Галтовочное оборудование для металла
Виброгалтовочное оборудование
Крупнейший российский производитель станков для галтовки

«Мы не продаём просто станки.
У нас покупают технологии»
Российский и международный опыт финишной обработки.
Российский и международный опыт финишной обработки.

Российский и международный опыт финишной обработки.


Виброгалтовочное оборудование

Шлифовальные и полировальные станки

Промышленный пневмо- и электроинструмент

Крепёжный инструмент

Информационные материалы

Демонстрация оборудования
В настоящее время компания ориентирована на производство собственного виброгалтовочного оборудования, постоянно работает над конструированием новых моделей и имеет большие планы на будущее — стать отечественным станкостроительным заводом, достойным конкурентом давно обосновавшихся на российском рынке немецких, итальянских и турецких производителей аналогичных машин.
Компания «Станке» разработала собственную модель двустороннего полировального станка, а также поставляет европейские станки, очень широкую номенклатуру расходных материалов для шлифовки и полировки, электро- и пневмоинструмент известных производителей. В подборе расходных материалов для заказчиков и их демонстрации в работе компания «Станке» является настоящим профессионалом.
Сервис «Станке»
Компания «Станке» как производитель и поставщик станочного оборудования и инструмента предоставляет своим заказчикам качественный и профессиональный сервис.
- Пусконаладочные работы
- Сторонние заказы
- Услуги по галтовке
- Обработка на шлифовальных станках
Бренды
Российский производитель виброгалтовочного оборудования.
Шлифовальные машинки, портативные пневматические машинки, инструменты для шлифовки.
Промышленный электроинструмент для металлообработки, ручной электроинструмент.
Электрические и пневматические шлифовальные машины, машины с гибким валом, шлифовальные круги.
Абразивный инструмент, абразивы для авторемонта, круги, диски.
Шлифовальные ленты, круги, щётки. Scotch-Brite Bristle, материалы для полировки.
Новости и события
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2021», которая будет проходить с 24 по 28 мая в «Экспоцентре» в Москве.
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2019», которая будет проходить с 27 по 31 мая в Москве.
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2016», которая будет проходить с 23 по 27 мая в Москве.
Лотковые галтовочные установки
Производственный центр «Топ» — отечественный лидер производства виброгалтовочного оборудования. Чтобы купить галтовочное оборудование для металла, свяжитесь с нами по электронному адресу moscow @ centertop . ru или позвоните по телефону +7 (499) 390-04-71. Наши специалисты всегда рады проконсультировать вас и помочь в любом вопросе!


