Оборудование для гальванического покрытия
Линии химических,
гальванических покрытий
по типам обработок
Для изготовления современного гальванического оборудования применяются полипропилен и другие пластики ведущих европейских производителей

Автоматические и механизированные гальванические линии
ГК «Процесс» выпускает гальванические линии для нанесения всех типов гальвано-химических покрытий, подготовки поверхности, различных видов механизации и автоматизации:
- ручные гальванические линии;
- механизированные гальванические линии;
- автоматические гальванические линии;
- малогабаритные гальванические линии (в основном для приборостроительных и опытных производств);
- бессточные гальванические линии.
- arrow_forward —> Обезжиривание, подготовка под окраску, межоперационные обработки
- arrow_forward —> Травление и химическое фрезерование стали, алюминия, титана
- arrow_forward —> Фосфатирование
- arrow_forward —> Химическое оксидирование стали, меди и медных сплавов
- arrow_forward —> Матовое и блестящее никелирование
- arrow_forward —> Толстослойное никелирование и меднение
- arrow_forward —> Химическое никелирование
- arrow_forward —> Хромирование
- arrow_forward —> Анодное оксидирование (анодирование)
- arrow_forward —> Никелирование алюминия и титана
- arrow_forward —> Цинкование
- arrow_forward —> Кадмирование
- arrow_forward —> Покрытие олово, олово-висмут
- arrow_forward —> Покрытие сплавами
- arrow_forward —> Нанесение драгоценных металлов
- arrow_forward —> Травление темплетов
- arrow_forward —> Линии производства печатных плат
- arrow_forward —> Исследовательское и лабораторное оборудование
- arrow_forward —> Вспомогательное оборудование
- arrow_forward —> Комплектующие
Обезжиривание, подготовка под окраску, межоперационные обработки
Травление и химическое фрезерование стали, алюминия, титана
Фосфатирование
Химическое оксидирование стали, меди и медных сплавов
Матовое и блестящее никелирование
Толстослойное никелирование и меднение
Химическое никелирование
Хромирование
Анодное оксидирование (анодирование)
Никелирование алюминия и титана
Цинкование
Кадмирование
Покрытие олово, олово-висмут
Покрытие сплавами
Нанесение драгоценных металлов
Травление темплетов
Линии производства печатных плат
Исследовательское и лабораторное оборудование
Вспомогательное оборудование
Комплектующие
В ручном режиме управление происходит от тельферного пульта или радиопульта, в этом случае перемещение автооператора и позиционирование подвески над гальванической ванной происходит вручную. В случае использования радиопульта нет необходимости находиться непосредственно рядом с автооператором, существует возможность управлять перемещением автооператора удаленно.
Механизированная линия с конструктивной точки зрения идентична автоматической. Главное отличие заключается в управлении оператором с тельферного или радиопульта с позиционированием по ваннам.
В автоматическом режиме автооператор выполняет всю гальваническую программу без участия человека, задачей которого остается только загрузить подвеску и сообщить автооператору о готовности загрузочного места.
Автоматические линии в зависимости от пожелания и потребностей заказчика разделяют по виду исполнения:
- барабанная (переносится барабанная каретка);
- подвесочная (переносится подвеска с катодной штангой);
- барабанно-подвесочная (совмещает в себе оба варианта).
Гальванические автоматические линии производства ГК «Процесс» комплектуются автооператорами консольного, портального и подвесного типа. Программирование маршрутов в автоматических линиях не требует привлечения специалистов и может осуществляться оператором линии.
Ручные гальванические линии
Ручные линии в значительной степени уступают по производимым объёмам нанесения покрытий в сравнении с автоматическими и механизированными линиями. По этой причине такими гальваническими линиями комплектуются промышленные площадки, цеха и лаборатории с небольшими производственными программами.
Линии ручного обслуживания обеспечивают обработку деталей на подвесках или насыпью (в корзинах или переносных барабанах).

Линии и участки комплектуются необходимым дополнительным оборудованием:
- выпрямителями;
- щитами управления технологическими режимами;
- фильтрами очистки растворов, системами перемешивания;
- дозаторами реагентов и воды;
- нагревателями, датчиками температуры и уровня растворов;
- системами водоподготовки;
- оборудованием для охлаждения ванн;
- оборудованием для сушки деталей;
- переносными насосами для корректировки.
