Заточное оборудование для фрез
Станки универсальные для заточки фрез

Максимальные размеры фрез (D x d x B): 300 х 50 х 250 мм
Мощность: 0,55 кВт
• В комплекте задний поддерживающий центр
• Максимальная длина барабана: 250 мм
• Минимальная величина съема равна 0,05 мм
• Заточка с использованием СОЖ
• Централизованная система смазки
• Возможность затачивать фрезы для сращивания
Максимальные размеры фрез (D x d x B): 200х40х150 мм
Мощность: 0,55 кВт
• Поперечное перемещение стола осуществляется за счет передачи винт-гайка
• Оправка для насадных фрез представляет собой консольный вал
• Заточка с использованием СОЖ
Макс. длина ножей: 230 мм
Мощность: 0,76 кВт

• Надежная массивная станина
• Перемещение рабочего стола (каретки) осуществляется за счет передачи шестерня-зубчатая рейка
• Минимальная величина съема материала с изношенной грани инструмента равна 0,02 мм
• Делительная головка оснащена высокоточными насеченными лимбами и имеет 2 типа настройки на угол заточки
• Наклон, поворот и подъем заточного узла осуществляется по шкале при помощи маховика
Макс. Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 26 мм
Макс. Ø сверл: 35 мм
Мощность: 1,1 кВт
• Надежная массивная станина
• Автоматическое перемещение каретки (рабочего стола)
• Процесс заточки управляется при помощи микропроцессора
• Делительная головка тип МТ5
• Система подачи охлаждающей жидкости
Макс. Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 20 мм
Макс. Ø сверл: 35 мм
Мощность: 2,2 кВт
• Надежная массивная станина
• Автоматическое перемещение каретки (рабочего стола)
• Все рабочие функции осуществляются при помощи панели управления
• Точность заточки обеспечивается за счет регулируемого заднего поддерживающего центра
• Делительная головка оснащена сервоприводом
• Поперечное перемещение заточного узла осуществляется за счет сервопривода
Максимальные размеры фрез (D x d x B): 380 х 50 х 300 мм
Мощность: 0,7 кВт
• Направляющие изготовлены из высокопрочных износостойких сталей
• Делительная головка оснащена высокоточными насечными лимбами
• Оправка для насадных фрез оснащена необходимыми переходными кольцами
• Заточка осуществляется с использованием СОЖ
Макс. длина ножей: 300 мм
Мощность: 1,7 кВт
• Линейные призматические направляющие
• Ход стола регулируется при помощи подпружиненных упоров
• Делительная головка оснащена высокоточными насеченными лимбами
• Смазка направляющих осуществляется по пластиковым трубкам расположенным на одном блоке
Макс. Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 25 мм
Макс. Ø сверл: 25 мм
Мощность: 2,2 кВт
• Заточной станок с ЧПУ
• — В станке LC35E CNC (5 axes) все подвижные оси являются электронными
• Все рабочие функции осуществляются при помощи панели управления
• Количество зубьев в момент заточки отображается на дисплее
• Встроенный персональный компьютер
• Делительная головки МТ4
• Централизованная система смазки
Макс. Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 25 мм
Макс. Ø сверл: 25 мм
Мощность: 1,1 кВт
• Линейные призматические направляющие
• Минимальная величина съема материала с изношенной грани инструмента равна 0,02 мм
• Делительная головка оснащена высокоточными насеченными лимбами
• Наклон, поворот и подъем заточного узла осуществляется по шкале при помощи маховика
• Станок оснащен системой подачи охлаждающей жидкости
Макс. Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 35 мм
Макс. Ø сверл: 35 мм
Мощность: 1,1 кВт
• Перемещение рабочего стола (каретки) осуществляется за счет передачи шестерня-зубчатая рейка
• Поперечное перемещение заточного узла осуществляется за счет передачи винт-гайка
• 2 типа настройки на угол заточки
• Станок оснащен системой подачи охлаждающей жидкости
Макс. Ø насадных фрез: 340 мм
Макс. Ø концевых фрез: не затачивает
Макс. Ø сверл: не затачивает
Мощность: 1,5 кВт
Вес: 920 — 1300 кг
• Автоматическое перемещение каретки (заточного узла)
• Процесс заточки управляет при помощи микропроцессора
• Максимальная длина заточки 400 мм
• Делительная головка оснащена шаговым двигателем
Макс. Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: не затачивает
Макс. Ø сверл: не затачивает
Мощность: 0,55 кВт
• Автоматический станок с ЧПУ
• Ход заточного узла задается с ПУ
• Максимальная длина заточки 400 мм
• Плита для позиционирования оправки
• Система подачи охлаждающей жидкости
• Система фильтрации сож


