский производитель автоматических и полуавтоматических линий. Основана в 1998 году в Италии в городе Поджибонси (Poggibonci). TEAM предлагает большой выбор машин и линий для производства и сборки коллекторных и асинхронных электродвигателей.
ТEAM поставляет свои автоматические производственные линии в компании автомобильной промышленности, производителям «белой техники» (холодильники, стиральные машины и т. д.), в компании, производящие электро- и пневмоинструменты.
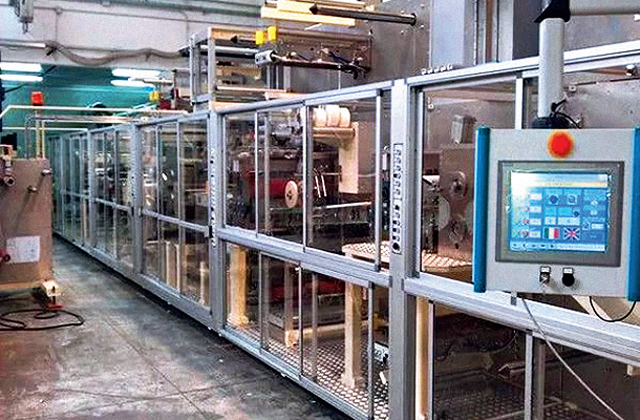
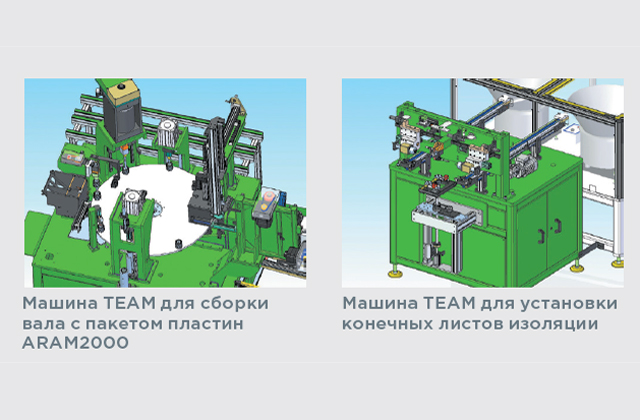
Среди покупателей продукции компании Brose, Technik fur Automobile, Johnson Electric, Valeo, Crouzet, ELECTROLUX, FESTOOL, BOSCH, STANLEY, Black&Decker, HILTI и многие другие. За последние несколько лет TEAM поставила в Россию четыре большие автоматические производственные линии для изготовления электродвигателей: две линии в Тольятти (рис 4) и две в Калугу.
Сборка КД на автоматических производственных линиях в силу однородности и оптимизации технологического процесса позволяет избежать перечисленных недостатков. Однако стоимость таких линий довольно высока. Подобные капиталовложения можно оправдать только при массовом производстве уровня 350 тыс. – 1 млн двигателей в год. Линии объединяют ряд машин, управляемых с помощью компьютера, для их эксплуатации требуется, как правило, не более 2–3 рабочих. Если технологический процесс отлажен, то эффективность работы линии может достигать 95–100 %, она может эксплуатироваться в 2–3 рабочие смены.
К сожалению, наша промышленность еще не освоила производство таких линий. На предприятиях, в основном, используют отдельные машины для последующей комплектации из них полуавтоматических линий, что ведет к снижению качества готовой продукции. Например, проблема одного из наших заказчиков заключалась в невозможности достижения требуемых допусков при обработке коллекторов роторов КД на существующем оборудовании. По техническому заданию максимальный перепад между ламелями коллектора не должен был превышать 5 микрон, но заказчик не мог обеспечить величину данного параметра ниже 10–12 микрон и обратился к нам за помощью в подборе нового оборудования.
ООО «Остек-ЭТК» для решения таких задач своих заказчиков сотрудничает с итальянской компанией TEAM, которая разрабатывает и производит автоматические линии по производству различных типов электродвигателей, в том числе и коллекторных.