Лотковый галтовочный станок
Лотковые виброгалтовочные станки — разновидность галтовочного оборудования для шлифовки и полировки деталей. В отличие от круговых виброгалтовок, они прекрасно подходят для финиширования ответственных и крупногабаритных деталей в единичном и мелкосерийном производстве.
В нашем электронном каталоге представлены 6 типоразмеров лотковых галтовочных станков модели «Импульс» и 4 типоразмера модели «Сегмент». Предлагаем ознакомиться с их некоторыми техническими характеристиками.
Характеристики лотков ых виброгалтовок «Импульс»
Общая ёмкость камеры, л
Размер рабочей камеры (ШхВхД), мм
Мощность двигателя, кВт
Длина установки, мм
Высота установки, мм
Ширина установки, мм
Характеристики лотков ых виброгалтовок «Сегмент»
Общая ёмкость камеры, л
Размер рабочей камеры (ШхВхД), мм
Мощность двигателя, кВт
Длина установки, мм
Высота установки, мм
Ширина установки, мм
О том, какое оборудование подойдёт для задач вашего производства, вас всегда смогут проконсультировать наши специалисты либо по электронной почте, либо по телефону.
Функции лотковых виброгалтовок
Станки могут выполнять следующие операции:
удаление заусенцев с деталей,
тщательная полировка до глянцевого блеска,
притупление острых кромок,
удаление наплывов, окалины, набежалостей,
удаление облоя с деталей, полученных методом литья под давлением.
Технические характеристики и преимущества лотковых галтовочных установок
Лотков ое галтовочное оборудование имеет свои определённые преимущества при обработке деталей.
Лотковая форма чаши и возможность её разделения на сегменты перегородками полностью исключает риск повреждения изделия при обработке.
Загрузка и выгрузка деталей происходит вручную, что тоже уменьшает риск повреждения конечного продукта.
В базовой комплектации галтовочных станков имеются: лотковая виброгалтовочная установка, шкаф управления вибродвигателя, система подачи компаунда и воды.
Шумопоглощающая крышка обеспечит тихий ход работы виброгалтовки.
Наши машины имеют простую и прочную конструкцию, способную выдерживать тяжёлые эксплуатационные режимы с незначительным обслуживанием и вниманием.
Расходные материалы
В чем преимущества нашей компании
Производственный центр «Топ» — лидирующая компания на рынке отечественных галтовочных станков и комплектующих к ним. Лотковые галтовочные станки — это универсальные установки для скользящего шлифования и полировки металла и изделий из него. Они могут применяться для финишной отделки деталей самых разных размеров, в том числе и крупногабаритных. Это, к примеру, металлические решётки, гаечные ключи, ножи, трубки, крупные корпусные детали, длинные винты, валы и др. Наши специалисты всегда помогут вам выбрать необходимое оборудование согласно формам и размерам деталей, нуждающихся в обработке.
Помимо комплексной консультации по подбору технологии галтовки, поставке абразивных материалов и компаундов собственного производства, мы также осуществляем тестовые обработки и пуско-наладочные работы для введения оборудования в эксплуатацию. Еще одна сфера нашей деятельности — это ремонт и замена полиуретанового покрытия галтовочного оборудования наших клиентов.
Как заказать наши лотковые галтовочные установки
Если вы ищете качественные виброгалтовки, то срочно свяжитесь с нами! При необходимости наши консультанты подберут такие станки, которые нужны именно вам.
Чтобы непосредственно оформить заказ на понравившееся вам галтовочное оборудование для обработки металла, отправьте заявку на нашу электронную почту moscow @ centertop . ru, указав при этом свои контактные данные. В самое кратчайшее время сотрудники центра «Топ» вышлют вам ответное письмо с подробным прайсом, а позже свяжутся с вами по телефону для уточнения деталей оплаты.
Компактная галтовочная вибромашина лоткового типа 50/30 л.
В процессе изготовления различных металлических изделий или деталей на их поверхности могут образовываться такие дефекты, как заусенцы, окалины, остатки частичек литья, грязь, либо участки коррозии. Все это нужно удалять с поверхности. Для этих целей можно применить метод галтовки. Что это такое? Технологический процесс обработки металла путем воздействия на него сыпучего абразивного материала, который вместе с деталями помещают внутрь специального оборудования и подвергают вращению либо вибрации.
Металлические детали после галтовочной обработки приобретают товарный вид и в некоторых случаях могут получать дополнительные положительные качества. Абразив – это не что иное, как частички корунда, наждака, песок или другие материалы. Сыпучие смеси применяют для сухой галтовки стали, для мокрой же используют специальные растворы. Методом галтовочного воздействия иногда выполняют полировку изделий.