Универсальные заточные станки используются на столярном и мебельном производстве для обслуживания насадных фрез, строгальных головок, концевых сверл. В разделе представлено оборудование легкой, средней и профессиональной серии, которое можно купить с доставкой в Москву и по России.
Особенности конструкции и различия моделей
Конструкция оборудования включает массивную станину, благодаря которой происходит снижение вибраций и увеличивается точность заточки. Каждый универсальный станок в каталоге оборудован системой подачи охлаждающей жидкости в зону заточки – это повышает качество обработанного инструмента.
Универсальные заточные станки для фрез отличаются техническими характеристиками затачиваемого инструмента. У моделей с автоматическим режимом обработки рабочие функции задаются с пульта управления: программа заточки, форма и количество зубьев, диаметр, углы, длина и высота, а также скорость, съем, количество черновых и финишных проходов и т. д. Процесс заточки управляется микропроцессором.
При условии, что заточка осуществляется в ручном режиме, точность позиционирования зависит от профессионализма заточника. При этом продольное и поперечное перемещение стола осуществляется вручную при помощи механической передачи.
Инструмент и заточное оборудование





























Все товары категории Инструмент и заточное оборудование

Алмазный диск (125 мм.) обеспечивает долговечность. Держатель пилы наклоняемый (+85-30 градусов). Литое, прочное основание обеспечивает достижение высокой точности. Резиновые вставки под основание станка снижают вибрацию и шум. Легкая ручная регулировка

Предназначен для заточки плоских ножей, стамесок и свёрл. Наибольшее применение находит в столярных цехах и небольшом мебельном производстве.

Заточка круглых дисковых пил с твердосплавными напайками по передней и задней граням. Диаметр пил 80-700 мм Масса станка — 72 кг Мощность — 0,25 кВт Ручной режим заточки
Наружный диаметр 300 мм; посадочный диаметр 30 мм; толщина напайки 3,2 мм; толщина тела пилы 2,2 мм; количество зубьев 72 шт

Предназначен для заточки плоских ножей фуговальных и рейсмусовых станков.
Станок предназначен для работы на лесопильных деревообрабатывающих предприятиях, в том числе в столярном производстве, где продольная распиловка древесины осуществляется узкими ленточными пилами. Ширина ленточных пил: 15-50 мм; время разводки зубьев одной пилы: менее 10 мин; масса: 13,5 кг

Предназначены для форматного пиления биламината с использованием подрезной пилы, в панелях с меламиновым покрытием, с хорошим качеством и большим ресурсом.

Станок предназначен для заточки ленточных пил, применяемых на горизонтальных и вертикальных ленточных лесопильных пилорамах с шагом до 22 мм. и шириной пилы до 45 мм. Заточка производится абразивным кругом без дополнительного охлаждения. В зависимости от зимней или летней заточки, пильная голова станка выставляется на необходимое количество градусов по встроенному транспортиру. Станок имеет три скорости подачи, благодаря этому процесс заточки можно разделить на черновую и чистовую обработку.