Гальваническое оборудование обеспечивается всеми необходимыми системами для ресурсосбережения и выполнения экологических нормативов. Предусматриваются узлы и устройства, сокращающие расход реагентов, стабилизацию состава ванн. Гальванические линии проектируются с максимально возможным учетом эргономических факторов: простоты, доступности и удобства в обслуживании и эксплуатации.
Системы местной вентиляции гальванических ванн рассчитываются с учетом полного соответствия действующим нормативным документам. Состав линий и технология покрытий обеспечивают возможность очистки сточных вод на имеющихся или вновь строящихся очистных сооружениях. При необходимости реализуется бессточный режим работы производства.
Оборудование применяемое в гальванике

Гончарова Юлия Сергеевна
магистрант,
кафедра автоматизированного оборудования
машиностроительного производства,
E-mail: goncharovajulia2@bk.ru
Севостьянов Александр Константинович
магистрант,
кафедра технологии машиностроения,
Воронежский государственный технический университет,
г. Воронеж
Аннотация: с начала годов 20 века по мере того, как происходило развитие работ в областях теоретической и прикладкой электрохимии, начали внедряться более новые теоретически обоснованные процессы электролитического покрытия. Эти работы дали началу использования гальванотехники в различных областях промышленности, в том числе и машиностроения. В статье рассматривается понятие о гальванике, гальваническом процессе, а также оборудование для нанесения гальванопокрытий, преимущества данного вида процесса и недостатки, а также ее дальнейшее развитие.
Ключевые слова: гальваника, раствор, электролит, катод, анод, гальваническая ванна, специализированная ванна, барабан, гальваническая линия, роторная установка.
GALVANICS. THE GALVANIC EQUIPMENT IN MECHANICAL ENGINEERING
Goncharova Yu.S. 1 , Sevostyanov A.K. 2
1 Goncharova Yulia Sergeyevna-undergraduate, department of the automated equipment of machine-building production;
2 Sevostyanov Alexander Konstantinovich- undergraduate, department
technologies of mechanical engineering,
VORONEZH STATE TECHNICAL UNIVERSITY, Voronezh
Abstract: since the beginning of the 20th years of the 20th century as there was a development of works in the fields of theoretical and prikladky electrochemistry, newer theoretically reasonable processes of electrodeposited coating began to take root. These works gave to the beginning of use of galvanotechnics in various fields of the industry including mechanical engineering. In article the concept about a galvanics, galvanic process and also the equipment for drawing electrodeposits, advantages of process of this type and shortcomings and also its further development is considered.
Keywords: galvanic, solution, electrolyte, cathode, anode, galvanic bathtub, specialized bathtub, drum, galvanic line, rotor installation.
УДК 621.357.7
Для того, чтобы придать металлическим изделиям свойства защитных, защитно-декоративных функций, которые обеспечивают надежную долговечную работу их в различных эксплуатационных условиях, и служащие для восстановления деталей, выбранных при сравнительно малых износах, важную роль играют химические и электрохимические процессы нанесения покрытий. Гальванические покрытия широко применяются при восстановлении деталей, выбранных при сравнительно малых износах.
Понятие о гальванике и гальваническом процессе
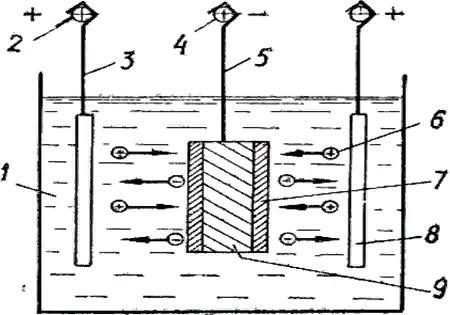
Гальваника — электрохимический процесс, участниками которого являются обрабатываемая деталь, два электрода, электролит, электрический ток. Электролит — это токопроводящее жидкое вещество, из которого в результате прохождения через него электрического тока выделяются молекулы металла, оседающие на поверхности обрабатываемого изделия и образующие на ней тонкую пленку. Особенностью гальванопокрытия состоят в том, что оно формируются не простым нанесением слоя металла на обрабатываемую поверхность, а в результате проникновения его молекул в поверхностный слой детали. [1]
Основными этапами по нанесению слоя на изделие являются:
— приготовление раствора — электролита. Следует отметить, что состав раствора подбирается в каждом конкретном случае;
— погрузка двух анодов в раствор. Аноды подключаются к плюсовому контакту источника постоянного тока;
— погружение в электролитический раствор изделия и расположение его между анодами, а также подключение к минусовому контакту источника тока;
— замыкание сформированной цепи.
