Штамповочное оборудование для холодной штамповки
Холодная штамповка в Москве
- Полиуретан для изготовления форм
- Полиуретан для форм
- Полиуретан формовочный
- Полиуретан Силагерм
- Полиуретан жидкий
- Технические газы
- Пластик заливочный
- Изделия из полиуретана
- Технические пластины
- Заливочный пластик для декора
Холодная штамповка металла

. штамповка металла — разновидность обработки металлов давлением. Отличие её от обработки горячей штамповкой в том, что её выполняют при температуре сплава ниже точки рекристаллизации. Различают несколько видов холодной штамповки — холодная высадка, холодное выдавливание и штамповка в открытых штампах. ПРЕИМУЩЕСТВА ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ .
Под заказ / Розница
Изготовление пресс-форм, изготовим на заказ. изготовление холодных штампов

. пластмасса, алюминий. РТИ. Металлообработка на заказ. Токарные работы, фрезерование. Обработка металла и пласмасс. Технологическая оснастка. Изготовление пресс-форм, штампов, кондукторов и пр. Штамповка прессы до 160т. Литье под давлением алюминий до 3,6кг. Литье пластмасс ТПА до 1600см3. Обеспечиваем доставку. г. Брянск (400км от Москвы), ООО .
Под заказ / Услуга
Штамповка деталей и изготовление штампов
Штамповка на заказ. В зависимости от нужд клиента и технологических особенностей, применяем горячую или холодную объемную штамповку . shtampovka-detaley-i-izgotovlenie-shtampov/
В наличии / Услуга
КСО-366 продаем в Москве

. из гнутых профилей (сталь толщиной 3мм) и облицовки (сталь толщиной 2мм). Детали металлоконструкции изготовлены на высокоточном оборудовании методом холодной штамповки . Все элементы конструкции окрашены порошковой краской RAL 7035. Внутри камеры устанавливаются элементы и аппаратура главных цепей: выключатели нагрузки, разъединители .
Координатная пробивка, перфорация в Шатуре цена

НПП AGSA, ИП | Шатура, Московская область
Услуги: — Координатная пробивка — Перфорация — Высечка — Холодная штамповка — Пуклевка Рабочая зона станков 2070×1280 (мм) Технические возможности по координатной пробивке и перфорации листового металла: — Круг, диаметр мм: 1,6; 1,8; 2,0; 2,3; 2,4; 2,5; .
Под заказ / Услуга
Лист оцинкованный ст08пс 2.0 х 1250 х 2500, ОН-МТ-2

. ГОСТ 14918-80. Технические характеристики стали листовой оцинкованной приведены ниже. В зависимости от назначения, лист оцинкованный делят на группы: 1. для холодной штамповки — на листах должно быть указано ХШ; 2. для холодного профилирования — сокращенно маркируются ХП; 3. для окраски — коротко обозначается ПК; 4. общего назначения — ОН.
Лист Х/К ст 08псГ 1.0 х 1250 х 2500, ГОСТ 16523-97
Среди основных сфер применения холоднокатаного листа ― это машиностроение. С помощью штамповки и прессования из листа получают широчайший спектр деталей. Благодаря высокой чистоте поверхности лист отлично подходит для холодной штамповки ответственных деталей, например кузовов машин. Лист также отлично сваривается, и поэтому часто находит свое .
В наличии / Опт и розница
Трубопроводные арматуры от производителя

. оборудования, три комплекта гидравлического оборудования, два комплекта трубогибочного стана , станки для отводов холодным гнутьем , комплектовали контролирующие приборы . протяжка средней чатотой , холодной штамповки , термическая обработка , все зрелые технологии. Имеет химический анализ , металлографическое исследование , физический эксперимент .
Тройник заказать оптом

. оборудования, три комплекта гидравлического оборудования, два комплекта трубогибочного стана , станки для отводов холодным гнутьем , комплектовали контролирующие приборы . протяжка средней чатотой , холодной штамповки , термическая обработка , все зрелые технологии. Имеет химический анализ , металлографическое исследование , физический эксперимент .
Лист холоднокатаный цена

