Оборудование для производства металлочерепицы
Оборудование для производства металлочерепицы: обзор, описание, характеристики

- 10 Октября, 2018
- Производство
- Кэтрин
Изготовление металлочерепицы является сложным процессом, в котором участвуют несколько видов оборудования. Для высокой доходности предприятия и хорошего качества готовой продукции следует выбрать максимально мощное и надежное оборудование для производства металлочерепицы.
Основные этапы технологии
Полный цикл производства металлочерепицы характеризуется длительностью и высокими трудозатратами. Кроме того, для такой цели потребуется большое помещение. Такой способ работы подходит только крупным предприятиям и заводам по производству металлочерепицы.
Для малого и среднего бизнеса оптимальным решением станет частичное производство. В этом случае для изготовления продукции используют рулонную сталь, которую деформируют холодным способом. Этот вариант менее затратен по времени и финансам.
Линия частичного производства включает в себя несколько видов оборудования:
- Разматыватель рулонов.
- Прокатный стан — его часто называют профилегибочным станком.
- Пресс.
- Отрезной станок для металла (гильотины).
- Приемник.
- Поддон, предназначенный для размещения готовых листов.
- Подъемный кран.
- Пульт управления.

В зависимости от требований покупателя и бюджета компании, можно приобрести готовые производственные линии или собрать их из отдельных узлов.
Виды металлочерепицы
Существует более 10 разновидностей металлочерепицы. Их различия состоят в следующих характеристиках:
- форма профилирования волны;
- размер модуля;
- глубина ступеньки.
Оборудование для производства металлочерепицы следует закупать с учетом выбранного типа, так как профилегибочный станок и пресс для разного профиля различаются.

- “Монтерей”. Этот рисунок металлочерепицы часто называют стандартным или классическим, так как именно он появился в числе первых. Его характерной особенностью является волновой сбалансированный профиль. По внешнему виду он близок к классической черепице.
- “Модерн”. Узнать этот рисунок легче всего по плоской подошве волны и угловым сгибам. Этот вариант широко востребован покупателями.
- “Каскад”. Такой профиль обладает привлекательным внешним видом и напоминает шоколадную плитку. Подошва волны в этом случае короткая, а волны прямолинейные.
- “Джокер”. Эта металлочерепица относится к классическим. Подошва волны в этом профиле округлая, плавная, а гребень короткий и остроконечный.
- “Венеция” и “Андалузия”. Эти профили внешне схожи с профилем “Монтерей”, однако в этом случае подошва и гребень волны имеют равнозначную округлую форму.
- “Валенсия” или “Адамант”. Как и в предыдущем случае размеры и форма гребня и подошвы волны идентичны. Однако в отличие от “Венеции” “Валенсия” имеет не округлые, а более плоские скошенные формы.
- “Кронт”. Такая форма профиля отличается на фоне других длинной плоской подошвой и низким коротким гребнем.
- “Банга”. Этот вид продукции считается относительно новым. Его главная характеристика — самая высокая волна из всех выпускаемых сейчас профилей. В совокупности с плоской подошвой это дает довольно интересный эффект.
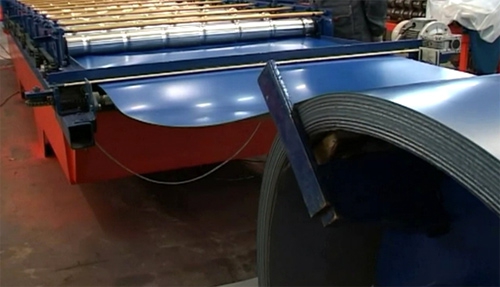
Разматыватель рулонов
Данное оборудование представляет собой станок, главной задачей которого является отматывание листового металла от рулона. Сразу после этого лист подается на профилирующий станок.

Работа разматывателя может проводиться в нескольких режимах:
- автоматический;
- ручной;
- реверсный.
При выборе такого агрегата следует обращать внимание на основные характеристики:
- ширина — от этого показателя зависит то, рулоны какой ширины могут использоваться в производстве;
- максимальный наружный диаметр рулона;
- мощность электропривода;
- показатель грузоподъемности (чем выше этот показатель, тем большей производительностью обладает оборудование).
Многие производители станков оснащают разматыватели дополнительными возможностями (режим обратной смотки, тормоз от возможного рамораспускания и контроль петли).
Профилегибочный станок
Это специализированное оборудование выполняет одну из главных задач — придает листовому металлу необходимую форму с определенной толщиной и высотой рифления. Происходит это при прохождении листа через большое количество роликов. На выходе получают почти готовую продукцию в виде длинного листа металлочерепицы.