На рисунке 1 представлена схема гальванической ванны.
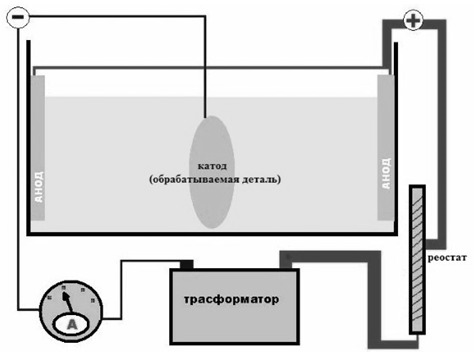
Рисунок 1 — Схема гальванической ванны
Основными видами гальванопокрытий являются:
— хромирование: слой хрома наносится на поверхность материала, для придания повышенной твёрдости и увеличения сопротивляемости коррозии;
— цинкование: цинк обеспечивает деталям повышенную механическую и электрохимическую защиту;
— настал или насталение: гальваническое покрытие железом «слабых» металлов. Например — медь;
Виды оборудования для гальваники
Существует несколько видов оборудования для нанесения слоя на изделие: [2]
— Гальваническая ванна. Она является основой производства. Гальваническая ванна представляет собой емкость кубической формы с ребрами жесткости и набором дополнительных элементов и оборудования. На рисунке 2 представлена данная ванна.

Рисунок 2 — Гальваническая ванна
Для изготовления данного типа оборудования применяют различные материалы: нержавеющая сталь, ПВХ, полипропилен и другие сополимеры.
Данные ванны подразделяются на активные и вспомогательные. В активных происходит непосредственно процесс нанесения покрытия, а во вспомогательных ваннах проходит подготовка деталей к нанесению покрытия.
— Специализированные ванны. К данной группе относится колокольная ванна. Предназначена для нанесения покрытия на поверхность мелких деталей в насыпном виде, применяется как в составе гальванической линии так и самостоятельно в составе цехов. Представляет собой ванну с закрепленным на ней многогранным колоколом. На рисунке 3 представлен данный вид оборудования.
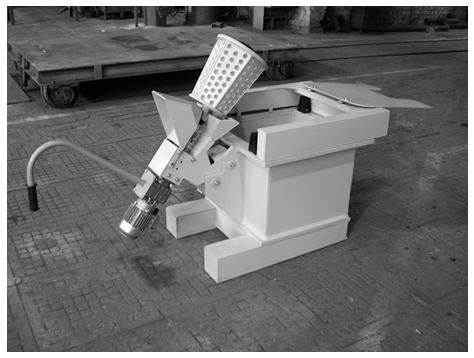
Рисунок 3 — Гальваническая ванна с колоколом
— Гальванические линии. Данный вид установок объединяет серию ванн и оснащены манипуляторами или конвейерами для подачи заготовок. Такие линии оборудуются на производствах с большими объемами обрабатываемой продукции. Преимущества использования гальванических линий заключается в том, что они обеспечивают высокую производительность и автоматизацию процесса. На рисунке 4 представлена гальваническая линия.
— Барабаны или роторные установки. Это специфический тип промышленного гальванического оборудования, которое используется для обработки мелких деталей. В основном применяется для гальванической обработки метизной продукции.

Рисунок 4 — Гальваническая линия
По конструкции, роторные установки представляют собой ванну закрытого типа, выполненную в форме барабана и устройства привода. Процесс проходит при непрерывном вращении барабана. Это обеспечивает равномерный доступ рабочего раствора ко всем обрабатываемым деталям. На рисунке 5 представлена барабанная ванна.
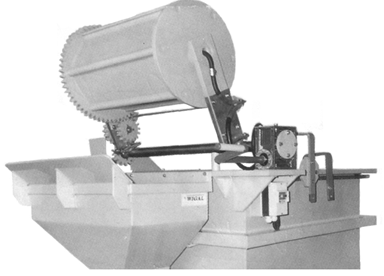
Рисунок 5 — Барабанная ванна
Преимущества и недостатки нанесения гальванических покрытий
К наиболее значимым преимуществам покрытия изделий слоем металла при помощи гальваники можно отнести следующие:
— покрытия могут без проблем наноситься на детали с очень сложной конфигурацией;
— формируемое покрытие отличается высокой плотностью и равномерностью толщины;
— покрытия характеризуются отличной адгезией с обработанной поверхностью;
— защитные и декоративные характеристики выполненных с помощью гальваники покрытий, если они сформированы в строгом соответствии с технологическими требованиями, находятся на самом высоком уровне;
— толщину наносимого с помощью гальваники слоя металла можно легко регулировать.