Назначение галтовки металла
Как упоминалось выше, галтовка металла позволяет убрать с поверхности изделий такие дефекты:
- острые края при штамповке изделий из листового металла;
- заусенцы, образованные во время резки заготовок либо токарной обработки;
- окалину после сварочных работ или резки металла;
- остатки облоя с деталей, выполненных методом литья.
Кроме этого, галтовкой эффективно добиваются полирования изделий до состояния зеркальной поверхности. К деталям, которые были подвержены галтованию, можно дальше применять гальваническую обработку либо окрашивание порошковыми смесями.
Если в рабочую среду добавлять металлическую дробь или применять гидрогалтовку, то галтовочным методом можно получать уплотнение поверхностного слоя заготовок (наклеп поверхностный), тем самым повышая их прочность.
Какие металлы можно подвергать галтовке:
- сплавы специального назначения;
- металл черный;
- стали конструкционные;
- сплавы нержавеющие AISI;
- материалы титановые;
- алюминий и его сплавы;
- медь и сплавы на основе меди;
- серебряные изделия.
Галтовка
- Новинки
- Акционный товар
- Ремонт оборудования
- Видеообзоры продукции
- Статьи
- Галтовка
- Наполнители
Рекомендации по подбору магнитных галтовок
Шлифовка и полировка ювелирных изделий считается трудоёмкой и дорогостоящей операцией. На финишную обработку поверхности в ювелирной промышленности приходиться примерно 60 % стоимости продукции. На смену традиционным барабанам и виброустановкам приходят более производительные методики.
Одним из перспективных методов финишной обработки деталей является метод магнитно-абразивного полирования (МАП). Сущность метода заключается в том, что обрабатываемой детали или наполнитель с магнитными и абразивными свойствами, помещенными в магнитное поле, сообщают принудительное движение относительно друг друга. Магнитно-абразивный наполнитель создает режущий эффект, плотность которого можно варьировать, изменяя напряженность магнитного поля. Силами магнитного поля зерна наполнителя прижимаются к поверхности детали, оказывая давление на деталь в каждой точке ее поверхности, что приводит к съему металла и сглаживанию микронеровностей. Обработка производится при наличии жидкой среды, который в данном процессе выступает как носитель поверхностно-активных веществ, а не как средство охлаждения детали.
Магнитно-абразивным полированием можно обрабатывать детали любой геометрической формы и габаритных размеров из магнитных и немагнитных материалов.
В настоящее время для обработки изделий в ювелирном производстве широкое применение нашли магнитные галтовки. Принципиальное устройство которой показано на рис 1. Принцип действия основан на движении наполнителя, в виде иголок, за счёт магнитного поля. Магнитное поле создаётся за счёт перемещающихся постоянных магнитов. Иголки перемещаются с определённым ускорением, осуществляя взаимодействие с помещенными в ёмкость ювелирными изделиями, при этом последние подвергаются многочисленным микроударам со стороны наполнителя. За счёт взаимодействия происходит обработка поверхности изделий во всех труднодоступных местах, а также частичное упрочнение поверхности изделий, что облегчает их дальнейшую шлифовку и полировку.
При воздействии магнитного поля в рабочем зазоре магнитный наполнитель ориентируются своей большей осью вдоль магнитных силовых линий, уплотняются и прижимаются острыми гранями к обрабатываемой поверхности. В результате этого обработка поверхности детали производится острыми кромками, т. е. имеет место процесс ориентированного абразивного резания.
На рынке оборудования представлены многочисленные конструкции магнитных галтовок, в основном производства Турции и Китая.
По своей конструкции они представляют диск с расположенными по его периметру постоянными магнитами кольцеобразной формы. Диск приводится в движении электродвигателем, при этом магнитное поле созданное магнитами движется с окружной скоростью, соответствующей частоте оборотов электродвигателя, заставляя, перемещаться игольчатый наполнитель
Данная схема имеет ряд недостатков. Во первых окружная скорость наполнителя не одинакова по всей поверхности диска. Чем ближе к центру вращения, тем она ниже, а в непосредственной близости от оси вращения образуется мёртвая зона, попав в которую изделия практически остаются без взаимодействия с иглами, т.к. последние стремятся переместиться к периферии ёмкости за счёт центробежной силы. Это хорошо заметно при обработке более тяжёловесных изделий (персни, браслеты и т.д.), которые практически не перемещаются под действием движущегося наполнителя. Во вторых если мы рассмотрим расположение магнитного поля в магните кольцеобразной формы (рис. 3). При расположении кольцеобразных магнитов плоскостью на диске галтовки их полюса располагаются вверх и вниз относительно наполнителя и изделий.