. кровельного железа, металлочерепицы, профнастила. Его применение возможно и в приборостроении, на производстве химической и теплообменной аппаратуры и в качестве исходного материала для деталей холодной штамповки . Заказать продукцию металлопроката вы можете, связавшись по круглосуточной горячей линии с нашими менеджерами или заполнив форму на
В наличии / Опт и розница
Резка металла
Производство компании «СтальЛист» оснащено мощным оборудованием для точного и быстрого раскроя листового металла. Компания предлагает услуги лазерной резки металла различной толщины, гидроабразивной резки металла, резки металла гильотиной либо координатным прессом, гибки металла и прочие процедуры металлообработки.
В наличии / Услуга
Матрица штампа

Компания «Современная Механика» производит матрицы штампов холодной штамповки следующих видов: • по конструктивному выполнению — цельные и составные • по форме — круглые, прямоугольные и профильные • по способу крепления — неразборные и быстросменные Матрицы изготавливаем из различных инструментальных сталей (ХВГ, ХГС, Х6ВФ, Х12М, .
Под заказ / Опт и розница
Метизы нестандартные и из нержавеющей стали

. нестандартные и из нержавеющей стали. Обработка нерж стали, титана. Обработка нержавеющей стали, в том числе метизы. Обработка металла и пласмасс. Холодная высадка М2,5 – М4. Литье пластмасс, алюминия. Штамповка . Гальваника, в т.ч.хромирование, цинк и тд. Станки с ЧПУ, токарные станки, электроэроз. оборудование и тд. Технологическая оснастка .
Полиуретан для штампов Силагерм 6080

«ОМА» ООО, Лобаново | Лобаново, Москва и Московская область
. Полиуретановый компаунд Силагерм 6070, 6080, 6090 и 6095 холодного отверждения -предназначен для изготовления эластичных износостойких изделий и покрытий, . 110 ºС. Особенности: • Очень высоки показатель прочности на разрыв • Износостойкость • Абразивостойкость Применение • Штамповка бетона: для придания фактуры камня, кирпича и т.д. ( .
Листовая штамповка
Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.

Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.
Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Характеристика листовой штамповки
холодная листовая штамповка является на сегодня одной из самых широко распространённых технологий обработки металлов, пластмасс и некоторых других материалов. Диапазон применения технологии — от крупных конструкций в судостроении до тонкостенных деталей бытовой техники
Технология характеризуется следующими неоспоримыми преимуществами:
- Исключительные возможности для механизации и автоматизации производственных процессов.
- Снижение себестоимости изготовления массовых изделий.
- Высокий коэффициент использования листового металла.
- Возможность точного изготовления тонкостенных, но прочных изделий практически любой формы.
- Минимальная потребность в последующей механической обработке.
Однако, кроме явных достоинств, холодная листовая штамповка металла обладает и недостатками. Это, прежде всего:
- Высокая трудоемкость проектирования технологического процесса.
- Высокая стоимость подготовки производства изготовление пресс-форм.
- Высокая квалификация отладчиков прессового оборудования.

Штамповка листового металла
Следует отметить, что при больших сериях выпускаемых изделий эти недостатки нивелируются за счет известного из экономики эффекта масштаба, и себестоимость производимой продукции оказывается ниже, чем при альтернативных способах обработки металлов.
Виды оборудования для листовой штамповки
Для различных видов операций листовой штамповки применяется широкий спектр оборудования.
Так, для операций резки используют вибрационные, или гильотинные ножницы.
Для выполнения формообразующих операций применяют основное штамповочное оборудование — станок для листовой штамповки или пресс. По типу они различаются на:
- Кривошипно-шатунные.
- Гидравлические.
- Радиально-ковочные.
- электромагнитные.
Самым простым в устройстве и обслуживании является пресс с кривошипно-шатунным приводом. Он пригоден для выполнения несложной листовой штамповки — тонкостенных деталей малого и среднего размера простой формы.