Применяемые в станке эльборовые диски позволяют за один проход полностью протачивать пилу (если профиль зуба соответствует профилю заточного диска) создавая абсолютно одинаковый профиль с необходимыми передним и задним углами каждого зуба на всей длине пилы без прижогов и микронеровностей. Если профиль зуба пилы не соответствует профилю заточного диска то сначала, за 2-5 проходов, формируются профили зубьев, углубляясь за один проход не более чем на 0.1мм. Дальнейшие заточки идут в обычном порядке.

Ширина пилы 35 мм; толщина пилы 1 мм; шаг зубьев 22,22 мм, подготовка зуба ROH; тип стали — высоколегированная

Размеры затачиваемых пил: Наименьший диаметр пилы, 80 мм. Наибольший диаметр пилы, 700 мм. Посадочный диаметр пилы, 20,30,32,50 мм.

Заточка на станке «АЗУ 007» производится одноразовым эльборовым заточным диском. Материал эльбор по твердости лишь незначительно уступает алмазу, его ресурс составляет примерно 10 км заточенной пилы, что означает практически год работы без замены. Ширина ленточных пил: 32-50 мм; шаг затачиваемых зубьев: до 22 мм; масса: 50 кг

Станок механический, прост в обслуживании и надёжен в эксплуатации. Лёгкая регулировка установки ленточных пил по высоте обработки. Фиксация стрелочного индикатора посредством надёжного хомутового крепления. Возможность свободной установки регулируемых опор для поддержки пилы по длине. Установлена пластина из высоколегированной стали на опорной матрице – не позволяет калёным зубьям ленточной пилы стирать металл на важном участке. Наличие фиксатора шага ленточного полотна. Контроль точности величины развода зубьев сразу после нажатия на рычаг станка.
Ширина пилы 32 мм; толщина пилы 1,07 мм; шаг зубьев 22,22 мм, подготовка зуба ROH; тип стали — высоколегированная
Станки для заточки фрез по дереву и металлу
Фрезы по дереву и металлу имеют сложную форму зуба, что определяет необходимость использования специального станка для заточки фрез. Для выполнения работы нужно также знать геометрию зуба. При этом учитывается то, из какого материала изготовлен инструмент.