При таком расположении сила магнита направлена вверх, а межу самими магнитами взаимодействие минимально. Это снижает эффективность работы, т.к. наполнитель не получает дополнительного ускорения за счёт магнитного поля самого магнита и не меняет своего направления движения попадая в зоны действия разно разряженных полюсов.
Ч.П. «ВТК» предлагает конструкцию магнитных галтовок с принципиально иной формой и расположением магнитов. Нами используются магниты прямоугольной формы расположенные на диске друг против друга одноимёнными полюсами (Рис 4 и Рис 5).
Рис 4 Рис 5
При этом поле магнитов перекрывает всю поверхность диска ,а направление его совпадает с направлением перемещения наполнителя и обрабатываемых изделий. За счет этого эффективность данной конструкции возрастает на порядок , мертвые зоны залегания отсутствуют, скорость наполнителя и обрабатываемых изделий совпадают с направлением магнитного поля. Интенсивное воздействие магнитных полей на оси вращения диска стремится вытолкнуть наполнитель в более активные зоны. Данная конструкция гатовок позволяет использовать ёмкости различной формы и размеров, в зависимости от вида и кол-ва обрабатываемых изделий.
По своей природе постоянные магниты отличаются магнитными свойствами материала и способом производства.
Существует большое разнообразие магнитов по постоянству свойств( Рис 6), используемым магнитным материалам, технологиям производства. Наиболее распространенные – ферриты и редкоземельные магниты.
Рис 6
Ферриты (или керамика, керамические магниты, ceramic) – самые популярные постоянные магниты, существующие в настоящее время. Они производятся из комбинации феррита бария или стронция и оксида железа и демонстрируют высокую коэрцитивную силу, что говорит о хорошей сопротивляемости к размагничиванию. Ферриты обладают наименьшей стоимостью, что обеспечивает им успех в тех магнитных приложениях, где не требуется выдающихся результатов по величине магнитного поля. Ферриты имеют очень хорошую коррозионную стойкость и устойчиво работают в диапазоне температур от -40 до +250 градусов Цельсия. Диапазон максимальной энергии – от 1,1 до 4,5 МГЭ.
– это магниты, произведенные с добавлением элементов лантаноидной группы. Двумя элементами этой группы, наиболее часто используемыми при производстве постоянных магнитов, являются неодим (Nd) и самарий (Sm). Существует большое количество смесей и сплавов с использованием этих элементов, но наиболее часто используются сплавы неодим-железо-бор (Nd-Fe-B) и самарий-кобальт (SmCo). В настоящее время постоянные магниты Nd-Fe-B являются наиболее коммерчески выгодными в производстве. При этом магниты Nd-Fe-B выпускаются с большим количеством градаций, чтобы охватить широкий диапазон свойств и областей применения.
В нашем оборудовании используются более дорогие неодимовые магниты( Nd-Fe-B.) обладают высокими магнитными свойствами
Неодимовые магниты, третье поколение редкоземельных магнитов, имеют наиболее высокие значения остаточной магнитной индукции, коэрцитивной силы, максимальной энергии и соотношения производительность/цена Диапазон максимальной энергии – от 1 до 48 МГЭ.
В качестве наполнителя в галтовках для обработке ювелирных изделий применяются тела виде иголок с закруглёнными либо скошенными краями. Изготовлены из технической нержавеющей стали, марок 12Х13,40Х13, обладающей магнитными свойствами. Размеры их могут быть различны от Ф 0,2 мм до Ф2 мм.
Для обеспечения нормального взаимодействия поверхности наполнителя с поверхностью обрабатываемых изделий последний надо содержать в чистом состоянии. Налипший на иглы жир, микрочастицы износа изделий и наполнителя снижают эффективность взаимного трения и следовательно процесса обработки. Изделия перед загрузкой следует мыть и при необходимости производить обезжиривание.
При загрязнении наполнитель следует промывать моющими средствами с добавлением лимонной кислоты.
Совместно с наполнителем применяют различные шампуни, в состав которых входят поверхностно активные вещества. При работе пена образованная ими выводит грязь и продукты износа из зоны контакта.
Галтовочное оборудование
Существует несколько типов галтовочных установок. Процесс, при котором обработка проходит методом перекатывания, осуществляется в специальных барабанах. Конструкция барабана, если посмотреть на нее с торца, выполнена по форме многогранника – это чаще шестигранник или восьмигранник. Сам барабан имеет герметично закрывающуюся крышку, чтобы препятствовать выходу наружу вредной абразивной пыли, образующейся во время вращения. Вал вращения у таких барабанов для галтовки расположен горизонтально, приводом служит электродвигатель. Стандартная частота вращения здесь находится в пределах 20–60 оборотов за минуту. Барабаны подходят для галтовки плоских металлических заготовок.