Пресс с кривошипно-шатунным приводом
Гидравлические прессы позволяют развивать намного большее усилие (до 2 тысяч тонн) и точнее регулировать ход пресса. Этот тип оборудования применяют для операций гибки или объемной штамповки из листа большой толщины.
Радиально-ковочные комплексы используют для листовой штамповки деталей, имеющих форму тела вращения.
Электромагнитные прессы — достаточно новый тип оборудования. Давления на заготовку производится за счет массы электромагнитного сердечника, направляемого к пуансону электромагнитным импульсом. Импульс противоположной полярности возвращает сердечник в исходное положение. Такой привод намного проще в изготовлении и обслуживании, чем гидравлический, но пока не достигает его мощности.
Принцип работы
Физический принцип работы штамповочного оборудования — это пластическая деформация листовой заготовки под давлением. Форма будущей детали задается двумя деталями — матрицей и пуансоном, которые прижимают к листовой заготовке с двух сторон под большим давлением. Там где у матрицы находится выпуклость — у пуансона расположена соответствующая ей по форме и размерам впадина. Деформируясь, листовая заготовка повторяет форму матрицы и пуансона.
Вместе с этим может происходить просечка отверстий, вырубка отдельных деталей из материала листа. При проектировании технологического процесса холодной штамповки деталей из листового металла конструктор оснастки и технолог комбинируют и по возможности совмещает формоизменяющие разделительные операции, чтобы обойтись минимальным числом рабочих проходив штампа и снизить, таким образом, себестоимость изготовления изделия.
В случае тонких листов осуществляется холодная листовая штамповка. При работе с толстыми листами или с мало пластичными сплавами заготовку предварительно нагревают, чтобы повысить ее пластичность.
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.

Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.

Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.

Схемы листовой штамповки эластичными средами
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы.
Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.

Электрогидравлическая штамповка листового метал
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.

Схема магнитно-импульсной штамповки листового металла
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.

Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Холодная штамповка металла



Для холодной штамповки деталей из листового металла компания «Техносила» применяет современное высокоточное прессовое оборудование. На предприятии налажено собственное производство штампов, что позволяет обеспечить выпуск продукции высочайшего качества по привлекательным ценам.
Холодная объемная штамповка листового металла прессом обладает рядом преимуществ по сравнению с традиционной токарно-фрезерной обработкой или литьем, это:
- низкая себестоимость продукции;
- высокая производительность производства, обеспечивающая массовый выпуск изделий;
- быстрая переналадка оборудования и запуск производства другого вида продукции;
- возможность получать высокоточные, тонкостенные детали практически любой формы;
- высокий коэффициент использования металла.
Листоштамповочный пресс-автомат ESSA PLA-15
Листоштамповочный пресс-автомат в основном используется для получения готовых изделий из штучных заготовок, металлической ленты или полосы. Он может выполнять такие технологические операции, как вырубка, вытяжка, пробивка и обрезка.
Номинальное усилие, тс: 15
Ход ползуна, мм: 30
Размер стола, мм: 550х350
Частота ходов в минуту: 800
Коленорычажный чеканочный пресс Grabener GK 180
Чеканочный пресс предназначен для чеканки и других операций объёмной штамповки с малым рабочим ходом, а также для холодной плоскостной и объемной калибровки — повышения пластическим деформированием точности форм и размеров поковки и качества ее поверхности.
Номинальное усилие, тс: 180
Ход ползуна, мм: 50
Размер стола, мм: 450х370
Количество ударов в минуту: 60