Главный минус гальванической технологии — невысокие адгезивные качества (способность к сцеплению) нанесенного покрытия с защищаемым металлом. Чтобы повысить адгезию, необходимо особенно тщательно готовить металл. Подготовка заключается в очищении поверхности, подлежащей обработке. [3]
В настоящее время перед гальваникой стоят новые задачи. Наряду с покрытиями, имеющими улучшенные антикоррозионные и механические свойства, требуются покрытия с сверхпроводимостью, жаростойкостью, способностью сохранять паяемость после длительного хранения на воздухе и другое. Все это требует глубокого изучения процессов электролиза с использованием современных методов исследования. Проведенные исследования дали возможность правильно подойти к разработке технологических процессов покрытия изделий, что особенно актуально в настоящее время и в будущем.
Список литературы/ References
Современное гальваническое оборудование
С начала 21-го века процесс гальванической обработки металлов оказался одной из бурно развивающихся технологий, которая, по темпам прогресса, опередила почти все новейшие технические области и стала самым разветвленным и специализированным способом межотраслевого производства. Благодаря ускоренному развитию отраслей авиа- и ракетостроения, космонавтики, радиоэлектроники, автомобилестроения, производства средств связи, в том числе развитие оборонного комплекса, гальванотехника остается незаменимым флагманом любого производства, связанного с применением металла.
В процессе гальванической обработки используются электрохимические технологии нанесения антикоррозийных покрытий на поверхность металлических деталей, декоративных покрытий для улучшения внешнего вида, а также покрытий для придания металлической поверхности специальных свойств (износостойкости, твердости, блеска, стойкости к агрессивным средам и пр.).
Гальванические покрытия, в зависимости от области применения обрабатываемых изделий и требований, предъявляемых к их эксплуатационным характеристикам, могут относиться к специальным, защитным (для защиты покрываемого металла от коррозии), декоративные (для придания поверхности покрываемого металла декоративного вида), или защитно-декоративным (для защиты покрываемого металла от коррозии и придания его поверхности декоративного вида).
Однако, сегодня термин «гальваника, гальванотехника» обозначает не только электрохимические технологии нанесения покрытий на поверхность металлических предметов, но и:
• химическое покрытие, включая металлизацию пластмасс, полупроводников и изоляторов;
• гальванопластику;
• конверсионные покрытия (пассивирование, в том числе анодизацию и оксидирование алюминия, магния, титана и их сплавов);
• хроматирование, фосфатирование и прочие химические способы обработки.
• очистку поверхности и ее подготовку к гальваническим и химическим покрытиям;
• электрохимическую и химическую полировку металлов;
• инженерное и технологическое оборудование гальванических цехов.
Покрытия подразделяют, в зависимости от состава, на металлические (состоящие из металла или сплава), неметаллические неорганические (состоящие из неметаллических неорганических соединений), композиционные (имеющие в своем составе металлические и неметаллические компоненты).
Перечислим некоторые наиболее распространенные покрытия:
Металлические покрытия:
— цинковое;
— кадмиевое;
— медное;
— никелевое;
— кобальтовое;
— олово-цинк;
— хромированное и пр.
Неметаллические неорганические покрытия:
— фосфатное;
— оксидное и пр.
Композиционные:
— покрытия с матрицами из меди;
— покрытия с матрицами из хрома;
— покрытия с матрицами из кадмия;
— прочие с веществами второй фазы (с двуокисью кремния и подобные).
Как правило, каждая операции завершается промывкой изделий в холодной проточной воде, а после обработки в растворах с щелочами – последовательно в горячей и холодной воде. Наиболее экономичный и эффективный процесс промывки производится в гальванических ваннах с каскадной промывкой. На завершающей стадии обработки изделия последовательно промываются в холодной и горячей воде и отправляются на сушку.
Современное гальваническое оборудование ГК «ТОПОЛ-ЭКО» разработано с учетом актуальных потребностей различных областей индустрии и используется для нанесения любых химико-гальванических покрытий во многих отраслях промышленности.