Другой тип галтовочного оборудования – это вид центробежной машины, выполненной по форме колокола. Корпус колокола изготавливают из листового металла толщиной около 3 миллиметров. Чтобы стальная поверхность оборудования не портила изделия при вращении колокола, ее покрывают изнутри пластиком или резиной. Вал вращения колокола, как правило, при галтовке расположен вертикально или под определенным наклоном к вертикали. Стандартная частота вращения оборудования находится в пределах 10–50 оборотов в минуту. Колокола подходят для проведения галтовочных операций над резьбовыми метизами.

Для выполнения галтовочных операций вибрационным способом применяют специальные камеры, снабженные механизмами, которые создают вибрацию (эксцентрики). Они заставляют камеру колебаться с определенной частотой от 50 до 15 Гц в разных направлениях, при этом внутри рабочего пространства наблюдается своеобразное перемещение заготовок и материала абразивного. Вибрационные камеры подходят для галтовки деталей крупного размера, предварительно закрепленных внутри.
Галтовочное оборудование для металла
Благодаря внедрению инновационных технологий обработки поверхностей компания Kromas стала узнаваема не только на турецком рынке обработки металла, но и приобрела общемировую известность в своей отрасли. Успешное развитие компании на рынке услуг по пескоструйной и галтовочной обработке поверхностей получило логическое развитие не только в производстве машин и материалов, но и продолжается путем разработки новых обрабатывающих комплексов и технологий. Компания Kromas стремится к обеспечению общемировой доступности своего оборудования, матриалов и обрабатывающих технологий.
Продукты Kromas успешно используются в более чем 10.000 компаниях в 87 странах на 5 континентах. Более 3000 поверхностных процессов, разработанных Rösler Kromas, успешно внедрены в технологических процессах наших заказчиков не имеют альтернативных методов обработки.
Историческим моментом развития компании стало 30 сентября 2014 года, когда немецкая компания Rösler заявила о приобретении турецкой компании Kromas Makine Ltd (Кромаш). С этого момента компания Kromas осуществляла свою деятельность под управлением Rösler Oberflächentechnik GmbH (Германия) торговый бренд “Rösler-Kromas”.
Немецкий технологический гигант Rösler GmbH (www.rosler.com) является лидером на международном рынке галтовочного оборудования и расходных материалов, пескоструйных аппаратов, окрасочных машин и линий по производству лакокрасочного покрытия.
Помимо 2 заводов в Германии, Rösler GmbH имеет филиалы в 15 странах мира и общий персонал, насчитывающий более 1500 сотрудников.
В конце 2016 года компания принимает решение о разделении своего бренда Rösler-Kromas на два независимых направления продаж, каждый под своим брендом Rösler и Kromas. Такое решением позволило компании удвоить её потенциальный рынок заказчиков.
Почему именно Kromas?
— Оборудование Kromas можно отнести к «золотой середине» в соотношении цена/качество.
— В лабораториях Kromas готовы бесплатно подобрать для клиентов оптимальный технологический процесс обработки изделий, результатом которого является выдача клиенту рекомендаций по подбору оборудования, наполнителей, компаундов.
— Компания Kromas самостоятельно разрабатывает и производит все необходимые для обработки расходные вещества. Что гарантирует эффективность процессов обработки изделий при низких затратах.
— Компания Kromas имеет собственные исследовательские лаборатории в различных странах. Это позволяет постоянно развивать и совершенствовать применяемые технические решения.
— Клиент всегда может дополнительно оснастить существующее оборудование дополнительными аксессуарами либо другим вспомогательным оборудованием Kromas.
— Компания Kromas осуществляет свою деятельность под управлением немецкого технологического гиганта Rösler Oberflächentechnik GmbH;
— Более 3000 техпроцессов обработки, разработанных в лабораториях Rösler-Kromas, и успешно реализованных у клиентов. Многие из этих техпроцессов уникальны;
— Широкая номенклатура выпускаемого оборудования финишной обработки;
— Более 600 разновидностей выпускаемых наполнителей, компаундов, порошков, паст;
— Собственные исследовательские лаборатории.
Галтовочные вибромашины лоткового типа
Виброгалтовки лоткового типа применяются в основном для обработки длинно мерных изделий, крупногабаритных, корпусных заготовок.

Галтовочные вибромашины круглого типа
Галтовочные вибромашины круглого типа являются универсальными машинами финишной обработки и предназначены, в первую очередь, для использования в машиностроительной/металлообрабатывающей отраслях промышленности.

Галтовочные машины роторного типа
Галтовочные машины роторного типа имеют наиболее высокую производительность среди всех типов галтовочных машин. Предназначены в основном для обработки изделий небольшого веса.
Оборудование для галтовки металла
Какие услуги мы предлагаем
Сухая галтовка
В барабан добавляем сухие галтовочные тела, которые обрабатывают деталь: устраняют неровности, шлифуют поверхность, закругляют острые кромки. В качестве галтовочного наполнителя используем корун, наждак, песок. Перед обработкой деталь надежно закрепляем внутри барабана, чтобы она не меняла своего положения при вращении.
Чтобы добиться максимального эффекта, перед галтовкой выполняем мокрую шлифовку с применением масла или компаунда. Благодаря этому на поверхности образуется антикоррозийное покрытие.
Мокрая галтовка
В галтовочный барабан добавляем буферный раствор, засыпаем наполнитель и помещаем детали, которые нуждаются в обработке. Отличием от сухого способа обработки здесь является применение рабочей жидкости.
Мокрая галтовка осуществляется за счет вращения барабана, в результате которого перемешиваются изделия и галтовочные тела. Благодаря такому способу обработки деталей мы добиваемся высокой чистоты поверхности за счет смыва загрязнений.
Используем галтовку для обработки разных типов металла:
- медь;
- черная сталь;
- нержавеющая сталь;
- алюминий;
- бронза;
- олово;
- драгметаллы.
До и после обработки галтовкой