Однокривошипный пресс К2019
Электромеханический однокривошипный пресс предназначен для мелкосерийного или единичного производства. Станок может быть использован, как автономная технологическая единица, так и может быть включён в производственные линии.
Основное назначение пресса: вырубка, гибка, неглубокая вытяжка, протягивание, пробивка отверстий и другие операции по холодной штамповке металла на заказ.
Номинальное усилие, тс: 8
Ход ползуна, мм: 50
Размер стола, мм: 360х280
Количество ударов в минуту: 250
Пресс гидравлический П6320Б
Прессы гидравлические одностоечные П6320Б предназначены для выполнения широкого круга работ: запрессовки-выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки. Работа пресса осуществляется в 3 режимах: наладочный, полуавтомат (одиночный цикл) и автомат. Благодаря автоматическому режиму управления обеспечивается интегрирование пресса в автоматические линии.
Номинальное усилие, тс: 10
Ход ползуна, мм: 400
Размер стола, мм: 500х380
Количество ударов в минуту: ручное управление
Эксцентриковый пресс С-36
Основным назначением эксцентрикового пресса является вырубка из металлической ленты с автоматической подачей под штамп. Высокая производительность пресса обеспечивается за счет большого количества ударов рабочего механизма в минуту.
Номинальное усилие, тс: 4,2
Ход ползуна, мм: 60
Размер стола, мм: 265х260
Количество ударов в минуту: 155
Настольный кривошипный пресс Д-10
Предназначен для различных операций холодной штамповки — для изготовления деталей из ленты, полосы металла и штучных заготовок по низкой цене, которая обусловлена технологичностью пресса. Пресс оснащён механизмом для автоматической подачи ленты и автооператором с бункером. Работа пресса рассчитана на три режима: вручную, с автоматической подачей ленты и с подачей автооператора из вибробункера.
Номинальное усилие, тс: 0,5
Ход ползуна, мм: 15
Размер стола, мм: 500х380
Количество ударов в минуту: 500
Собственное производство штампов и современное высокопроизводительное прессовое оборудование компании «Техносила» гарантирует исполнение заказов на штамповку металла в строго установленные сроки с соблюдением высочайшего уровня качества.
Оборудование для холодной объемной штамповки
Холодную штамповку обычно проводят без предварительного нагрева заготовки. Различают холодную объемную и листовую штамповки. В первом случае заготовкой служит сортовой прокат, во втором — листовой.
1. Холодновысадочные автоматы
Холодная высадка применяется для формования местных утолщений на заготовках. Автоматы холодновысадочные двухударные моделей АВ1012, АВ1016 (рис. 1, а), АБ1214-АБ1223 с цельной матрицей (последний производит изделия с наибольшим диаметром стержня 20 мм) применяются для холодной высадки из калиброванного материала заклепок и заготовок болтов и винтов. В первом переходе (рис. 1, б) ролики 3 подают пруток 2 до упора 5, после чего матрица 4 перемещается в поперечном направлении, отрезая от прутка мерную заготовку на позицию высадки, где ударом высадочного пуансона 6 производится высадка головки. После возвращения пуансона в исходное положение изделие выталкивается толкателем 1, который также возвращается в исходное положение, а матрица вновь уходит на позицию подачи заготовки.