Как уже отмечалось, при массовом производстве КД требования к точности изготовления его элементов и узлов многократно возрастают. Например, для обеспечения высокой повторяемости и точности намотки полюсов ротора КД, сварки выводов полюсов ротора с элементами коллектора ротора согласно электрической диаграмме, последующей проточке и шлифовке коллектора ротора до требуемого в ТЗ размера с точностью до нескольких мкм, балансировки и тестирования готового ротора требуется автоматическая компьютеризированная линия.
Одна из проблем при производстве КД – обеспечение диаметра обработанного коллектора и перепад между ламелями коллектора с точностью до 3–5 мкм. Как правило, такую точность, заложенную в ТЗ, не удаётся обеспечить с помощью полуавтоматических машин, объединённых в линию. По результатам тестовых испытаний готовых роторов КД, изготовленных на автоматических линиях компании TEAM, требуемая точность обеспечивается практически в 100 % случаев.
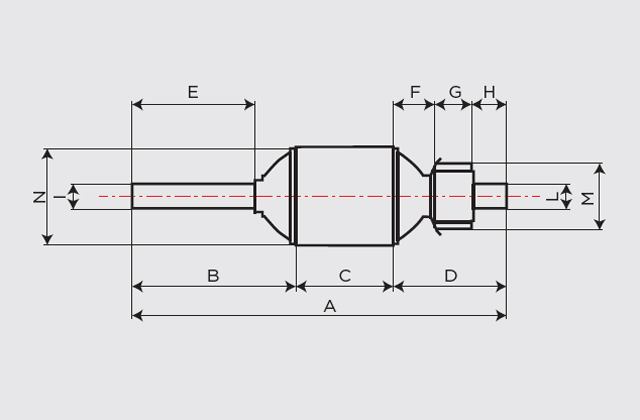
Для примера приведем состав линии производства компании TEAM для изготовления роторов коллекторных двигателей для исполнительного механизма рулевой колонки автомобилей. На линии изготавливают два типа роторов в широком диапазоне размеров. Переналадка линии занимает всего несколько десятков минут, производительность составляет до 2000 роторов в смену.
Таблица 1 Значения пределов размеров роторов, которые могут изготавливаться на рассматриваемой линии TEAM
Производство электродвигателей
Электродвигатели весьма востребованное устройство, применяемое в самых разных отраслях. Именно поэтому специализированные предприятия производят электромоторы самой различной конфигурации и имеющие разнообразные рабочие показатели. Так, двигатели малых размеров весьма широко применяются для изготовления различных игрушек. При этом существуют электродвигатели поистине исполинских размеров применяемых на кораблях или электропоездах.
Оборудование для производства электродвигателей
Для производства электродвигателей наиболее оптимально использовать комплексные производственные линии. В комплектацию таких линий входят:
1. Оборудование для сборки-сварки статоров.
2. Станки для сборки-сварки роторов.
3. Оборудование для изоляции пазов статора.
4. Аппаратура, отвечающая за намотку катушек статора.
5. Станки, обеспечивающие установку обмотки в пазы статора.

6. Оборудование для разжима обмотки статора.
7. Аппаратура, обеспечивающая формировку обмотки статора.
8. Станки для бандажа обмотки статора.
9. Оборудование для пропитки и сушки обмотки статора.
Технология производства электродвигателей
Такой процесс, как производство электродвигателей, весьма технологичен и проводится в некоторое количество этапов. Изначально необходимо приобрести и поставить материалы и комплектующие. Весьма важным моментом производства электродвигателей является проведение контроля службой ОТК, поступающих на склад предприятия материалов. Данный фактор обусловливается тем, что для производства электродвигателей необходимы лишь качественные материалы, чем обеспечивается надёжность готового изделия.