Благодаря использованию инновационных полимерных материалов, компания предлагает широкий ассортимент оборудования для гальванических цехов и химических производств, в том числе не имеющего аналогов в России и странах СНГ. Продукция изготавливается из высокопрочных, износостойких полимеров, выдерживающих воздействие химических растворов и предельные температурные нагрузки. Особенностями гальванического оборудования ГК «ТОПОЛ-ЭКО» являются надежность, удобство в эксплуатации и экономичность, в сочетании с обеспечением четкого гарантийного и сервисного обслуживания.
Компания «ТОПОЛ-ЭКО» предлагает следующую продукцию:
Гальванические ванны и емкости — являются основным видом оборудования для гальванических линий и цехов, предназначены для выполнения подготовительных, основных и заключительных операций химической и гальванической (электрохимической) обработки поверхности деталей. Ванны и емкости могут использоваться как отдельные технологические установки, так и входить в состав гальванических цехов.
Металлические опоры для гальванических ванн, рабочие площадки гальванических линий, стойки для гальванического оборудования — Для установки гальванических ванн на производстве ГК ТОПОЛ-ЭКО изготавливаются металлоконструкции, как основа для установки и крепления на ней всех элементов гальванической линии и включает раму на регулируемых опорах, стойки для подвесных манипуляторов и других элементов, а также площадку обслуживания. Прочностные характеристики металлоконструкции обеспечивают надежную и безопасную эксплуатацию оборудования в течение всего срока эксплуатации. Ванны устанавливаются на опорные подставки (рамы), которые выполнены из углеродистой стали и, в большинстве заказов, имеют возможность регулировки по высоте. Опорные рамы, стойки и транспортные пути окрашиваются двухкомпонентной эмалью на эпоксидной основе после подготовки поверхности с применением дробеструйного аппарата и специальной грунтовки.
Трапы обслуживания могут быть изготовлены вместе с перилами и также окрашены хим.стойкой эмалью. Сама площадка, полипропиленовый настил, изготавливается из антикоррозионного, химически устойчивого материала и обладает высокими электроизоляционными. Конструкция также обеспечивает высокую коррозионную стойкость к агрессивной окружающей среде цеха и случайным проливам кислот и щелочей.
Высота площадки обслуживания соответствует высоте установки технологических ванн от уровня пола согласно ПОТ Р М-018-2001 с учетом размещения коммуникаций в нижней части линий и согласуется с заказчиком. Покрытие площадок и ступенек лестниц изготовлено из противоскользящих полипропиленовых ячеистых решеток. Перила площадок обслуживания по желанию заказчика и в целях безопасности и удобства имеют пластмассовое покрытие.
Гальванические барабаны – предназначены для электрохимической и химической обработки поверхности мелких деталей в насыпном виде, применяются в автоматических и механизированных гальванических линиях, а также в составе отдельных барабанных ванн в гальванических цехах и на участках нанесения покрытий.
Комплектующие к ваннам и барабанам — оснастка, в том числе рамы, трубопроводы, установки фильтрации растворов, воздуховоды и т.д.
Емкости для хранения и приготовления электролитов – в нашей компании Вы можете заказать различные емкости, которые могут быть изготовлены по индивидуальному техническому заданию любых размеров, объемов, формы и комплектации:
— вертикальные или горизонтальные:
Емкости горизонтальные являются самыми распространёнными при необходимости хранения большого объема воды или кислот под землей. Вентиляционные патрубки и прочие необходимые элементы выводятся наружу вместе с заливной горловиной. При надземной установке преимуществом конструкции емкости горизонтальной, в отличие от емкости вертикальной, является ее устойчивость. Однако, горизонтальные емкости занимают больую площадь, по сравнению с вертикальной емкостью;
Вертикальная емкость для удобства эксплуатации оборудуются лестницами, площадками для обслуживания и другими конструкциями.
Использование малой площади для размещения, является главным преимуществом вертикальных емкостей.