Перед покупкой следует учитывать технические показатели:
- максимальная толщина и ширина листового металла;
- мощность электропривода;
- число клетей;
- скорость прокатки.
Для максимальной точности и высокой скорости работы прокатный стан оснащается электромеханическим приводом с несколькими серводвигателями.
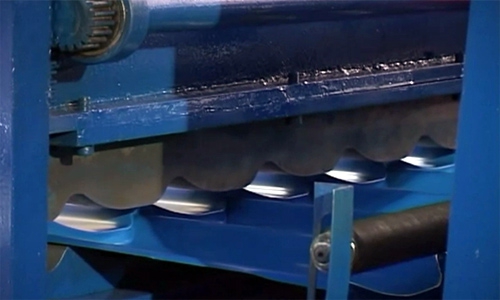
Прессовочный станок
Согласно технологии изготовления металлочерепицы, продукция обязательно подвергается обработке под гидравлическим прессом. Оптимизации процесса производства способствует удобное расположение узлов. Ведь гидравлическому прессу предшествует переработка материала на профилегибочном станке, что сокращает трудозатраты на перемещение профиля.
Гидравлический пресс состоит из нескольких элементов:
- пресса — здесь происходит формирование ступеней (перепадов высоты);
- штампа — он изготовляется с учетом толщины обрабатываемого листа стали;
- гидростанции — это устройство под высоким напором осуществляет подачу масла в гидроцилиндры.
Волнистый лист металла, попадая на прессовочный станок, сминается плитой пресса. В результате такого действия металлочерепица приобретает вид ступеней. Лист продвигается по конвейерной линии на определенное расстояние, где снова происходит прессование.

В числе главных характеристик штамповочного пресса выделяют:
- мощность агрегата;
- цикл штамповки (параметр относится к формированию одной ступени);
- уровень давления гидростанции;
- допустимую ширину профиля;
- количество подаваемого масла.
Резка металла ножницами
С помощью станка ножницы-гильотины рифленый металлический лист разрезают на листы нужного размера. Для максимальной точности выполняемых действий и автоматизации процесса отрезной станок оснащается измерителем длины. В зависимости от требований к оборудованию, резчик может обладать гидравлическим или механическим приводом.
Обзор оборудования для производства металлочерепицы включает несколько важных характеристик:
- максимальный показатель ширины листового металла;
- обслуживаемая толщина листа;
- ход ножа (этот параметр отвечает за размер будущих листов металлочерепицы);
- количество ходов ножа на 1 минуту (чем выше этот показатель, тем большей производительностью обладает агрегат).
Приемник листов
После того, как профилированный металл проходит через ножницы-гильотину, готовые листы металлочерепицы попадают на приемник. Этот элемент производственной линии обладает несколькими основными характеристиками.
- Количество листов, которые способен разместить приемник. Наиболее простые принимают лишь по 1 листу, современные и улучшенные справляются с несколькими листами сразу.
- Размер принимаемых листов.
В тех моделях, где приемник предназначен для приема нескольких металлических листов, этот агрегат представляет собой приемную ленту, установленную на платформу. Преимущества использования такого станка заключается в том, что при перемещении металлочерепицы таким способом минимизируется риск повреждения покрытия.
Поддон для готовых листов
Из приемника листы металлочерепицы поступают в поддон. Здесь их складывают в пачки. Укомплектованную пачку с помощью погрузочного крана отправляют в складскую зону или загружают в машину для транспортировки заказчику.

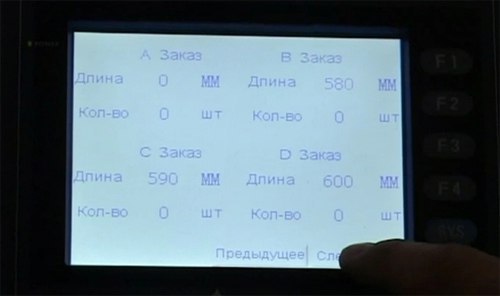
Автоматическая система управления (АСУ)
Этот элемент входит в число основных узлов оборудования для производства металлочерепицы. С его помощью осуществляется подача команд на все станки, включенные в производственную линию. Большинство моделей обладают возможностью регулировать многие параметры производства. В результате этого заказчик получает металлочерепицу с нужным параметрами.
В списке основных характеристик АСу выделяют точность выполняемых измерений. Сокращение погрешностей позволяет значительно снизить количество отходов производства, а значит, и лишние затраты.
Готовые линии производства
Поставщики оборудования для производства металлочерепицы предлагают уже готовые линии. Из каталогов можно выбрать комплектацию согласно производительности и ценовой категории.