Последовательность работы высокотехнических линий по производству электродвигателей:
1.Изготовление металлических комплектующих. Наиболее часто для данного процесса используется чугун. Для плавки чугуна применяются печи, работающие по принципу индукции. Само же литьё осуществляется в специальные песчано-глинистые формы (при этом, согласно технологии изготовления, формы должны быть сырыми).

2. Изготовление лёгких металлических составляющих. В основном, в качестве сырьевой массы для осуществления данного процесса, применяется алюминий. Литьё производится в специальные пресс-формы. Сам же процесс осуществляется с применением специальных литьевых машин, обеспечивающих литьё под давлением.
3. Получение полимерных элементов при производстве электродвигателей. Технологическая операция обеспечивается специальным оборудованием — термопластавтоматами.
4. Заготовление вала. Вал производится из металлопроката. Для получения заготовки под валовое устройство, нужно отрезать кусок изделия, установленной длинны.
5. Крепёжные соединения в производстве электродвигателей. Закупается или производится отдельными цехами механической обработки. Стоит обратить внимание, что из всего крепежа дополнительную обработку проходят лишь метизы.
6. Изготовление листов статора и ротора. Происходит с применением пресса из особой стали, а именно рулонной электротехнической. Для повышения безопасности используются различные приспособления для подачи материала на пресс.
7. Обработка листов ротора. Их спрессовывают и покрывают алюминиевой обливкой.

8. Обработка листов статора. Включает в себя спрессовку и скрепление скобами.
9. Изоляция. Производится листовыми материалами.
10. Обмотка. В процессе производства электродвигателей производится как на специальном оборудовании, так и вручную.
11. Испытания сердечников. Необходимая мера перед процедурой пропитки.
12. Механическая обработка комплектующих, в производстве электродвигателей. Осуществляется подобный процесс на аппаратных станках и оборудовании с ЧПУ.
13. Сборка и обработка ротора. Осуществляется на универсальных станках.
Изготовление статоров, роторов и электродвигателей

Пример производственной линии для изготовления статоров:
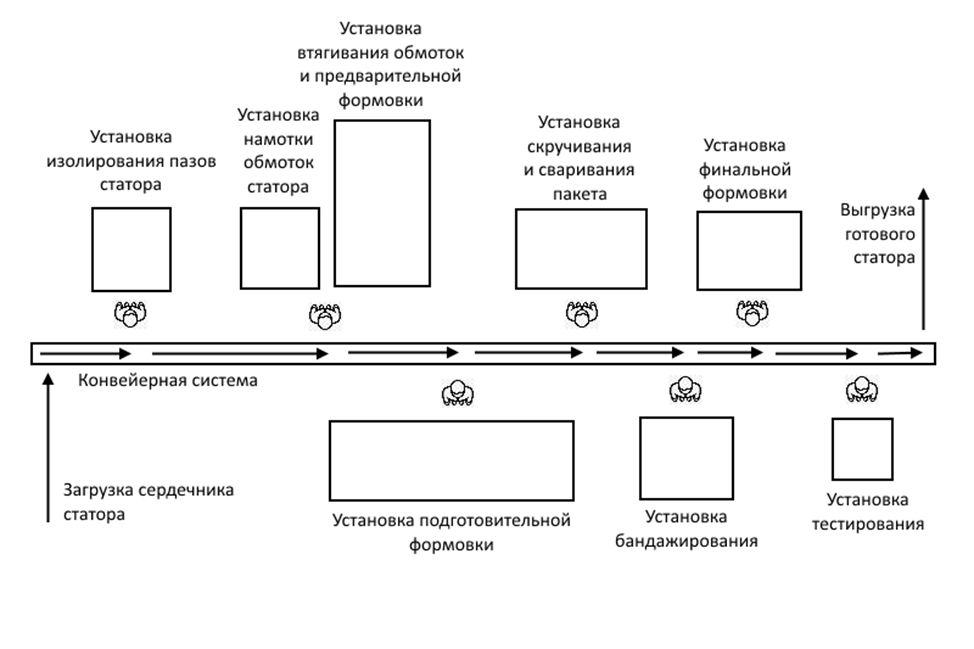
Этапы технологического процесса:
1) Загрузка сердечника. Сердечник статора устанавливается в конвейерную систему. Сердечник укладывается в специально изготовленный лоток, который передвигается по конвейерной системе.