Высадку осуществляют на одно-, двух- и трехударных автоматах Холодной высадкой на автоматах изготовляют детали длиной до 400 мм из заготовок диаметром до 52 мм. Наиболее часто изготовляют детали и полуфабрикаты диаметром 3 16 мм с высокой точностью (до 0,03. . .0,05 мм). Болты получают размером до М20, гайки размером до М27. Производительность штамповки на автоматах 35. . .900 ед./мин.
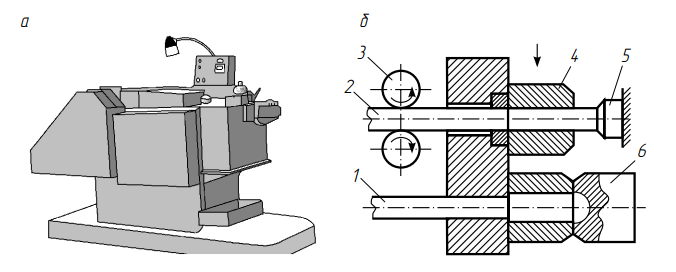
Рис. 1. Автомат холодновысадочный модели АВ1016 для изготовления заклепок: а — общий вид; б — схема штамповки на нем.
Выпускаются автоматы холодноштамповочные четырехпозиционные для крепежных изделий АВ1918Д-АБ1924 и др. (наибольший диаметр стержня 30 мм). Автоматы-комбайны для полного изготовления винтов и шурупов типа А1916А снабжаются резьбонакатными устройствами.
2. Гидравлические прессы
Выдавливание (рис. 2) осуществляют на гидравлических прессах При прямом выдавливании направление течения металла заготовки (показано на рисунке стрелками) совпадает с направлением действия усилия выдавливания Р пуансона, а при обратном — противоположно движению пуансона. При комбинированном способе часть металла заготовки течет по направлению движения пуансона, а другая часть — навстречу ему.
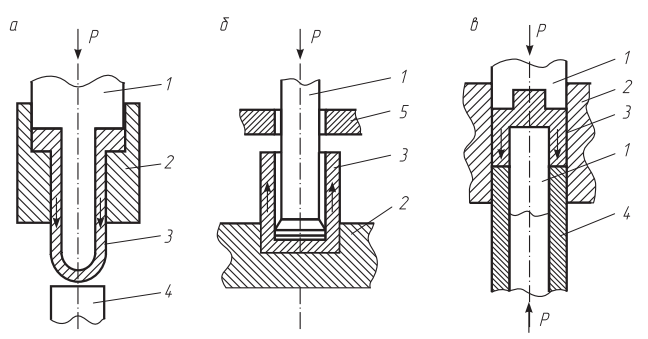
Рис. 2. Схемы способов холодного выдавливания: а — прямой; б— обратный; в — комбинированный; 1 — пуансон; 2 — матрица; 3 — заготовка; 4 — упор; 5 — съемник.
Преимуществом гидравлических прессов для холодного выдавливания (например, П2940А) является большая величина рабочего хода (400 мм) при большом усилии (10 МН) . Имеются также автоматы для холодного выдавливания, например модели К09.344. Выдавливание обеспечивает высокую производительность и точность изготовления деталей и применяется в крупносерийном и массовом производстве.
3. Чеканочные прессы
К холодной объемной штамповке относят плоскостную калибровку, объемную калибровку, объемную формовку и некоторые другие специфические операции кузнечно-прессового производства. Выполняются эти работы, как правило, на шарнирно-рычажных чеканочных прессах, аналогичных моделям КВ8332-КВ8344В и др. Общий вид такого пресса и его кинематическая схема показаны на рис. 3. Коленчатый вал 4, приводимый в движение от электромотора, при помощи шатуна 3 и рычагов 2 перемещает ползун 5, к которому крепится верхняя половина штампа 1. Благодаря такому устройству пресса создается возможность получать большое усилие в конце рабочего хода ползуна при небольшом крутящем моменте на валу привода.
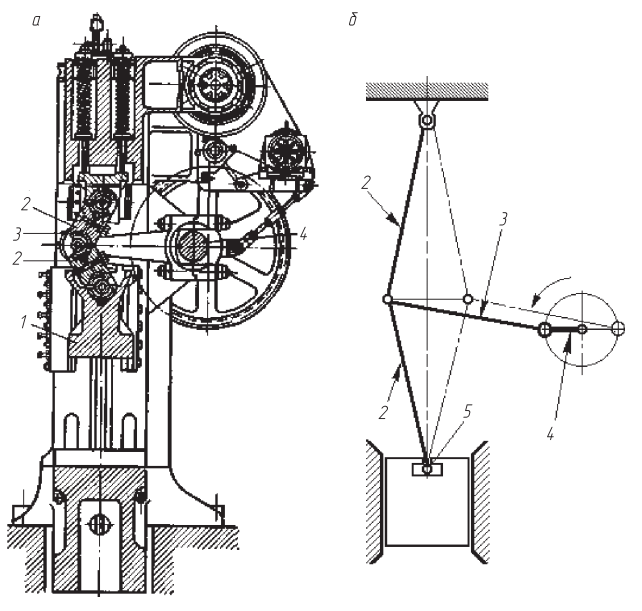
Рис. 3. Шарнирно-рычажный чеканочный пресс: а — общий вид; б — кинематическая схема.
Номинальные усилия чеканочных прессов чаще всего составляют 0,1. . . 80 МН, но существуют и более мощные. Прессы кривошипно-коленные для холодного выдавливания КБ0030В-КБ0044В имеют верхний и нижний выталкиватели и выдвижную подштамповую плиту, что облегчает смену штампов.
Пробивные и штамповочные прессы