- Базовая. Такой вариант производственной линии подойдет для старта и компаний, планирующих небольшой объем производства. В комплект входит прокатный стан, гильотина, прессовочный станок, АСУ и гидросистема. Скорость проката достигает 5-6 метров за минуту.
- Стандарт. Это своего рода “золотая середина”. Такая комплектация обеспечивает основные потребности малого и среднего бизнеса. Помимо станков из базовой комплектации сюда входят разматыватель и некоторые дополнительные приспособления (разные производители могут предлагать разные варианты). Такое оборудование обладает скоростью проката 7-8 метров в минуту.
- Премиум. В линию включены доводчик-укладчик и сервомотор. Благодаря таким характеристикам оборудования для производства металлочерепицы процесс полностью оптимизируется, а скорость проката достигает 9-10 метров в минуту.
Благодаря разной комплектации производственных линий начать работу можно с относительно небольшими финансовыми затратами.
Оборудование для производства металлочерепицы
| Сортировка | по цене | по бренду | по соотношению цена-качество |

Оборудование для производства металлочерепицы – следи за пополнением ассортимента
Современное оборудование для производства металлочерепицы сегодня представлено в весьма широком ассортименте. Все модели отличаются друг от друга качеством выполняемых работ, надежностью, и другими техническими характеристиками, а также ценовым порогом, устанавливаемым на каждую модель. Правильно подобранная линия для изготовления металлочерепицы способна решать самые смелые задачи, поэтому делать выбор необходимо обдуманно.
Как правило, это оборудование позволяет изготавливать кровельный материал самых различных видов. Наиболее распространенной в нашей стране является следующая металлочерепица:
- Каскад
- Монтерей
- Супермонтерей
- Элит
- Классик
- Джокер
Это не значит, что приобретенное оборудование для производства металлочерепицы не будет способно изготавливать другие виды. Чтобы реализовать свои планы, достаточно правильно укомплектовать линию по производству необходимыми составляющими, которые на некоторых моделях легко заменяются.
Вообще, металлочерепицу изготавливают из оцинкованного листового металла или листового металла с полимерным покрытием. Качественное оборудование при последовательном профилировании дает потребителю отличный товар. Это было бы невозможно, если бы современные технологии, а именно, автоматическая система управления и слежения за производимой точностью прокатки, не работала должным образом. Чтобы добиться высоких результатов в производительности металлочерепицы, оборудование стоит заказывать в четком соответствии с техническим заданием, но иногда можно остановиться и на типовом варианте, так как это в ряде случаев может быть наиболее выгодно.
Оборудование для производства металлочерепицы и его состав
Очень удобным является то обстоятельство, что при необходимости вы легко можете модернизировать свою линию по производству, согласовав это с продавцом. На сегодняшний день основными узлами, входящими в оборудование для производства, являются:
- Разматыватель. Имеется несколько разновидностей в зависимости от веса:
- До 10 тонн (консольный, механический, с возможностью обратного сматывания распущенного рулона, с наличием тормоза от самораспускания).
- До 10 тонн (электромеханический двухопорный, контролем петли, обратная смотка и тормоз от самораспускания).
- До 6 тонн (двухопорный, с тормозом, пассивный).
Наиболее предпочтительным из всех вариантов является электромеханический разматыватель (двухопорный или консольный), так как он обладает неоспоримыми преимуществами: плавный пуск за счет специального устройства, жесткая конструкция, простота в установке рулона, реверс, обеспечивающий обратную смотку рулона и прочная фиксация.
Все эти узлы позволяют обеспечить производство качественной металлочерепицы. При необходимости оборудование может быть модернизировано специальной оснасткой, что позволит увеличить не только производительность, но и другие характеристики всей линии.
Производство металлочерепицы: от технологии до сбыта
Металлочерепица – кровельная профилированная сталь с декоративно-защитным цветным покрытием. Этот надежный, прочный и красивый вид скатной кровли с каждым годом имеет все больший потребительский спрос в малоэтажном, коттеджном, дачном строительстве. Привлекает людей эффектный внешний вид, имитирующий натуральную черепицу; легкость металла, позволяющая сэкономить на мощности кровельной конструкции, фундамента, доступная цена и простота монтажа.

Растущие темпы малоэтажного строительства (10-14% ежегодного прироста) и постепенное изменение потребительского спроса на устаревшие покрытия (шифера, рубероида) в сторону прочных и красивых металлических кровель позволяют предположить, что с каждым годом спрос на металлочерепицу будет неуклонно расти.
Юридическая регистрация производства
Для открытия производства металлочерепицы рекомендуется выбрать ООО как форму собственности для юридического оформления будущего предприятия. Система налогообложения – на общих основаниях.
При регистрации следует указать такой код основного вида деятельности: 27.33 «Производство гнутых стальных профилей».
Сбыт металлочерепицы планируется осуществлять тремя путями:
- Оптовые продажи дилерам, стройбазам, специализированным строительным супермаркетам;
- Розничные продажи, работы по спецзаказам;
- Оптово-розничные поставки в строительные магазины.
Поэтому необходимы и дополнительные виды деятельности с соответствующими кодами: 51.53.24 «Оптовая торговля прочими строительными материалами», 52.46.73 «Розничная торговля металлическими и неметаллическими конструкциями и т.п.».
Металлочерепица не подлежит обязательной сертификации, а для прохождения добровольной и получения соответствующего сертификата качества необходимо при изготовлении придерживаться нормативов ГОСТ 24045-94.
Особенности выбора помещения для производства металлочерепицы
Помещение для производства металлочерепицы должно быть отапливаемым (не ниже +4 С°), быть подключено ко всем коммуникациям, иметь разделение на складскую и производственную зону, иметь подъездные пути для грузового автотранспорта. При выборе помещения по размеру площади, следует учесть габариты стандартной линии 15 х 2,7 х 2м (длина-ширина-высота) и особенности хранения, не позволяющие складировать упаковки листов в многослойные конструкции во избежание повреждений покрытия. Поэтому оптимальный размер площади мини-завода с работающей одной линией – 250-300 м 2 .