2) Изолирование пазов. Оператор устанавливает сердечник в установку изолирования пазов статора горизонтального типа CZDW2-300/400. Далее, оператор нажимает кнопку «СТАРТ», после чего система автоматически изолирует все пазы сердечника. Оператору требуется только изъять сердечник из системы и установить его на конвейер.
3) Намотка катушек. Оператору требуется закрепить конец провода на оснастке и нажать «СТАРТ». Установка RX4-650 начнет намотку катушек на оснастку. После окончания процесса намотки, оператору требуется снять катушки с оснастки и переместить их на следующий этап производства
4) Втягивание обмоток и предварительная формовка. Статор после изолирования пазов по конвейеру перемещается до данного этапа. Сначала оператору требуется установить катушки (обмотки) на оснастку системы QKW1-300/400. Далее оператор устанавливает статор в систему и нажимает кнопку «СТАРТ». Установка автоматически произведет втягивание обмоток в пазы статора и произведет предварительную формовку. После окончания процесса оператору требуется изъять статор из установки и установить его на конвейер.
5) Подготовительная формовка. Далее статор по конвейеру перемещается на этап подготовительной формовки. Подготовительная формовка требуется для дальнейших процессов скручивания пакета и бандажирования. Оператору требуется установить статор в установку Z2XW2-400/300 и нажать кнопку «СТАРТ». Система произведет формовку лобовых частей. Далее оператор изымает статор из системы и устанавливает его на конвейер для дальнейшего движения.
6) Скручивание и сварка пакета. Оператор устанавливает статор в установку ND-B-LXHJ-300 и нажимает кнопку «СТАРТ». Система фиксирует статор и производит скручивание пакета до заданного угла. После этого система производит сварку пакета. После окончания процесса оператору требуется установить статор на конвейер.
7) Бандажирование. Оператор устанавливает статор в установку BXIW2-300/320 и нажимает кнопку «СТАРТ». Система производит бандажирование одной стороны статора. Далее оператор переворачивает статор, и система производит бондажирование второй стороны. Далее оператор устанавливает статор на конвейер.
8) Финальная формовка. Процесс финальной формовки идентичен процессу предварительной формовки. Оператор устанавливает статор в установку Z3XW2-300/400 и нажимает кнопку «СТАРТ». Система произведет финальную формовку лобовых частей согласно ТЗ. Далее оператор изымает статор из системы и устанавливает его на конвейер для дальнейшего движения.
9) Тестирование. Оператор устанавливает статор в установку тестирования ND-TS-8912-036. Установка оснащена двумя станциями. Если оператор устанавливает статор в левую станцию, закрывает ее кожухом и нажимает «СТАРТ». Установка начинает проверку параметров статора. Если параметры неверны, машина даст звуковой сигнал. Во время процесса тестирования, оператор может установить второй статор во вторую станцию системы. Далее производится выгрузка готового проверенного статора, либо его установка на конвейер для дальнейшего передвижения.
Оборудование для производства электродвигателей

Печь сушильная конвективная двухсекционная
Печь сушильная конвективная двухсекционная
Печь сушильная конвекционная (установка сушильная) двухсекционная предназначена для конвективной сушки различных деталей и изделий. Режим сушки поддерживается автоматически шкафом управления. Все электрооборудование установки выполнено во взрывозащищенном исполнении. Установлены средства автоматического пожаротушения Тунгус-4 на каждую секцию. Сушильное оборудование производства ОАО “Севкавэлектроремонт”.
- поддержание температуры в требуемом диапазоне с необходимым количеством шагов и временем (задается в параметрах прибора);
- блокировка двери при температуре в печи свыше 70 градусов при помощи электромагнитного замка;
- включение автоматического освещения при открытии двери;
- возможность настройки режима нагрева и времени в каждой секции по отдельности.