Применение станков
Заточной станок – прибор, при помощи которого можно провести заточку режущего инструмента: фрезы по дереву, по металлу. Спектр заточных станков варьирует от крупных промышленных моделей до вариантов исполнения, которые могут использоваться в домашних мастерских. Станок может использоваться для заточки фрез по дереву или по металлу.
Используют станок зачастую при налаженном промышленном производстве, когда в наличии много фрез они часто используются. Если на режущей кромке образовались только заусеницы из-за неправильных режимов обработки, то исправить проблему можно при помощи оселка или напильника.
Классификация
Условно можно провести следующую классификацию:
- Универсальный станок подходит для заточки не только фрез, но и других режущих инструментов.
- Специализированный станок применяется для обработки инструмента только одного вида, к примеру, фрез.
Универсальный станок комплектуется нормальными и специальными приспособлениями, которые используются для закрепления и установки инструмента, дополнительных измерительных механизмов, которые позволяют выдерживать угол заточки фрез.
Технические характеристики
При выборе станков для заточки фрез следует обратить особое внимание на технические характеристики. К основным показателям можно отнести:
- Рабочее напряжение. Многие модели работают от стандартной сети 220 Вольт. Варианты исполнения с большим показателем мощности работают при мощности 380 Вольт.
- Потребительская мощность также является важным показателем. Она может варьировать в диапазоне от 200 до 5 000 Ватт.
- Скорость вращения шпинделя без нагрузки. Этот показатель может варьировать в пределе от 900 до 3 000 об/мин.
- Точность, с которой можно провести заточку фрез. Показатель точности зачастую зависит от конструктивных особенностей модели.
- Скорость подачи абразивного материала.
- Тип подачи: механический и электрический. Некоторые модели имеют электрический привод, другие механический. Электрический вариант исполнения значительно делает конструкцию дороже, механический требует определенных навыков от мастера.
- Диапазон проведения угла заточки. Угол можно назвать наиболее важным показателем. Режущая кромка образуется двумя плоскостями, расположенными под определенным углом.
- Наличие специальных водяных ванн, которые позволяют охладить абразивный материал во время работы станка. Повышение температуры абразивного материала может привести к значительному нагреву режущей кромки, из-за чего она изменит свои эксплуатационные качества.
- Наличие вентиляции. Во время заострения происходит снятие слоя металла с фрез, а также отлетает абразивный материал. Этот момент определяет засорение рабочего места, и система вентиляции позволит поддерживать оборудование в чистоте.
- Показатель шума при работе. Привод и двигатель на момент работы издают шум. Высокий показатель шума значительно усложняет работу.
- Наличие защитного кожуха. Во время заострения отлетает абразивная стружка и металл, которые могут попасть в глаза. Именно защитный кожух защищает мастера от стружки и абразивной крошки.
По компоновке станки для заточки фрез бывают настолько и напольного исполнения. Традиционный привод предусматривает использование электродвигателя и клиноременной передачи.
Особенности конструкции
Несмотря на то, что существует довольно много моделей станков, их конструкция несколько схожа. К особенностям типовой конструкции можно отнести:
- Основная часть корпуса представлена электродвигателем.
- При необходимости изменения частоты вращения может быть включена в конструкцию клиноременная передача.
- На валу закрепляется абразивный круг.
- Подставка необходима для закрепления обрабатываемого инструмента.
- Имеется блок с кнопкой включения или выключения оборудования, а также с элементами регулировки режимов работы.
Могут присутствовать и иные элементы.
Достоинства применения
Многие решают, стоит ли тратиться и приобретать специальные станки для заточки. Их использование можно определить следующим образом:
- Значительно ускоряется процесс: большая скорость вращения круга обуславливает ускорение процесса снятия необходимого слоя металла.
- Можно достигнуть более точного результата. Углы заточки имеют четкие приделы, без использования станков выдержать их практически невозможно.
- Качество проводимой работы значительно выше.
- Выполнить работу может даже неподготовленный мастер, так как работа практически полностью автоматизирована.
Станки используются в мастерских при среднем и крупносерийном производстве. Только в этом случае их покупка оправдана.
Недостатки применения
Также можно выделить и некоторые недостатки применения:
- Электрический привод потребляет довольно много энергии. При постоянном использовании затраты на оплату электроэнергии будут весьма большими.
- Стоимость станков весьма велика. При этом отметим, что цена зависит как от основных эксплуатационных показателей, так и от того, какая фирма является производителем.
- Нужно проводить постоянное обслуживание оборудования для поддержания его в надлежащем состоянии.
- Нужно найти место для установки оборудования и правильно оснастить его. Некоторые модели требуют жесткого крепления.
Подобные недостатки можно выделить при рассмотрении заточных станков.
В заключение отметим, что существует довольно много видов фрез, каждый обладает определенными качествами, которые стоит учитывать. Именно поэтому следует приобретать не специализированный, а именно универсальный вариант исполнения заточного станка.
Как точить фрезы для ЧПУ