Фото 1. Пуговицы материал Д 16 галтование до зеркального глянца.
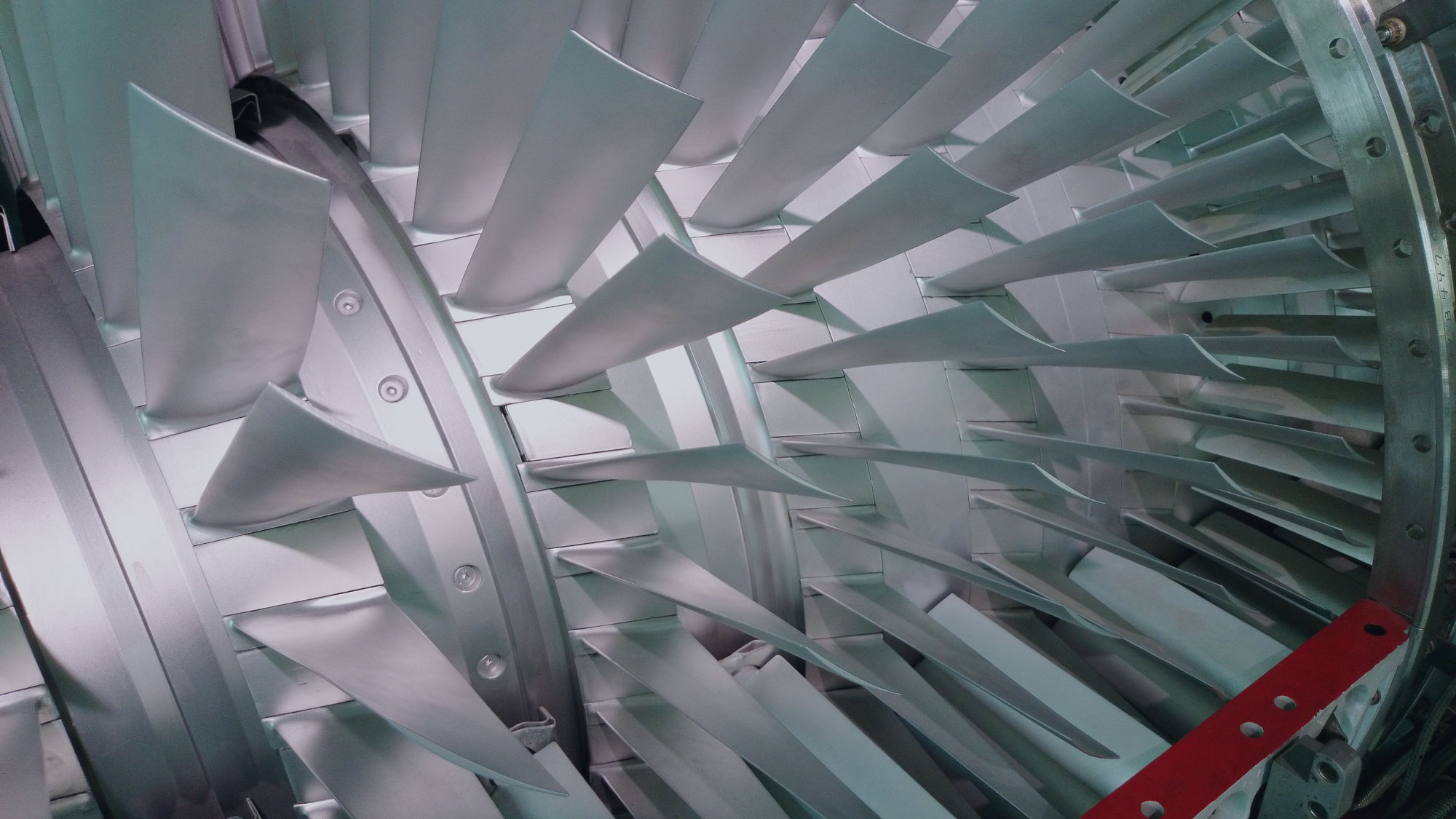
Фото 2. Галтовка турбинных лопаток.
Поступил заказ на галтование автомобильного впускного коллектора. Материал АК. Так как литье коллектора не очень хорошего качества и имеет пористую структуру, то конечный результат был отличный, но микро точки всеравно остаются этого не избежать. Коллектор галтовался в лотковой установке ЛВУ-120. С использованием галтовочного наполнителя собственного производства. Для шлифовки использовал галтовочные тела К20Р10/С,П20Р10/С Промежуточная шлифовка К14Р40/60 Полировка Шар SV 4mm. 6mm.
Материал: Пищевая нержавеющая сталь Заготовки: Ручки сцепления Задачи: Шлифовка после механической обработки
Материал: нержавеющая сталь Заготовка: Гайка РОТ Задачи: Шлифование , полирование до блеска
Материал: Сталь Заготовки: Шпильки , гайки Задачи: Очистка поверхности
Материал: Легированная сталь Заготовки: Ножи для бура, втулки ,упорные пластины Задачи: Очистка поверхности , шлифовка, полировка
Материал: Сталь Заготовки: Корпуса воздуханов Задачи: Очистка поверхности , шлифовка под покрытие хромом
Материал: Д16 Заготовки: Ручки сцепления Задачи: Шлифовка после мех обработки , полировка под покрытие лаком Материал: Композитный Заготовки: Уплотнительные кольца Задачи: Снятие заусенцев , скругление кромок
Материал: Медь Заготовки: Клемма Задачи: Шлифовка после мех обработки
Материал: Медь Заготовки: Турки для варки кофе Задачи: Шлифовка ,полировка под покрытие
Ручка для велосипеда обработанная на галтовочном барабане