Пресс гидравлический для опрессовки и выпечки катушек КЭМ РИФЖ 043149.005
Пресс гидравлический для опрессовки и выпечки катушек КЭМ РИФЖ 043149.005
Пресс гидравлический (гидроскоба) для опрессовки обмоток статоров электродвигателей четырехблочный РИФЖ 043149.005. Пресс гидравлический предназначен для опрессовки и термообработки пазовых частей катушек крупных электрических машин.

Станок намоточный тихоходный универсальный РИФЖ 442122.005
Станок намоточный тихоходный универсальный РИФЖ 442122.005
Станок намоточный для обмоток трансформаторов с задней бабкой, предназначен для намотки катушек / обмоток трансформаторов из проводников круглого и прямоугольного сечения.
Намоточный станок состоит из следующих основных узлов и механизмов: передняя бабка, станина, планшайба, задняя бабка, электрический шкаф управления. Передняя бабка является основным элементом, на ней располагается планшайба и привод планшайбы. Рама представляет собой сварную конструкцию, на которой размещена задняя бабка и направляющие, по которым перемещается задняя бабка. Планшайба предназначена для закрепления на ней шаблонов для намотки катушек.
Срок службы станка намоточного тихоходного универсального с задней бабкой РИФЖ 442122.005 составляет 10 лет.
Намоточное оборудование производства ОАО “СКЭР” Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию.

Пресс для формовки секций обмоток электродвигателей РИФЖ 043149.010
Пресс для формовки секций обмоток электродвигателей РИФЖ 043149.010
Пресс формовочный пневматический предназначен для формовки секций обмоток электродвигателей на шаблонах, после предварительной растяжки жестких секций обмоток статоров электромашин из заготовок «Лодочка». Заготовка укладывается в шаблон, после чего происходит формовка при помощи пневматического привода. Оборудование для формовки производства ОАО “СКЭР”.
Возможно изготовление шаблонов по техническому заданию заказчика.

Установка сушильная (печь сушильная) РИФЖ 681591.017
Установка сушильная (печь сушильная) РИФЖ 681591.017
Установка сушильная (печь сушильная) предназначена для сушки изоляции обмоток электродвигателей после пропитки, а также для сушки лакокрасочного покрытия изделий. Сушка осуществляется интенсивным обдувом изделий рециркулируемым воздухом, нагреваемым в электрокалорифере по программе, задаваемой пользователем. Изделие устанавливается на тележку, после чего при помощи электромеханического привода помещается в сушильную камеру, где происходит сушка с заданной температурой. Режим сушки поддерживается автоматически шкафом управления. Оборудование сушки изоляции обмоток производства ОАО “СКЭР”. Гарантия на оборудование 12 месяцев.
Установка сушильная состоит из следующих основных элементов:
- Приводная станция;
- Рельсовый путь;
- Печь сушильная электрокалориферная;
- Тележка;
- Ролик натяжной.
Все электрооборудование установки выполнено во взрывозащищенном исполнении.
Что нужно знать при импорте оборудования для производства электродвигателей

материал подготовил: Вадим Алексеев (Москва)
Опыт: 10 лет оформление грузов, правовые вопросы
Образование: высшее образование (Юридический факультет МГУ)
Дата обновления: 14.02.2020
- Подбор кода ТН ВЭД для оборудования для производства электродвигателей
- Правила ввоза оборудования для производства электродвигателей в Россию
- Сертификаты, декларации и лицензии
- Страны импортеры
- Компании производители которые уже импортируют в Россию
- Стоимость таможенной очистки и расчет платежей на импорт
- Сроки доставки
Какой код ТН ВЭД подходит оборудования для производства электродвигателей
При импорте оборудования для производства электродвигателей подходит следующий код ТН ВЭД 8479899708. Возможно так же подходят следующие коды ТН ВЭД: 7307991000, 8413, 8413603900, 8413708100, 8414108900, 8418690008, 8419500000
Как можно сэкономить на логистике и таможенных платежах?