Другие требования:
- ровная поверхность пола с бетонным покрытием;
- грузоподъемная спецтехника;
- электросеть в 380В.
Технология производства металлочерепицы
Полный технологический процесс производства металлочерепицы (изготовление листовой стали, горячая прокатка, оцинковка, покрытие защитными антикоррозийными слоями и декоративным верхним покрытием с последующим прогоном через металлогибочный станок, нарезкой и упаковкой) достаточно сложен, поэтому им занимаются только крупные заводы.
Для малых и средних предприятий производство металлочерепицы методом холодного проката предусматривает следующий технологический процесс:
1. Готовый рулон оцинкованной листовой стали с полимерным покрытием устанавливается на разматыватель;
2. Начало стальной ленты пропускается через передние вальцы прокатного стана;

3. Автоматической системе управления (САУ) задается программа с нужными параметрами (длина листа, высота волны, ширина шага расположения волны и т.д.). Максимальная длина листа – 8м, но такие размеры изготавливаются исключительно под спецзаказ, поскольку из-за длины повышается риск преломления при хранении, транспортировке и монтаже. Оптимальная длина – 4м, ширина в любом случае стандартна – 1250 мм;
4. По нажатию кнопки линия запускается. Лист, проходя через вальцы металлопрокатного стана, подвергается продольной прокатке с поперечной штамповкой, и принимает нужную форму «волны»;

5. Гидравлические ножницы (гильотина) фигурно обрезают каждый лист металлочерепицы в соответствии с рисунком волны по длине, запрограммированной оператором, после чего готовый лист подается на стол-приемник;

6. На поддоне листы складываются в пачки для последующей упаковки и хранения.

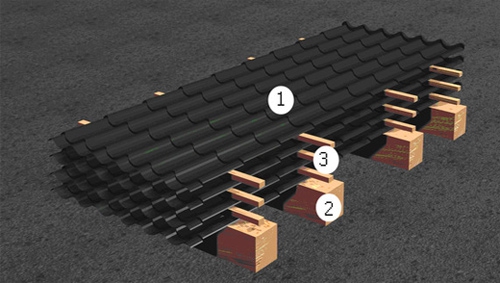
7. Упаковывается металлочерепица в паллеты, фиксируясь на деревянном поддоне с помощью металлического жгута. Чтобы не повредить декоративное покрытие при транспортировке и хранении следует проложить листы бумагой или полиэтиленовой пленкой, защитив боковины стопки картонными прокладками.
Оборудование для производства металлочерепицы
Для производства металлочерепицы существуют полуавтоматическое и автоматическое оборудование. Для расчета бизнес-плана предприятия по изготовлению качественной металлочерепицы с минимумом брака, максимальной производительностью и точностью размерных листов для правильной состыковки и легкости монтажа, планируется приобретение линии-автомата стоимостью в 2 350 000 руб.