Зона обработки: 1250 х 5000 мм
Номинальное усилие: 30 т

• Скорость до 1500 ударов в минуту
• Возможность работы роликовым инструментом
1250 х 2500 — 1500 х 5000 мм
Номинальное усилие: 30 — 50 т
Вес: 15 000 — 25 500 кг
• Скорость до 600 ударов в минуту
• Количество инструментальных станций до 36
• Усилие до 50 тонн
Усилие: 40 — 315 т
Размер нижней плиты:
620 x 520 — 1400 x 1200 мм
Размер верхней плиты:
560 x420 — 1200 x 1000 мм
Вес: 3000 — 36 000 кг
Зона обработки: 2500 х 1500 мм
Номинальное усилие: 30 т
• На прессе ETP возможно изготавливать детали практически любой сложности без остановок пресса
• Не требует переустановки инструмента, что повышает производительность и увеличивает выпуск изделий
• Инструментальная револьверная головка оснащена 33-мя станциями для установки пробивного инструмента
Усилие: 6,3 — 100 т
Размер стола: 240 х 360 — 520 х 860 мм
Тип муфты: электромеханическая
1250 х 2500 — 1500 х 5000 мм
Номинальное усилие: 30 т
Вес: 15 000 — 19 000 кг
• Скорость до 900 ударов в минуту
• Количество инструментальных станций до 40
• Возможность работы роликовым инструментом


Один из популярных способов обработки металла – штамповка, осуществляемая на специальных прессах. Применение данного технологического метода позволяет придать заготовке нужную форму методом деформации, пробивки отверстий или выдавливания узоров. В зависимости от выполняемых операций, прессы для штамповки металла существенно отличаются друг от друга как конструктивным исполнением, так и техническими параметрами. Это позволяет с легкостью подобрать оборудование, отвечающее поставленным задачам и способное стать незаменимой частью технологической линии металлообрабатывающего цеха. В настоящее время, прессы успешно применяются на мелко-, крупносерийном или массовом производстве, гарантируя высокую производительность и безотказную работу в течение длительного времени.
Технологические особенности
В зависимости от условий, штамповка металлических заготовок может быть горячей или холодной. Их отличия – температурное воздействие на изделие в процессе его обработки. Первый вариант имеет свои преимущества — в нагретом состоянии металл становится однороднее и плотнее, в результате чего качество готового изделия существенно повышается. В свою очередь, холодная штамповка также имеет преимущества – в процессе обработки на изделии не образуется слой окалины, а его размеры точно соответствуют требованиям проектной документации. Кроме того, металл, штампованный холодным методом, имеет более гладкую и привлекательную поверхность, тем самым избавляя от необходимости выполнять дополнительную обработку изделия.
В настоящее время выпускается несколько моделей прессов для штамповки отверстий в металле:
- Гидравлические станки – успешно применяют для обработки заготовок стандартной толщины и толстостенные изделия. Усилие воздействия на поверхность металла составляет здесь от 150 до 2000 тонн. В перечень выполняемых операций входят листовая и объемная штамповка, ковка, гибка, прочие аналогичные технологические приемы. Основа конструкции гидравлического пресса – два сообщающихся цилиндра различного диаметра, наполненных рабочей жидкостью. В каждом цилиндре имеется подвижный поршень, создающий давление и перемещающийся в результате его воздействия. Величина усилия пресса определяется разницей диаметров его цилиндров.
- Радиально-ковочные прессы – формовочные станки, изготавливающие из нагретых болванок цилиндрические изделия. Нагрев заготовки происходит в индукционной печи, после чего изделие поступает по конвейеру в зону обработки и проходит через ковку благодаря действию захватных механизмов. Формирование изделия осуществляется бойком на шатуне, который двигают четыре вала с эксцентриковыми буксами, а пружинная муфта удерживает деталь в момент ее обработки.
- Электромагнитные прессы – сравнительно новый вид оборудования. В основу его работы положен принцип электромагнитного воздействия. Через проволочную катушку на сердечнике проходит электрический ток. Сердечник воздействует на рабочий механизм станка и запускает его в работу. Основные преимущества такого оборудования – высокая производительность и экономичность, что самым положительным образом сказывается на себестоимости готовых изделий.
В зависимости от типа обрабатываемой заготовки, для нее выбирают листовую или объемную штамповку. Первым способом изготавливают изделия из листового металла – посуду, оружие, детали приборов и механизмов, ювелирные изделия, комплектующие для нужд машиностроения. С помощью специальной формы изделие приобретает законченный вид и не нуждается в дальнейшей обработке.
Купить пресс для гибки листового металла по доступной цене
Ассоциация КАМИ реализует пресс для металла в широком ассортименте от ведущих производителей. Задать интересующие вопросы можно по указанному телефону.