Самый просто способ снизить таможенные платежи и оптимизировать доставку оборудования для производства электродвигателей это «правильно» подобрать кода ТН ВЭД. Более выгодный код ТН ВЭД, позволит не делать определенную документы и сократить таможенную пошлину при растаможке оборудования для производства электродвигателей
Найти проверенного перевозчика и проработать маршрут доставки вашего груза
Вы можете заказать оценку ввоза вашего товара заполнить форму запроса
Производители и поставщики
| Компании | Продукция | Страна |
|---|---|---|
| » FPT INDUSTRIE S.p.A.» (Фабрика) | Оборудование металлообрабатывающее с электродвигателем, | ИТАЛИЯ |
| Jinjiang Shengong Machinery Manufacturing Co., Ltd. (производитель) | Оборудование деревообрабатывающее с электродвигателем: | КИТАЙ |
| FPT INDUSTRIE S.p.A. (производитель) | Оборудование металлообрабатывающее с электродвигателем, | ИТАЛИЯ |
| QINGDAO EVERLAST MACHINERY CO., LTD (завод) | Оборудование деревообрабатывающее с электродвигателем: | КИТАЙ |
| HAIHUA INDUSTRY GROUP LIMITED (производитель) | Оборудование электротехническое: электровибродвигатель(электродвигатель), | КИТАЙ |
| Marathon Electric (компания) | Лабораторное оборудование: насос с электродвигателем, рабочее напряжение 220 вольт, не медицинского назначения, | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
| VEM motors GmbH (импортер) | Оборудование электротехническое: асинхронные электродвигатели переменного тока, | ГЕРМАНИЯ |
| SIEMENS Ltd. (завод) | Оборудование электротехническое: асинхронные электродвигатели переменного тока, | АВСТРАЛИЯ |
| SPG Co. Ltd (импортер) | Оборудование электротехническое асинхронное: электродвигатель: мотор-редуктор, модель: FBH20-131-RT40XL | КОРЕЯ, РЕСПУБЛИКА |
| ZIGONG GENGULONGTENG SCIENCE &TECHNOLOGY CO., LTD (завод) | Оборудование со встроенным электродвигателем для парка развлечений: динозавры, | КИТАЙ |
| DOSEURO srl (импортер) | Оборудование химическое, с электродвигателем: лопастная мешалка, торговой марки «Doseuro». | ИТАЛИЯ |
| ACCUWAY MACHINERY CO,. LTD (Фабрика) | Оборудование металлообрабатывающее с электродвигателем, | ТАЙВАНЬ |
| XINJIANG SANBAO INDUSTRY GROUP CO.,LTD (производитель) | Оборудование геолого-разведочное: электродвигатель | КИТАЙ |
| Zhengzhou Sapwells Petroleum Machinery Manufacturing Co., LTD (дистрибьютер) | Оборудование нефтепромысловое, буровое геолого-разведочное: Электродвигатель гидравлического насоса тормоза YB2-100L1-4, Электродвигатель водяного насоса Y2-100L-2, Электродвигатель гидротормоза YB2-100L2-4 Standart NoJB75 | КИТАЙ |
| «IGEL® Electric GmbH» (дистрибьютер) | Устройство торможения электродвигателя (блок динамического торможения электродвигателя) тип IBM для оборудования мясной промышленности, напряжение питания 400 вольт, не бытового назначения, торговая марка IGEL® Electric Gm | ГЕРМАНИЯ |
| СД УНИТЕХ (дистрибьютер) | Оборудования для пищевой промышленности: 1) насос винтовой тип ПВ 301 с электродвигателем 1,1 кВт в количестве 1-го комплекта; 2) насос винтовой тип ПВ 303МРШ с электродвигателем 3,0 кВт в комплекте с бункером и шнеком под | БОЛГАРИЯ |
| PARLOCK A/S (дистрибьютер) | Электродвигатель 3-фазный тип MS112L-4B5 5.5кВт, Электродвигатель B5 1.5 кВт, Электродвигатель B3/B5 7.5 кВт, Электродвигатель B5 2.2 кВт, Электродвигатель B5 4 кВт, Электродвигатель B3/B5 5.5 кВт. | ДАНИЯ |