Данная линия предназначена для изготовления металлочерепицы наиболее популярных видов:
- Монтеррей Стандарт,
- Монтеррей Супер,
- Монтеррей Макси из оцинкованной стали толщиной в 0,3-0,8 мм с любым декоративным покрытием.
В стоимость входит:
- разматыватель рулона,
- автоматический роликовый нож для обрезки металлической линии,
- прокатный стан,
- штамповщик-формирователь волн,
- фигурные ножницы гильотины для обрезки листов,
- автоматический укладчик,
- приемный стол;
- установка, обучение персонала, сервисное обслуживание.
Помимо автоматической линии планируется приобретение:
- подъемника для переноса рулонной стали и готовой продукции, б/у – 200 тыс. руб;
- вилочного транспортера для погрузки металлочерепицы – 300 тыс. руб.
Итого капитальные инвестиции: 2 850 000 руб.
Сырье для изготовления металлочерепицы
Сталь оцинкованная рулонная (0,45 мм; 0,5 мм; 0,55 мм)*1250 мм по ГОСТ 14918-86 (не ниже 2-го класса), с полимерным покрытием по ГОСТ Р 52146;
Сталь оцинкованная с защитно-декоративным покрытием, рулонная (0,45 мм; 0,5 мм; 0,55 мм)* 1250 мм по ГОСТ 30246-94.
Основные отечественные поставщики сырья:
- ОАО «Новолипецкий металлургический комбинат»;
- ОАО «Магнитогорский металлургический комбинат»;
- Компания «Европрофиль»;
- ОАО «Северсталь»;
- ОАО «НЛМК».
Бизнес-план производства металлочерепицы (из расчета полной загрузки линии и работе в одну смену)
Исходные данные:
Стоимость капитальных инвестиций – 2 850 000 руб.
Количество персонала – 4 чел:
- оператор оборудования – 15 000 руб/месяц,
- подсобный рабочий – 10 000 руб/месяц,
- директор – 30 000 руб/месяц,
- менеджер по сбыту – 20 000 руб/месяц;
Средняя производительность линии – 320 погонных метров/час.
Потребление электроэнергии – 21,74 кВт/ч.
Срок амортизации производственного оборудования – 5 лет.
Количество смен – 21.
8-ми часовой рабочий день (время работы оборудования – 7 часов).
Стоимость 1кВТ – 1,50 руб.
Из 1 т. рулонной заготовки оцинкованной стали толщиной 0,5 мм выходит 235,84 м 2 металлочерепицы типа «Монтеррей Стандарт» (при 0,55 мм – 214,59 м 2 ).
Затратная часть:
- Аренда – (300 м 2 * 150 руб/м 2 ) = 45 000 руб/месяц;
- Зарплата работников – 75 000 руб/месяц;
- Налоги на з/п – 75 000 руб/месяц * 38,1 % = 28 575 руб/месяц;
- Затраты на электроэнергию: 21,75 кВт * 7 час. * 21 день * 1,50 руб. = 4 795,88 руб/месяц;
- Затраты на коммунальные услуги (отопление, вода, вывоз мусора) – 12 000 руб/месяц;
- Ускоренная амортизация производственного оборудования: 2 850 000 руб/ (5*12) месяц = 47 500 руб/месяц;
- Прочие расходы, связанные с хранением и транспортировкой – 20 000 руб/месяц;
- Налог на прибыль (25%) – 595 459,95 руб/месяц;
Итого: 828 330,83 руб/месяц
Доходная часть
Объем производства металлочерепицы: 320 погонных м/час * 7 * 21 = 47 040 погонных м/месяц (55 977,60 м 2 ).
Оптовая продажная цена – 246 руб/м 2 .
Закупочная цена сырья (рулонной стали 0,5 мм) – 47 000 руб/тонну.
Себестоимость 1м 2 металлочерепицы 0,5 мм: 47 000 руб/т / 235,84 м 2 = 199,29 руб/м 2 .
Валовая прибыль: 55 977,60 м 2 * 246 руб/м 2 = 13 770 489,60 руб.
Чистая прибыль: 13 770 489,6 – (199,29 * 55 977,6 м 2 ) – 828 330,83 руб/месяц = 1 786 382,86 руб/месяц.
Итоги: Капитальные вложения в 2 850 000 руб. могут окупиться за 2 месяца.
Разумеется, столь радужный прогноз весьма приблизителен, поскольку базовые данные взяты из расчета производственных мощностей. Более точные цифры будут при сопоставлении реальных данных со стоимостью аренды, коммунальных затрат, заработной платы и, главное, – прогнозируемых объемов производства, которые рассчитываются по итогам предварительных договоренностей и заключенных договоров поставки.
Бизнес на профилировании металла рентабелен только при больших объемах, и не следует забывать, что производство металлочерепицы имеет сезонный характер. Базовые показатели могут быть увеличены в сезон, благодаря работе в две-три смены, но и уменьшены в несколько раз (а то и заморожены) во время спада с октября по март.
Оборудование для производства металлочерепицы и профнастила
Металлочерепица – усовершенствованный и более привлекательный вариант профлиста. Свое название получил за то, что имитирует черепицу, но выглядит порой намного эстетичнее. Материал производят по специальной технологии и для разных целей.
- Где производят металлочерепицу
- Из чего делают металлочерепицу
- Технология производства
- Виды покрытий
- Оборудование для изготовления металлочерепицы
- Автоматическая система управления (АСУ)
- Готовые линии производства
Где производят металлочерепицу

Одним из красивых и одновременно долговечных кровельных материалов является металлочерепица
Металлочерепица – покрытие популярное, поэтому изготавливают его как крупные заводы, так и мелкие компании. Качество листа зависит не от масштабов производства, а от используемого для изготовления металлочерепицы оборудования. Как и во многих других случаях качество зависит от соблюдения всех тонкостей технологии.
К наиболее известным компаниям в России по производству покрытия относятся:
- «Нева- Сталь»;
- «КСП»;
- Сибирский металлоцентр;
- «Электрощит».
Есть немало и других производств, расположенных в Москве, Липецке, Питере, Волгограде.
Из иностранных изготовителей наибольшую популярность на российском рынке получили:
- финская компания RUUKKI;
- один из крупнейших металлопроизводителей в мире концерн Arcelor Mittal;
- словацкая компания U.S. Steel Kosice.
Популярностью пользуются также небольшие компании Польши и Китая.
При покупке металлочерепицы нужно обращать внимание на гарантийный срок. При покрытии пластизолом, например, гарантия от производителя составляет 50 лет.
Из чего делают металлочерепицу