Заточка фрезы для восстановления работоспособности инструмента
Фрезеровка — это механический способ обработки и ресурс режущего инструмента ограничен. Со временем в результате частого контакта с обрабатываемым материалом острые кромки фрезы постепенно утрачивают свои режущие свойства, в отводящих канавках скапливаются мельчайшие частички отходов, нагар. Интенсивная работа фрезерного станка, обработка материалов высокой плотности, неправильный выбор скоростного режима при работе с вязкими материалами также могут приводить к износу режущего инструмента.
Продлить его срок службы может переточка, проводить которую можно периодически (более трех раз не рекомендуется). Учитывая, что качественные фрезы для ЧПУ — достаточно дорогостоящая категория расходных материалов, такая операция способна значительно сэкономить средства.
К чему приводит работа затупленным инструментом
Уменьшение остроты режущей кромки или нарушение ее геометрии увеличивает площадь соприкосновения инструмента с материалом, что приводит к повышению температуры самой фрезы и перегреву материала. Чрезмерный нагрев инструмента снижает твердость лезвия и приводит к еще большему его затуплению, что отрицательно влияет на качество обработки. В свою очередь, повышенная температура материала в зоне реза ведет к тому, что мелкие частицы стружки спаиваются между собой, липнут на фрезу и забивают отводящие канавки. Результат тот же — перегрев инструмента, потеря им работоспособности и, как следствие, получение некачественных и даже бракованных заготовок.
Восстановление геометрии и заточка инструмента разной формы
Производители выпускают фрезы множества видов и размеров, их классификация происходит по технологическим и конструктивным особенностям. Специфика заточки заключается в большой совокупной длине кромок, их непростой форме и необходимости обеспечить движение абразивной поверхности строго по кромке лезвия. В зависимости от вида инструмента переточка осуществляется по-разному:
- Фрезы концевые возможно переточить без применения специального оборудования. Такую операцию можно произвести с помощью тонкого алмазного бруска, при этом необходимо совершать равное количество движений относительно каждого из резцов с одинаковым нажимом. Или использовать для этой цели на небольших оборотах абразивный круг, укрепленный на точильном станке.
- Фрезы фасонные с затылованным углом точат только по передней поверхности.
- Остроконечные зубья — по задней грани.
- Отрезные и прорезные фрезы — с двух сторон.
Самостоятельную заточку инструмента можно выполнить, используя компактный универсальный станок и набор алмазных кругов, однако для выполнения такой операции следует иметь достаточный опыт работы на подобном оборудовании.
Использование специального заточного станка
Специальное заточное оборудование используется для восстановления работоспособности режущих инструментов для ЧПУ и повышает их стойкость после переточки. Станок, обеспечивая поступательное и вращательное движение фрезы, обрабатывает поверхность лезвия с помощью различных кругов в зависимости от материала, из которого выполнен инструмент:
- для фрез из быстрорежущей или инструментальной стали, предназначенных для работы по дереву и металлу используют электрокорундовые круги;
- для стальных фрез, допускающих работу с твердыми материалами на повышенных скоростях, — эльборовые;
- для твердосплавных фрез — алмазные или из зеленого карбида кремния.
Обработка каждого зуба производится дважды и повторяется для остальных, не меняя показатель толщины срезаемого материала, установленный в начале операции. По окончанию процедуры заточки фрезу следует визуально осмотреть, проверяя на отсутствие сколов, трещин, других дефектов, видимых невооруженным глазом, а затем с помощью приборов определить значение углов и другие погрешности профиля. Далее производятся доводка и полировка для придания режущей кромке необходимых параметров. Необходимо достигнуть идеально гладкой поверхности зуба, так как наличие зазубрин быстро приведет к повторному затуплению инструмента. Правильная заточка увеличивает срок службы фрезы, позволяя экономить на дорогостоящем инструменте.
Заточное оборудование для фрез