| СД УНИТЕХ (компания) | Оборудование для пищевой промышленности: насос винтовой, тип ПВ301, с электродвигателем 1,1 кВт — 2 компл.; насос винтовой, тип ПВ302, с электродвигателем 1,5 кВт — 1 компл. | БОЛГАРИЯ |
| Товарищество c ограниченной ответственностью Актауский машиностроительный завод (завод) | Оборудование насосное промышленное: насос, модели НБ 50,125 (без электродвигателя), 125 (с электродвигателем) | КАЗАХСТАН |
| ADA Global Procurement Solutions Inc (Фабрика) | Оборудование нефтепромысловое, буровое геолого-разведочное: электродвигатель насоса отстойника, двигатель питающего насоса, двигатель насоса артикул YC25P2B, электродвигатель вспомогательного насоса охлаждения, двигатель п | США |
Правила ввоза оборудования для производства электродвигателей ( код ТН ВЭД 8479899708)
Для ввоза в Россию необходимо подготовить разрешительные документы.
- Акциз — Нет
- Временная импортная пошлина — Нет
- Двойное применение — Нет
- Импортная пошлина — Внутри данной товарной позиции ставка разная. Смотрите информацию для более полных позиций
- Квотирование на импорт — Нет
- Квотирование на экспорт — Нет
- Лицензирование на импорт — Нет
- Лицензирование на экспорт — Нет (базовая)
- НДС — Внутри данной товарной позиции ставка разная. Смотрите информацию для более полных позиций
- Подтверждение классификации — Нет (базовая)
- Преференциальный режим — Нет
- Прочие особенности —
- Сертификация — Внутри данной товарной позиции ставка разная. Смотрите информацию для более полных позиций
- Ставка обеспечения — Нет
- Экспортная пошлина — Нет
- Декларация соответствия ТР ТС
Документы для прохождении Таможни РФ (ТС)
При импорте вашего груза необходимо будет подготовить следующие документы:
- Инвойс
- Контракт
- Страховой полис
- Упаковочный лист
- Паспорт сделки
- Уплатить таможенный сбор
Разрешительные документы для провоза оборудования для производства электродвигателей через таможню
При ввозе вам обязательно понадобятся следующие документы, если вы обратитесь «слабому» брокер, он может выставить другой пакет необходимых документов.
| Документы для таможни | Цена, руб. | Срок, дней |
|---|---|---|
| Лицензируется | от 24900 | от 5 дней |
| Сертификат СТ-1 | от 3400 | от 5 дней |
Популярные страны производители (Оборудование для производства электродвигателей)
Самые популярные страны для откуда ввозят товары в Россию (ЕАЭС)
| Страна | Средний вес груза, кг | Цена доставки 01.06.2021 до Москвы |
|---|---|---|
| импорт оборудования для производства электродвигателей Германия | 50 | €532 (1 Паллет ) |
| ввоз оборудования для производства электродвигателей Бельгия | 504 | €558 (1 Паллет ) |
| ввоз оборудования для производства электродвигателей Италия | 753 | €4769 (1 Тент ) |
| поставки оборудования для производства электродвигателей Швеция | 50 | €1415 (10 Паллет ) |
| импорт оборудования для производства электродвигателей Китай | 3468 | |
| импорт оборудования для производства электродвигателей Чехия | 1 | €617 (1 Паллет ) |
| импорт оборудования для производства электродвигателей Таиланд | 84 |
Производители которые импортирую оборудование для производства электродвигателей в Россию (ЕАЭС)
- SIEMENS, ОТСУТСТВУЕТ
- EMERSON CLIMATE TECHNOLOGIES, P. O., COPELAND
- EMERSON CLIMATE TECHNOLOGIES S.A, COPELAND
- ALCO CONTROLS SPO. S.R.O., COPELAND
- E.PRESTON (ELECTRICAL) LT, COPELAND
- DOMETIC ITALY S.P.A., DOMETIC
- MOBICOOL INTERNATIONAL LTD, DOMETIC
- ELECTROLUX LAUNDRY SYSTEMS AB, ELECTROLUX
- NAN JING INOUDE ENVIRONMENTAL SCIENTIFIC &TECHNOLOGY CO.,LTD, ОТСУТСТВУЕТ
- DOMETIC ITALY S.P.A.