За основу на производстве берут лист стали, меди или алюминия
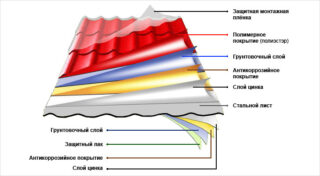
Металлочерепица – сложный многослойный материал. Состоит из следующих элементов.
- База – лист металла. Чаще всего это сталь, но основой могут служить также медь и алюминий. Последний легче и не боится коррозии, поэтому не нуждается в защитном слое цинка.
- Слой цинка – он закрывает лист с обоих сторон. Металл создает окислительную пленку, не позволяя кислороду и влаге добраться до стальной базы. Плотность слоя варьируется от 190 до 275 г на м². Он определяет, где может использоваться металлочерепица: в южном районе, в высокогорье, в местности рядом с морем.
- Пасивирующий слой – создает своего рода компенсирующий буфер и улучшает адгезию.
- Слой грунта – выполняет ту же задачу, но более селективно по отношению к наносимому покрытию.
- Нижний слой металлочерепицы представляет собой лак. Он бесцветен, декоративной нагрузки не несет. Его задача создать дополнительную механическую защиту.
- Верхний слой настила – декоративное покрытие на базе полимерного состава. Краска определяет не только внешний вид металлочерепицы, но и ее устойчивость к ультрафиолетовым лучам, механической нагрузке и влаге.
Характеристики верхнего декоративного слоя во многом определяют долговечность материала.
Технология производства

Вне зависимости от типа оборудования для производства профнастила и металлочерепицы процесс изготовления включает 3 основные стадии:
- прокатка профиля и получение рельефной поверхности;
- штампование – формовка профиля: каскад, монтеррей, супермонтеррей;
- нарезание на листы необходимых размеров.
На каждом этапе необходимо следить за правильным выполнением технических операций и проверять соответствие заготовки. Во время прокатки важно тщательно соблюдать очередность действий. При штамповке нужно следить за соответствием заготовки указанному профилю.
Технология включает следующие операции.
- Рулон металла определенной толщины – от 0,4 до 12 мм, подают на линию размотки и закрепляют в отсеке.
- Линию подводят к проектному стану, где штампуют профиль. Существует немало видов соотношения гребня и формы волны.
- Полоса подается к ножницам, где полотно автоматически разрезается на листы необходимого размера.
- Заготовку передают на оцинковку. В некоторых случаях эту операцию проводят до проката.
- Металлочерепицу покрывают защитными слоями: сначала пассивирующим, затем грунтовкой и в конце слоем полимерного цветного состава.
Общая схема сохраняется при изготовлении любого вида металлочерепицы. Характеристики материала определяют особенности профиля, толщину слоя цинка, состав краски.
Виды покрытий
Свойства металлочерепицы во многом зависят от состава и качества самого верхнего слоя – полимерного декоративного покрытия.
- Полиэстер – матовый или гладкий. Покрытие используется в 75% случаев. Толщина слоя 25 мкм. Полиэстер устойчив к износу, обеспечивает среднюю защиту от ультрафиолета. То есть в районах с агрессивным солнцем покрытие выгорает. Рассчитано на 5–10 лет эксплуатации. Слой матового полиэстера толще – до 35 мкм. Такой покрытие служит до 15 лет.
- Полиуретан – пурал. Наносится слоем до 50 мкм. Очень прочен, выдерживает температуры от -60 до +100 С. Не трескается в условиях высокой влажности и не выгорает под солнцем. Срок годности не менее 30 лет. Такая металлочерепица заметно дороже.
- Пурекс – декоративная пленка, отличающаяся очень высокой пластичностью и прочностью. Ноу-хау от компании RUUKKI. Производитель дает гарантирую на покрытие на 50 лет.
- Пластизол – полимер на основе поливинилхлорида. Не слишком устойчива к холоду – выдерживает только – 10 С, но хорошо переносит жару. Слой пластизола достигает 200 мкм. Это не только обеспечивает износостойкость и устойчивость к царапинам, но позволяет получать необычные декоративные эффекты. Слой пластизола покрывают тиснением, чтобы нанести на поверхность рельефный узор. Срок эксплуатации 60–70 лет.
- PDVF – новый вариант, очень устойчивый к действию ультрафиолета. Хотя покрытие наносят тонким слоем – 27 мкм, этого достаточно, чтобы обеспечить металлочерепице долговечность.
Срок годности покрытия зависит от условий эксплуатации.
Оборудование для изготовления металлочерепицы