Кольца обработанные на галтовочном барабане

Кусочки трубы обработанные на галтовочном барабане

Детали обработанные в круговой галтовке

Чем мы лучше конкурентов
- Работаем быстро и аккуратно. Ответственно подходим к выбору абразивных материалов и наполнителей перед процедурой. Учитываем форму и размер детали, плотность изделия и абразива, тип рабочей жидкости. Соблюдаем технологию, поэтому не повреждаем целостность обрабатываемой заготовки.
- Оправдываем надежды клиентов. 94% наших заказчиков довольны качеством услуг, которые мы предлагаем. Больше половины из них становятся постоянными клиентами (54%).
- Самостоятельно доставляем продукцию на объект. У нас есть собственный автопарк, поэтому вам не придется искать транспортных посредников. Дорожим своей репутацией, сделаем все, чтобы заказ прибыл на место в срок.
- Предлагаем простое и понятное оформление заказа. В представленной ниже заявке заполните все необходимые поля — укажите имя, электронную почту, контактный телефон, задайте интересующие вопросы. Также вы можете заказать обратный звонок — наши специалисты оперативно выйдут на связь и проконсультируют. При необходимости поможем определиться с выбором и рассчитаем предварительную стоимость услуги.
Оборудование для галтовки металла
— Вибрационное галтовочное оборудование.
Принцип работы вибромашины заключается в передаче вибрации определённой частоты и амплитуды от специального вибрационного привода на рабочую область машины. Параметры вибрации настроены таким образом, что бы галтовочный наполнитель с обрабатываемыми изделиями совершали круговое вращение относительно продольной оси машины.

Для машин лоткового типа вращение наполнителя внутри галтовочной чаши описывает обычный круг. Для машин круглого типа вращение наполнителя может быть описано более сложной фигурой в виде закручивающейся спирали по поверхности тора. Во время этого движения происходят частые микро соударения галтовочных тел с поверхностью изделий, что приводит к абразивному съему материала с поверхности изделий – процесс шлифовки, либо к заглаживанию неровностей на поверхности изделий – процесс полировки.На сегодняшний день вибрационные машины являются самыми популярными галтовочными машинами.
— Роторное галтовочное оборудование.
Принцип работы роторного оборудования заключается в передаче вращения галтовочному наполнителю и обрабатываемым в нём заготовкам с помощью механического на них воздействия лопаток роторной тарелки находящейся на дне галтовочного барабана.
Конструктивно роторная машина представляет собой неподвижную чашу внутренняя поверхность, которой покрыта полиуретаном в виде ступенчатого профиля специально разработанного для придачи закручивающего вращения при движении наполнителя и заготовок внутри чаши. На дне чаши располагается роторная тарелка с выступающими лопатками. При вращении исполнительного механизма наполнитель, увлекается за лопатками тарелки и одновременно отражаясь от стенок галтовочного барабана, получает движение в виде спирали описывающей поверхность тора – торообразное движение.
Несомненным достоинствам роторных машин является их высокая производительность. Но широкое распространение этого типа машин ограничено небольшой максимальной массой и маленькими габаритными размерами обрабатываемых заготовок.
— Галтовочные машины барабанного типа.
Галтовочные машины барабанного типа представляют собой емкость (барабан, бочка), вращающуюся вокруг горизонтальной оси. Обработка заготовок происходит за счет постоянного перемешивания галтовочного наполнителя и изделий внутри барабана.