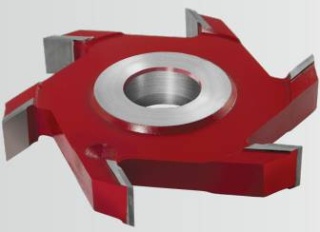
Станок предназначен для заточки: фрез дереворежущих насадных сборных с прямолинейной режущей кромкой непосредственно в ножевой головке, чем обеспечивается высокая точность заточки (радиальное биение 0,01мм); цельнометаллических затылованных фрез по передней грани; острозаточенных фрез с пластинками из твёрдого сплава и быстрорежущей стали по передней и задней граням.
Описание конструкции заточного станка и его составных частей
Заточной станок состоит из тумбы (станины), представляющей собой жесткую сварную коробку. На тумбе установлен механизм подъема, шпиндель с электродвигателем, суппорт (механизм врезания) и стол с приспособлением для установки затачиваемого инструмента (ножевых головок или фрез).
На вертикальной стойке, закрепленной на основании, вверх и вниз перемещается корпус за счет передачи винт-гайка. На корпусе установлен шпиндель и электродвигатель привода шлифовального круга. Заточной круг вращается в шарикоподшипниках от электродвигателя через 2-х ступенчатую клиноременную передачу. Суппорт заточного станка перемещается по направляющим типа «ласточкин хвост», за счет передачи винт-гайка. Имеет одну степень свободы – перемещение поперек оси затачиваемого инструмента (врезание инструмента). На суппорте станка закреплен стол. Стол перемещается в призматических направляющих по роликам, расположенным крест на крест, чем достигается высокая точность и жесткость перемещения. Имеет одну степень свободы – перемещение вдоль оси затачиваемого инструмента (ножевой головки, фрезы).
Для фиксации или ограничения хода стола имеются регулируемые подпружиненные ограничители. На столе смонтировано приспособление для установки затачиваемого инструмента (ножевых головок, фрез). Инструмент насаживается на оправку, которая устанавливается на две призматические опоры. На левой призматической опоре установлен алмазный карандаш для правки шлифовального круга и упорка для базирования ножа ножевой головки.




Заточка ножевой головки
Для выполнения данного типа заточки инструмента устанавливается заточной круг – типа «чашка» (6.125х63х32 25А 25СМ1 7 5 К8 35м/с Б2 ГОСТ 2424-83).
Перед заточкой производится правка шлифовального круга алмазным карандашом (установлен на левой стойке) для устранения торцевого биения.
Ножевая головка устанавливается непосредственно на оправку (для избежания дополнительго радиального биения не рекомендуется использовать переходные втулки) с механизмом деления (при заточке не используется) или укороченную. Оправка с ножевой головкой устанавливается на две призматические опоры. Базирование ножевой головки производится на упорку передней гранью ножа. Упорка регулируется вверх – вниз (в зависимости от угла заточки ножа) и вперед-назад (в зависимости от диаметра ножевой головки).
Заточка ножевой головки производится перемещением стола влево-вправо относительно шлифовального круга, обеспечивая постоянный контакт ножа с упоркой. Заточка следующего ножа производится перемещением стола в крайнее левое положение и поворотом ножевой головкина следующий нож до касания с упоркой. Маховичком, расположенным в передней части суппорта, устанавливается необходимый съем металла.
Видео работы заточного станка:


Заточка затылованных фрез по передней грани
Для выполнения данного типа заточки инструмента устанавливается заточной круг – типа «тарелка» 12.150х16х32 25А 25СМ1 7 5 К8 35м/с Б2 ГОСТ 2424-83.
Затылованная фреза устанавливается на оправку с механизмом деления (возможно установка фрезы через преходные втулки). Оправка с затылованной фрезой устанавливается в призматические опоры. Передняя плоскость зуба фрезы подводится к шлифовальному кругу. Угол наклона фрезы регулируется с помощью винтов. Деление зуба фрезы производится с помощью делительного механизма, выводя фиксатор из зацепления и поворачивая фрезу на следующий зуб.
Заточка зуба фрезы производится перемещением стола влево- вправо относительно шлифовального круга. Заточка следующего зуба фрезы производится, выводя фиксатор из зацепления делительного колеса и поворачивая следующий зуб фрезы в плоскость шлифовального круга. Величина съема металла устанавливается маховичком (находится в передней части суппорта).
Видео работы станка:


Заточка острозаточенных фрез по передней и задней грани
Для выполнения данного типа заточки инструмента возможна установка алмазного круга 2725-0045 ГОСТ 16176-82.
Процесс заточки острозаточенной фрезы анологичен процессу заточки затылованной фрезы. Разница в установке шлифовально круга относительно задней грани острозаточенной фрезы.