Консольный разматыватель рулонов
Оборудование для производства металлочерепицы включает несколько различных приспособлений для выполнения разных задач.
- Разматыватель рулонов – приводное, консольное устройство для установки и размотки тонколистого металлопроката. Может представлять собой отдельную конструкцию, но чаще входит в состав технологической линии. Выбирают изделие по грузоподъемности, скорости размотки, мощности и допустимой ширине полотна.
- Главный станок для металлочерепицы – профилегибочный. В процессе гибки на лист металла оказывает сжимающее и растягивающее воздействие. В результате лист принимает определенную конфигурацию. Гибка возможна под любым углом. При этом лист остается монолитным и не теряет в прочности. Профилегибочные станки работают автоматизировано, что снижает риск ошибок и сбоев. Параметры выбора: скорость прокатки, мощность, максимально допустимая толщина и ширина листа.
- Прессовочный станок – гидравлический. Включает пресс, где формируются ступени, штамп и гидростанции – устройства, подающие масло в гидроцилиндры. Заготовка, выйдя их профилегибочного стана, имеет волнистую форму. В прессовочном станке волнистый рельеф сминается, приобретает вид ступеней. Выбирают агрегат по мощности, уровню давления, возможной ширине профиля.
- Резка металла ножницами – отштампованные на станке листы подаются на ножницы-гильотины. Устройство с гидравлическим или механическим приводом нарезает заготовки на листы. Параметры оценки: ход ножа, допустимая толщина и ширина листа, количество ходов ножа за минуту. Этот показатель определяет эффективность агрегата.
- Приемник листов – после резки листы передаются в приемник. Простые модели могут принять только 1 лист, усовершенствованные – несколько.
- Поддон для готовых листов – из приемника листы перемещают в поддон. Здесь они складываются в пачку и с помощью погрузочного крана передаются на склад.
Автоматическая система управления (АСУ)
Большинство элементов оборудования – станок для изготовления металлочерепицы, прессовочный, ножницы-гильотина, можно автоматизировать. Наиболее удобным представляется не программировать каждый станок отдельно, а включить в единую систему и отдавать команды сразу всем агрегатам линии. Это и выполняет автоматическая система управления.
К главным критериям выбора АСУ относится величина погрешности. Чем она меньше, тем точнее производится измерение и резка, что снижает расходы.
Готовые линии производства

Станок для производства металлочерепицы
Для изготовления металлочерепицы можно приобрести готовую линию, включающую все необходимые элементы. В зависимости от комплектации и производительности линии делят на 3 класса.
Базовая включает прокатный стан, ножницы-гильотину, прессовочный станок, гидросистему и АСУ. Такой вариант годится для старта и небольшого производства.
Стандарт – комплектация удовлетворяет потребности малого или среднего бизнеса. Помимо перечисленного оборудования, сюда входит разматыватель рулонов, поддоны и другие приспособления. Скорость проката до 7–8 метров в минуту.
Премиум включает также доводчик-укладчик и сервомоторы. Производительность линии выше – до 10 метров в минуту.
Оборудование для производства металлочерепицы и технология изготовления
Технологический процесс и особенности того, как делают металлочерепицу, интересен тем, кто выбирает кровлю для своего дома или ищет идеи прибыльного бизнеса. Этот строительный материал высокотехнологичен и востребован в строительстве благодаря своим преимуществам и уникальным свойствам.

Где производят металлочерепицу
Производство металлочерепицы в России – довольно востребованный и распространенный бизнес. Самые крупные отечественные производители следующие:
- «Нева-Сталь»;
- «АРС-Пром»;
- Сибирский металлоцентр;
- завод «КСП»;
- «Электрощит».
Также в каждом регионе есть локальные владельцы среднего бизнеса, которые производят качественную металлочерепицу в своих цехах. Изготовление металлочерепицы имеет свои особенности и требует четкого следования технологическим нормам, однако при наличии качественного и современного оборудования можно быстро и просто наладить процесс производства.
Из чего делают металлочерепицу
Вся металлочерепица производится из листов оцинкованной стали, меди или алюминия. Различают ее по характеристикам, которые зависят от защитных покрытий, которые на нее наносят, а также от используемых полимеров.
Современные станки для изготовления металлочерепицы выполняют нанесение защитных слоев в автоматическом режиме в следующей последовательности:
- Пассировка.
- Нанесение на поверхность грунтовки.
- Применение современных и высокотехнологичных полимерных покрытий.
- Лакирование листов на финальном этапе.
В качестве полимерного слоя в составе металлочерепицы могут использоваться:
- пурал с толщиной не более 50 мкм с матовой и шелковой текстурой;
- полиэстеровые соединения меньшей толщины, которые обеспечивают высокую стойкость к износу, а также защищают металлочерепицу от внешних механических повреждений;
- пластизол толстым слоем для окрашивания листов в разные цвета.
Недостатки полимерных слоев заключаются в том, что они сильно нагреваются на солнце.