Галтовочные барабаны имеют несколько существенных недостатков:
— самая низкая производительность среди галтовочных машин
— невозможность провести качественную шлифовку и чистовую полировку изделий, из-за практически отсутствующей возможности проведения мокрого типа галтовочной обработки.
Несмотря на свою низкую производительность, на единицу затраченной электроэнергии, галтовочные машины барабанного типа DM имеют самую низкую стоимость и самую простую конструкцию среди всех галтовочных машин.
Простота изготовления делает этот тип машин самым распространённым на рынке металлообработки, но применение их очень ограничено. На сегодняшний день барабанные галтовочные машины применяются в основном для грубой обработки изделий после литья (снятия облоя, литников и т.д.)
Моря и океаны, реки и ручьи за сотни лет превращают остроугольные камни в гальку. Нечто подобное можно получить за относительно короткое время с помощью шлифовальных средств. Этот процесс называется галтовкой.
Для галтовки неправильных природных камней применяют станки с шлифовальными барабанами.

Галтовочный станок и принцип его действия: а — станок (в разобранном и собранном виде); б — начало работы станка; в — работа станка при пониженных оборотах барабана; г — работа при оптимальных оборотах барабана; д — работа при повышенных оборотах барабана
Барабаны бывают двух типов — узкие и широкие. У барабанов первого типа длина меньше диаметра, а у второго — наоборот. В узких барабанах шлифование происходит быстрее, поскольку в них камень испытывает значительно большее давление, чем в широком барабане. Шлифовальные барабаны должны работать без перерыва длительное время и быть почти бесшумными. Их делают из резины, пластмассы, текстолита, оргстекла. Барабаны приводятся в движение при помощи электромотора, через клиноременную передачу, с использованием подшипников скольжения. При клиноременной передаче диаметр шкивов и скорость вращения электромотора подбирают таким образом, чтобы галтовочный барабан вращался со скоростью 70—80 об/мин. Иногда для уменьшения числа оборотов электродвигателя применяют редуктор. Для загрузки и выгрузки камней, шлифовального порошка и воды в боковой стенке барабана есть отверстие, плотно закрываемое крышкой.
Вместе можно галтовать только те камни, которые имеют примерно одинаковую твердость, вязкость и хрупкость. Если это условие не выполнить, то одни камни будут почти размолоты, другие едва потеряют грани. Размеры галтовочного барабана зависят от размера, веса и объема камней и представлены в следующей таблице:
| Размер барабана, см | Общий вес камней, кг | Размер камней, см |
| 11х8 | 0,5 | до 2 |
| 11х12 | 1,0 | до 2 |
| 16х11 | 1,5 | до 2 |
| 20х11 | 2,0 | до 3 |
| 20х21 | до 4,0 | до 4 |
Барабан заполните камнями, добавьте шлифовочный материал (карборунд или электрокорунд с зернистостью порошка 120 мкм) из расчета 60 г на 1 кг камней и налейте воды до 3/4 объема барабана. Иногда вливают еще слабый раствор стирального порошка, который смягчает режущую способность абразива и облегчает удаление ненужного материала.
Галтовка твердых камней ускорится, если положить в барабан стальные шарики. Их должно быть вдвое больше, чем камней. Чаще всего применяют шарики диаметром 3—8 мм. Мельче брать невыгодно, т. к. давление их на камни незначительно, галтовка затянется. Камни и шарики должны заполнять не более 60 % объема барабана.
Хорошую полировку можно получить за 2—3 суток. Раз в сутки барабан нужно остановить (а если применять металлические шарики, — чаще), открыть, удалить образовавшийся шлам и осмотреть обрабатываемые камни.
При галтовке мелкого янтаря вместо шлифпорошка можно применять мытый кварцевый песок.
Перед полировкой камни и барабан тщательно отмойте от шлифпорошка, чтобы избежать при полировке царапин, загрузите камни в барабан, залейте их водой, добавьте стиральный порошок и засыпьте полировочный материал из расчета 50 г на 1 кг камней.
Для предупреждения скола мягких и хрупких камней барабан иногда на 20% заполняют обрезками кожи, войлоком, бумагой, древесными опилками или мелкой пробкой.