— химстойкие емкости: для воды, кислоты, щелочей;
-крупные емкости монтируются из отдельных модулей и собираются специалистами ГК ТОПОЛ-ЭКО на территории заказчика;
-учитывая наличие представительств и сервисной службы ГК ТОПОЛ-ЭКО на территории РФ, мы предоставляем услуги по дополнительной комплектации или ремонту полипропиленовых емкостей, при необходимости наши специалисты проведут футеровку имеющихся емкостей более стойкими полимерами;
Изготовленные ГК ТОПОЛ-ЭКО емкости из полипропилена сертифицированы и используются в различных сферах деятельности и жизни человека – для хранения питьевой воды и продуктов питания, для хранения, приготовления и перемещения химических веществ – в качестве емкости для кислот и щелочей.
Полипропиленовые емкости, устойчивы к температурным воздействиям и могут быть использованы в диапазоне от -50°C до +80°C
Достоинством полипропиленовых емкостей ГК ТОПОЛ-ЭКО является:
1. срок службы полипропилена: 50 лет и более;
2. малый вес даже при больших габаритах, что обеспечивает удобство использования емкостей;
3. высокая прочность емкостей и устойчивость их к механическим воздействиям, обеспечивается качеством полипропиленового листа ГК ТОПОЛ-ЭКО, отсутствием угловой сварки и применением современного оборудования, в том числе гибочного.
4. Допустимость использования для питьевой воды.
5. Отсутствие токсичности.
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Используемые материалы и оборудование
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | — | — |
| Цианистый калий | — | — | 70 | 100 |
| Углекислый натрий | 10 | 10 | — | — |
| Углекислый калий | — | — | 10 | 25 |
| Гипосульфит натрия | — | — | 0,4 | 0,5 |
| Аммиак водный, мл/л | — | — | 1-2 | 2 |
| Едкий калий | — | — | — | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Гальванические ванны и линии из полипропилена, ПНД, ПВХ, ПВДФ
Что мы умеем и что мы предлагаем:
- Проектирование и расчет прочностных показателей гальванических линий средствами CAD/CАМ.
Раскрой заготовок на станках ЧПУ с высокой точностью.
Двусторонние сварные швы и стыковка деталей на стыковых станках в соответствии с ГОСТ 16310-80
Использование промышленного оборудования:
LEISTER («Ляйстер», Швейцария)
DOHLE («Доле», Германия)
Контроль на герметичность высокочастотным искровым тестером T50 PST-100 («Баклейс», Англия)
Возможная цветовая гамма

Стоимость типовых гальванических ванн
для процессов не выше + 30 о С, ванн промывки, вспомогательных ванн
Размеры
(мм)
Ванна из полипропилена
(руб. с НДС)
Крышка
(руб. с НДС)
Бортотсос
(руб. с НДС)
Регулируемые опоры
(руб. с НДС)
Барботаж
(руб. с НДС)
Теплоизоляция
(руб. с НДС)
Фильтрация
(руб. с НДС)
* изготавливаем гальванические ванны любых размеров по индивидуальному заказу.
для процессов до + 60 о С, с увеличенной толщиной стенки
Размеры
(мм)
Ванна из полипропилена
(руб. с НДС)
Крышка
(руб. с НДС)
Бортотсос
(руб. с НДС)
Регулируемые опоры
(руб. с НДС)
Барботаж
(руб. с НДС)
Теплоизоляция
(руб. с НДС)
Фильтрация
(руб. с НДС)
* изготавливаем гальванические ванны любых размеров по индивидуальному заказу.
    |
|||
    |
|||
    |
Общие рекомендации по выбору материала для гальванических ванн
— невысокая цена
— все основные виды процессов
— применение при отрицательных температурах
— стоек к кислотам высокой концентрации
— применение при высоких температурах
— не подходит для горячих процессов
| Химическая стойкость материалов. скачать PDF |  |
Некоторые наши изделия выполненные «под ключ»
 |
 |
 |
 |
 |
  |
 |
 |
 |
 |
 |
 |
  |
|
Фильтровальная станция ФСП
Технические характеристики:
Фильтровальная станция ФСП-10 изготавливается из полипропилена методом экструзионной и полифузионной сварки и механической обработки.
Комплектуется насосом с магнитной муфтой (с применением химически стойких уплотнений) и сменных катриджей для фильтрации жидкости от различных примесей.
Все сварочные швы выполнены по ГОСТ 16310-80.
| Технический паспорт изделия. скачать PDF | |
Видео с нашего производства
Сделать заказ вы можете по телефону +7 903 724 49 88 (по будням с 09:00 до 18:00, время Московское) или отправить письмо на электронный почтовый адрес Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript. (круглосуточно).