Оборудование для изготовления металлочерепицы
Для производства металлочерепицы используют оборудование, которое работает в автоматическом или полуавтоматическом режиме. Современный рынок предоставляет большой выбор различных станков и автоматических линий, выполняющих те или иные процессы. Каждый из них имеет свои особенности, производительность, скорость, возможности и цену, соответствующую заявленным параметрам.
При выборе оборудования важную роль играет их комплектация. Полнота оснастки напрямую влияет на стоимость устройств. Как правило, дорогие приборы предлагают больше возможностей для запуска сразу нескольких линеек металлочерепицы с различными характеристиками. Многие отечественные компании вместе с оборудованием предоставляют услуги по установке и наладке оборудования, а также по обучению персонала технологиям настройки и управлению рабочим процессом.
Стандартная автоматическая линия для производства металлочерепицы требует одного человека, который будет ее обслуживать и следить за точностью выполнения процесса, возникнут некоторые затраты на электричество. Качественное отечественное оборудование стоит в пределах 1,5-2 млн. рублей. Чтобы организовать полноценное производство, понадобится следующее оборудование:
- вилочный погрузчик;
- кран-балка с подъемным потенциалом в 5 т;
- сам станок.
Также понадобится просторное помещение, в котором будут размещены устройства.
Технология производства металлочерепицы
В технологии изготовления металлочерепицы нет ничего сложного. Она состоит из небольшого количества последовательных процессов, которые требуют высокой точности выполнения. Цепочка технологических операций выглядит следующим образом:
- прокатка профиля с гофрированной поверхностью;
- штампование;
- нарезание профиля на листы требуемых размеров.
На этапе прокатки профиля важно четкое соблюдение порядка и точности выполнения. При штамповании и сгибании необходимо следить за соответствием геометрическим особенностям профиля. Сам материал производится по такой технологии:
- Рулон металла закрепляют в соответствующем отсеке линии размотки.
- Линию подают до прокатного стана, откуда ее доставляют до ножниц.
- Далее оператор станка настраивает режим автоматической работы оборудования: требуемое количество листов, а также их длину.
Если обобщить всю цепь процессов, то она будет иметь такую последовательность:
- Прокат по ленте листа из оцинкованной стали.
- Первый защитный слой – пассировка.
- Покрытие листа слоем из полимера.
- Создание профилей.
- Нарезка листов.
Единственное видимое покупателю различие между разновидностями металлочерепицы – цветовые решения. Производители представляют широкую цветовую палитру, которая подойдет под концепцию и стиль любого здания. Больше про изготовление металлочерепицы можно узнать из видео.

Достоинства и недостатки металлочерепицы
Все строительные материалы имеют свои недостатки и преимущества. Выбирают кровельные покрытия исходя из потребностей с учетом погодных условий и особенностей эксплуатации. Современным решением в строительстве будет использование металлочерепицы. Она имеет следующие преимущества:
- Экономичность. Если сравнивать цены на металлочерепицу и другие кровельные материалы, то она будет относительно невысокой. Также следует принимать во внимание длительный срок минимальной эксплуатации – от 50 лет. Эти параметры делают металлочерепицу выгодным решением для строительства с финансовой точки зрения.
- Небольшой вес. Средний вес одного метра этого кровельного материала – всего 6 кг. Благодаря этому его удобно устанавливать и транспортировать. С архитектурной точки зрения такая кровля не создает дополнительной нагрузки на стены здания, что станет важным фактором для тех построек, которые имеют проблемный фундамент.
- Устойчивость к износу. Из-за структурных особенностей и нанесения защитных слоев металлочерепица отлично выдерживает испытания сложными погодными и климатическими условиями. Также она практически не подвержена механическим повреждениям и негативному влиянию ультрафиолетовых лучей, снега и других осадков.
- Красивый внешний вид. Эстетика – немаловажный фактор, когда дело доходит до строительства или ремонта дома. Для соответствия высоким запросам клиентов данный вид кровли представлен в разнообразных цветовых и фактурных решениях.
- Соответствие нормам пожарной безопасности. Оцинкованная сталь, медь и алюминий не загораются и не поддерживают процесс горения.
Несмотря на внушительные преимущества, следует учитывать и недостатки металлочерепицы:
- Высокий уровень шума при внешнем воздействии. Во время дождя или града шум может быть довольно громким. Однако чаще всего с этой проблемой сталкиваются те, кто монтировал листы кровли самостоятельно, ведь при правильной и профессиональной установке материала такие проблемы не возникают.
- Сложности монтажа при крышах со сложной конструкцией. Также это влечет за собой большие потери материала. Поэтому металлочерепицу неохотно используют для сложных крыш, потому что это в любом случае приведет к большому количеству отходов и финансовым тратам.
Если брать в расчет преимущества материала и его недостатки, плюсы однозначно перевешивают. Низкая стоимость материала и его характеристики делают металлочерепицу оптимальным выбором для строительства крыш.
Заключение
Делают металлочерепицу с использованием специального оборудования, в технологическом процессе нет ничего сложного. На выходе получают современный кровельный материал, который может использоваться практически для всех видов крыш.