Выбери страну производителя Оборудование для производства электродвигателей
- АВСТРИЯ
- ВЕЛИКОБРИТАНИЯ
- ВЕНГРИЯ
- ГЕРМАНИЯ
- ЕВРОСОЮЗ
- ИСПАНИЯ
- ИТАЛИЯ
- СЛОВАКИЯ
- США
- ТУРЦИЯ
- УКРАИНА
- ФРАНЦИЯ
- ЧЕХИЯ
- ШВЕЦИЯ
Если вы необходимо найти наиболее выгодно поставщика вы можете отправить запрос на нашу почту info@importr.ru
Сроки доставки оборудования для производства электродвигателей в Москву
Если вас интересует доставка в другие города: Санкт Петербург, Казань, Омск — присылайте запрос на почту info@importr.ru
| Страна | Срочная авиаперевозка грузов | Обычная доставка |
|---|---|---|
| Германия | 1 день | 15 дней |
| Сша | 1 день | 15 дней |
| Мексика | 1 день | 15 дней |
Авиадоставка стоимость за 1 кг.
| Страна | Стоимость авиаперевозки,за 1 кг USD |
|---|---|
| БЕЛЬГИЯ (Belgium) | $5,7 |
| ГЕРМАНИЯ (Germany) | $4 |
| ИТАЛИЯ (Italy) | $4,1 |
| КИТАЙ (China) | $5,9 |
| МЕКСИКА (Mexico) | $3,2 |
| США (USA) | $4,6 |
| ТАИЛАНД (Thailand) | $5,7 |
| ЧЕХИЯ (Czech Republic) | $4,7 |
| ШВЕЦИЯ (Sweden) | $5,8 |
Таможенное оформление на постах Москвы и Московской области
Растаможка оборудования для производства электродвигателей при авиаперевозка удобно проходить на следующих таможенных постах:
- Внуковская таможня;
- Домодедовская таможня;
- Шереметьевская таможня;
У нас действует фиксированный тариф 17 000 рублей — срок до 2ух часов, все «включено»
При таможенном оформление на «земле»:
- Таможенный пост Новомосковский
- Таможенный пост Кубинка
- Таможенный пост Дубна
- Таможенный пост Черноголовский
- Таможенный пост Ленинградский
- Таможенный пост Истринский
- Таможенный пост Ступинский
- Таможенный пост Каширский
Стоимость оформление 16 000 рублей — срок 2 часа, все «включено»
Перевозки морем
| Страна | Ближайший порт |
|---|---|
| Перевозки морем БЕЛЬГИЯ | Порт Antwerpen |
| Перевозки морем ГЕРМАНИЯ | Порт Agio Theodoroi |
| Перевозки морем ИТАЛИЯ | Порт Acitrezza |
| Перевозки морем КИТАЙ | Порт Anqing |
| Перевозки морем МЕКСИКА | Порт Acapulco |
| Перевозки морем США | Порт Adak |
| Перевозки морем ТАИЛАНД | Порт Bangkok |
| Перевозки морем ЧЕХИЯ | Порт Prague |
| Перевозки морем ШВЕЦИЯ | Порт Ahus |

Остались вопросы по стоимости таможни, логистики, сертификации?